
一种减速器壳的浇注系统工艺.pdf

是你****晨呀


1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种减速器壳的浇注系统工艺.pdf
本发明涉及减速器壳体制造技术领域,尤其是一种减速器壳的浇注系统工艺,包括浇包的处理、浇包的预热、浇筑前预热、铁水出炉、浇注和浇注记录,通过在浇注前对浇包进行预热处理,并清理出浇包内的残渣,同时在浇注前度铁水进行回炉保温,保证了浇注时的铁水的温度达到要求,使得在浇注时铁水能够在浇包内顺畅的流动,极大的减少了冷隔现象的产生,从而达到提升减速器壳体浇注后的品质。
一种泵壳浇注工艺.pdf
本发明公开了一种泵壳浇注工艺,属于铸件生产技术领域,其技术方案要点是包括以下质量百分比的元素为C2.0‑3.3%、Si0.8‑1.2%、Mn1.6‑2.0%、Cr24.8‑28.5%、Mo1.5‑2.2%、Ni1.6‑2.0%、Cu0.38‑0.50%、Sb0.03‑0.06%、S≤0.05%、P≤0.03%,余量为Fe;浇注工艺包括如下步骤:A、原料熔炼;将生铁、废钢、回炉料、碳化硅、增碳剂混合熔炼,熔清后依次加入镍板、铬铁、铜板,熔炼温度为1520‑1580℃,得到铁液,待铁液降温至1
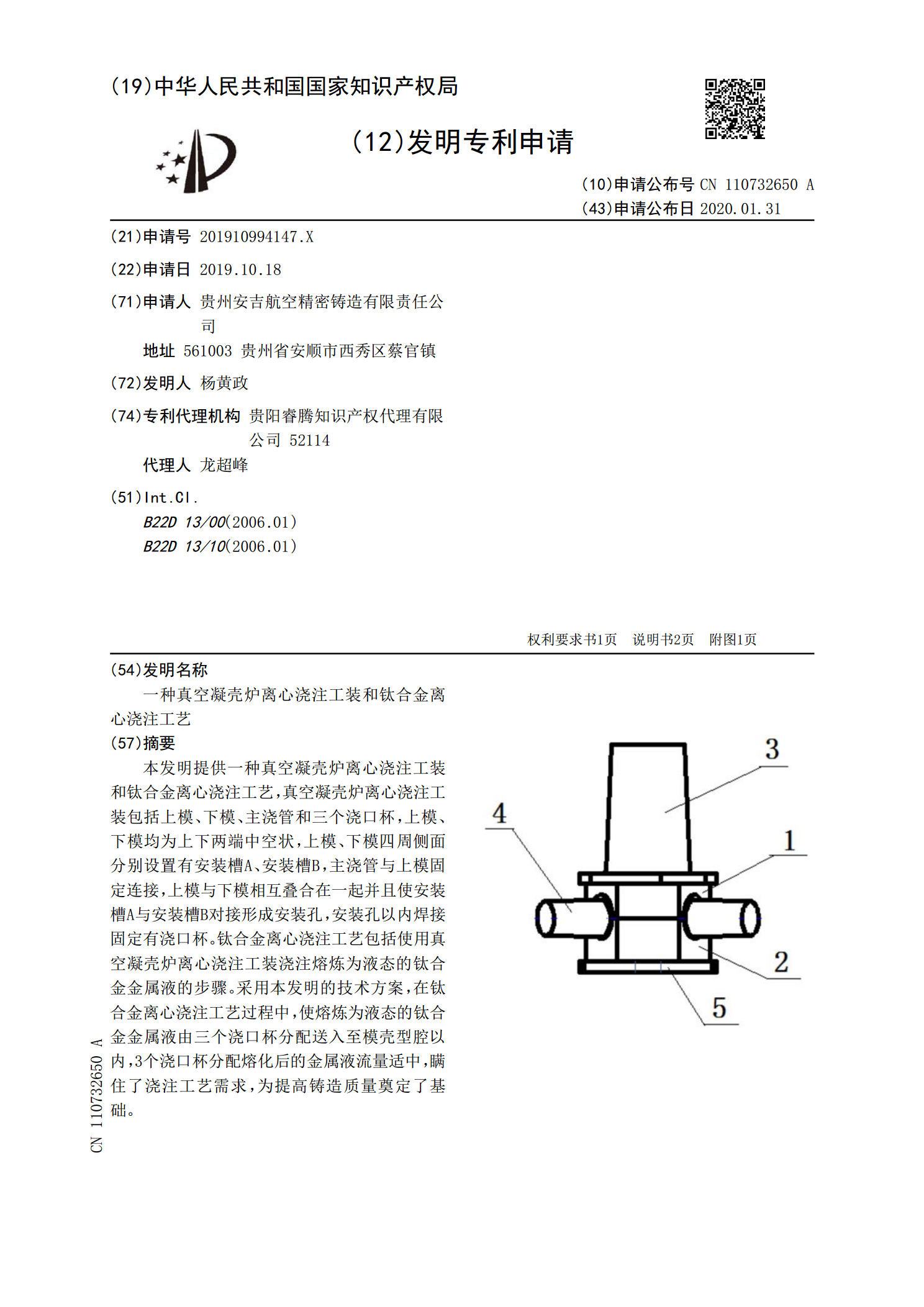
一种真空凝壳炉离心浇注工装和钛合金离心浇注工艺.pdf
本发明提供一种真空凝壳炉离心浇注工装和钛合金离心浇注工艺,真空凝壳炉离心浇注工装包括上模、下模、主浇管和三个浇口杯,上模、下模均为上下两端中空状,上模、下模四周侧面分别设置有安装槽A、安装槽B,主浇管与上模固定连接,上模与下模相互叠合在一起并且使安装槽A与安装槽B对接形成安装孔,安装孔以内焊接固定有浇口杯。钛合金离心浇注工艺包括使用真空凝壳炉离心浇注工装浇注熔炼为液态的钛合金金属液的步骤。采用本发明的技术方案,在钛合金离心浇注工艺过程中,使熔炼为液态的钛合金金属液由三个浇口杯分配送入至模壳型腔以内,3个浇
一种浇注闭式叶轮用的型壳制造工艺.pdf
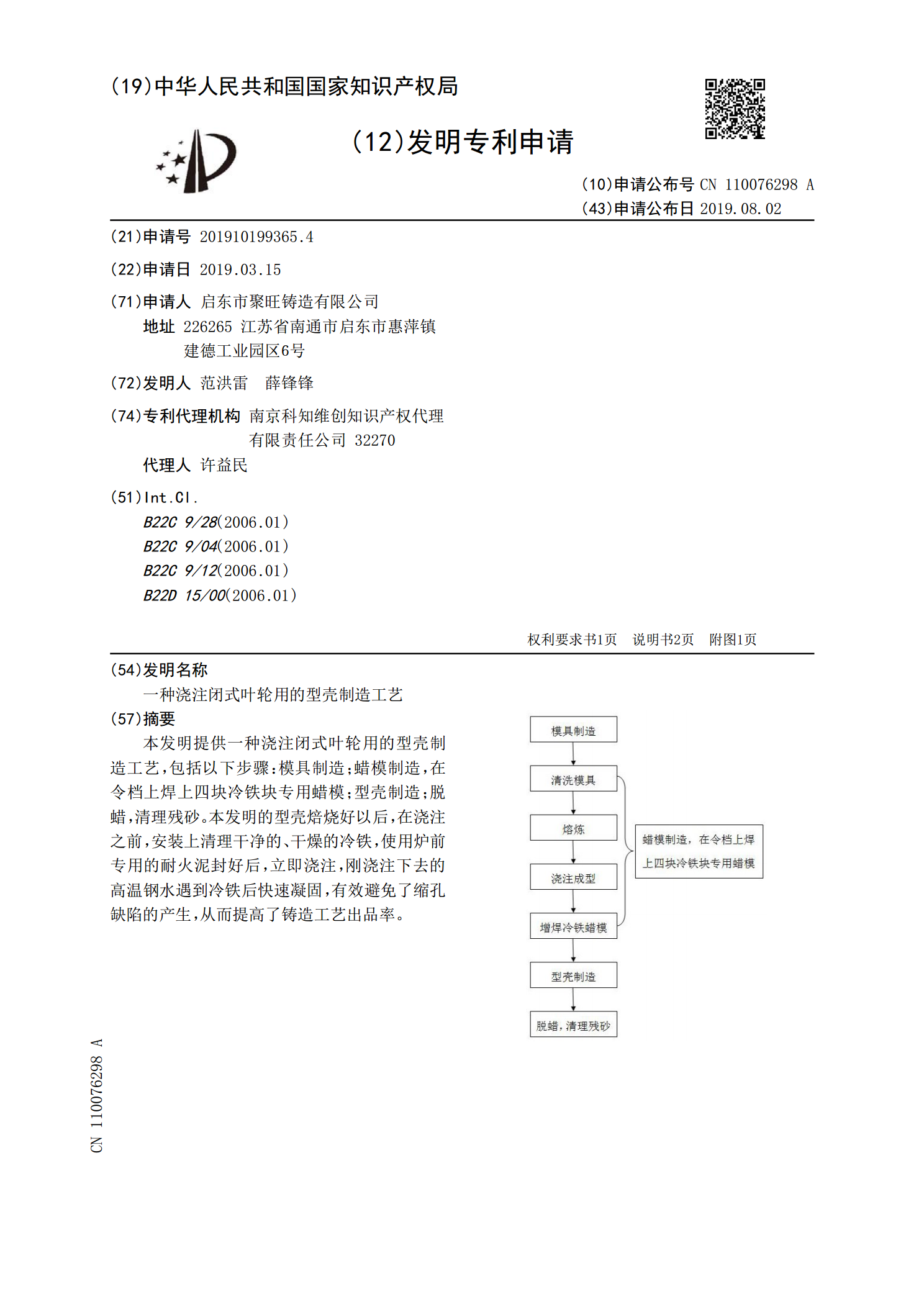
本发明提供一种浇注闭式叶轮用的型壳制造工艺,包括以下步骤:模具制造;蜡模制造,在令档上焊上四块冷铁块专用蜡模;型壳制造;脱蜡,清理残砂。本发明的型壳焙烧好以后,在浇注之前,安装上清理干净的、干燥的冷铁,使用炉前专用的耐火泥封好后,立即浇注,刚浇注下去的高温钢水遇到冷铁后快速凝固,有效避免了缩孔缺陷的产生,从而提高了铸造工艺出品率。

一种球铁薄壁件的浇注系统及浇注工艺.pdf
本发明公开了一种球铁薄壁件的浇注系统及浇注工艺,包括依次连接的直浇道、下横浇道、上横浇道、内浇道、外冒口和铸件,铸件底部边缘处设置有放油口凸台,铸件内部放置有砂芯,砂芯内对应放油口凸台处设置有补缩冒口,补缩冒口包括冒口套和固定在冒口套下端的冒口颈座。本发明设置独立热节内置补缩冒口,采用砂芯预埋式工艺,减少了后期的砂芯组装,节省了作业时间;内置补缩冒口可采用一般分离方法使之分离,减少了铸件冷铁面的修补工作,提高了生产效率,也能避免作业员操作失误导致产品敲坏报废;砂芯内预埋独立热节内置补缩冒口有利于铁液内浮渣