
一种真空凝壳炉离心浇注工装和钛合金离心浇注工艺.pdf

是你****元呀

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空凝壳炉离心浇注工装和钛合金离心浇注工艺.pdf
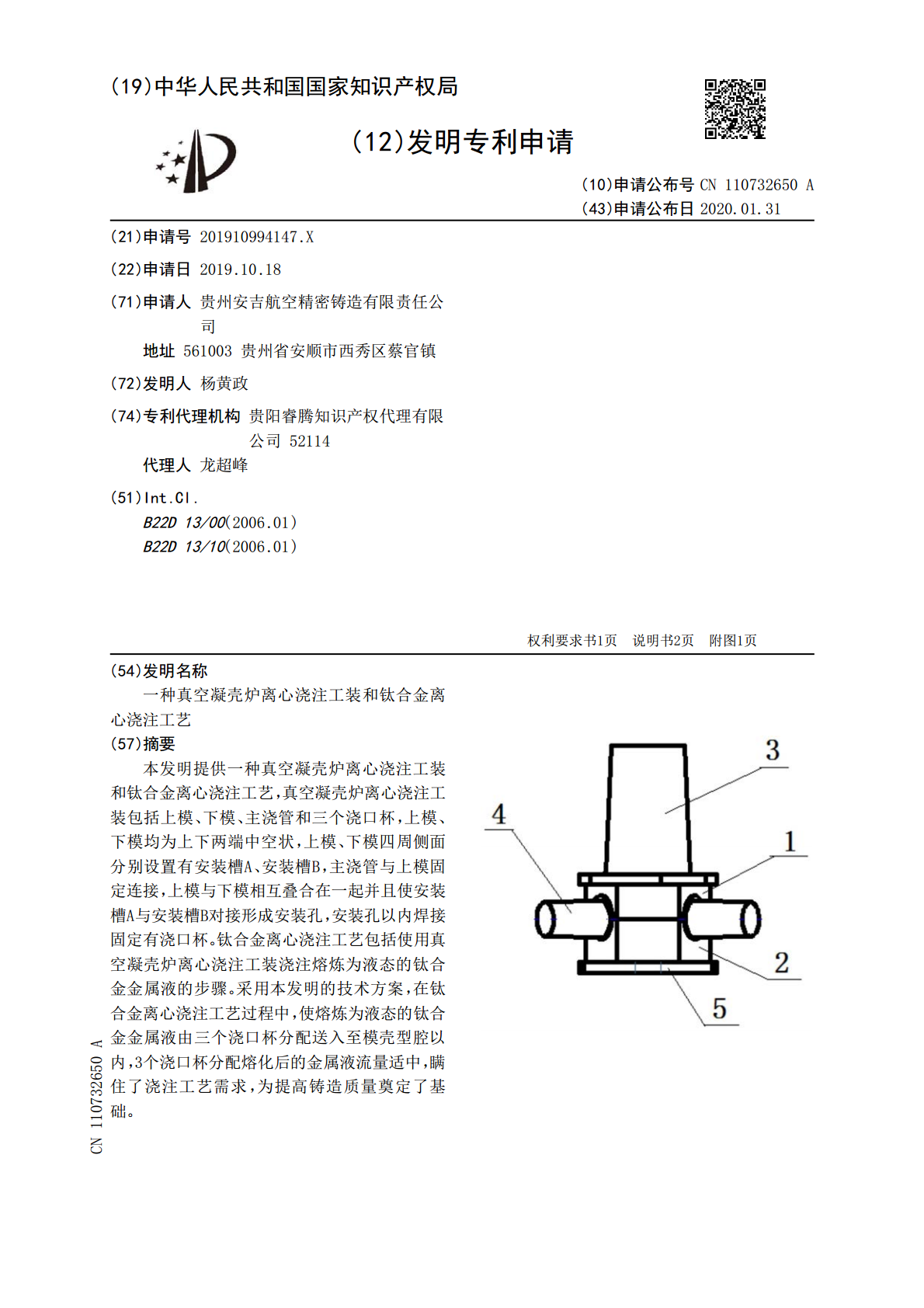
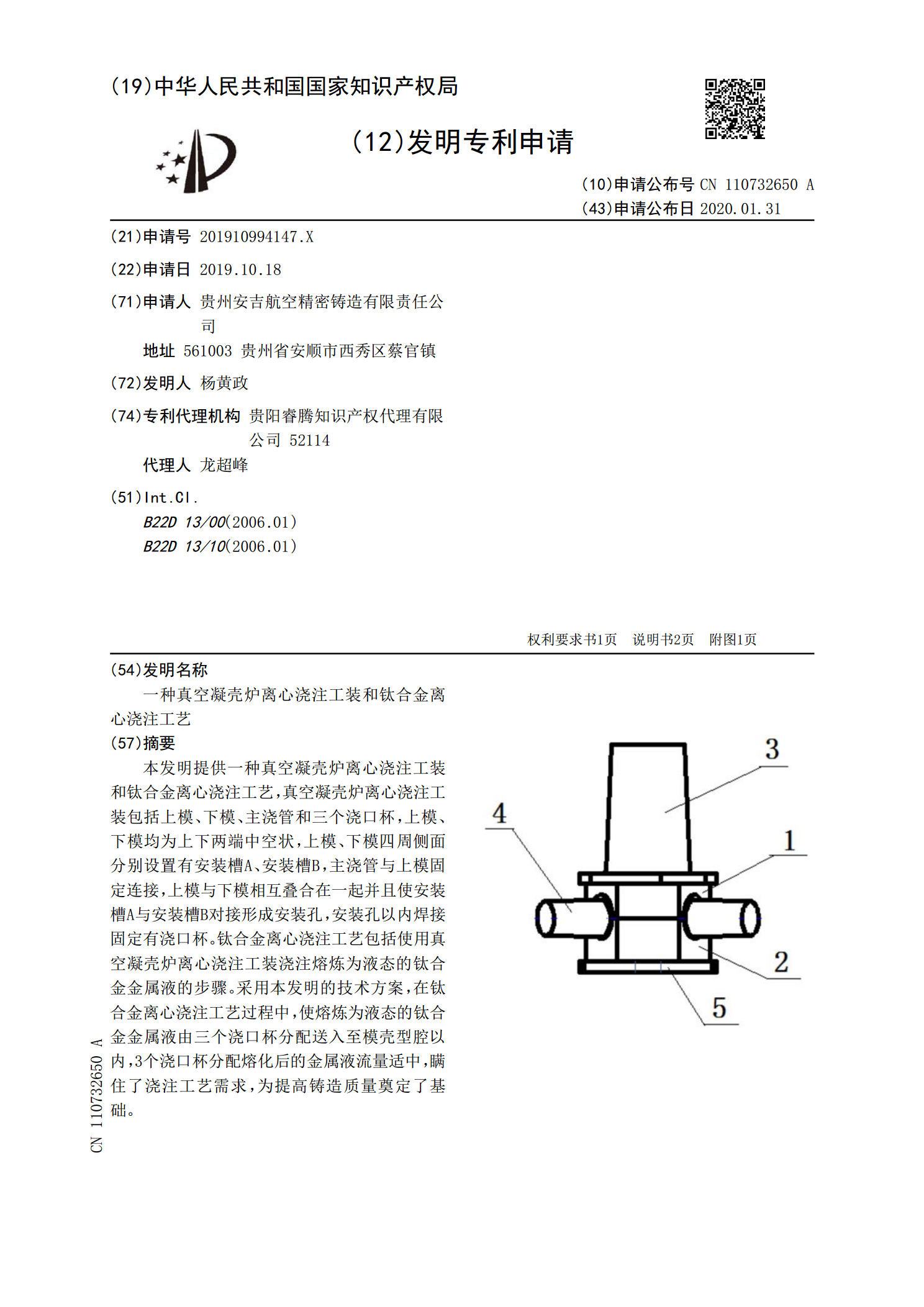
本发明提供一种真空凝壳炉离心浇注工装和钛合金离心浇注工艺,真空凝壳炉离心浇注工装包括上模、下模、主浇管和三个浇口杯,上模、下模均为上下两端中空状,上模、下模四周侧面分别设置有安装槽A、安装槽B,主浇管与上模固定连接,上模与下模相互叠合在一起并且使安装槽A与安装槽B对接形成安装孔,安装孔以内焊接固定有浇口杯。钛合金离心浇注工艺包括使用真空凝壳炉离心浇注工装浇注熔炼为液态的钛合金金属液的步骤。采用本发明的技术方案,在钛合金离心浇注工艺过程中,使熔炼为液态的钛合金金属液由三个浇口杯分配送入至模壳型腔以内,3个浇

离心浇注工艺讲义.doc
离心铸造工艺讲义概述离心铸造实质离心铸造的实质是将合金液浇注到正在旋转的铸型中,在离心力的作用下合金液在铸型转动的过程中充填铸型,最后凝固成型,简单地说就是铸件是在离心力场下充填和凝固的。离心铸造分类离心铸造按旋转轴位置分为卧式和立式两类。工艺过程铸型装配——开机——预热铸型——上涂料——合金定量——浇注——开水冷却——铸件出型——清理铸型离心铸造特点铸件组织致密由于合金液是在离心力场下充填凝固的,因此很少有气孔、夹杂、缩孔存在,其密度可提高2%左右,强度和硬度也有显著提高。充填能力强对一些流动性差的合金

凝壳炉离心系统.pdf
凝壳炉离心系统属于真空冶金设备技术领域,尤其涉及一种凝壳炉离心系统。本发明提供一种可大大降低整个设备的振动,提高设备运行可靠性的凝壳炉离心系统。本发明包括花盘、离心盘、离心主轴、竖向传动轴、离心固定座、传动轴固定座和竖向电机,其结构要点电机上端输出轴与传动轴下端相连;传动轴通过传动轴固定座设置在下炉体下端,传动轴上端与主动带轮相连,主动带轮通过传动带与从动带轮相连,从动带轮设置在离心主轴上部,离心主轴上端为离心盘,离心主轴通过离心固定座设置在下炉体下端;所述电机通过电机连接盘与大地固定连接,并通过联轴器驱

一种离心浇注方法.pdf
本发明公开了一种离心浇注方法。该方法包括出钢、吊运和浇注过程,离心浇注采用柱塞包和浇注小车进行,浇注包括:1)包嘴伸入管模;2)柱塞包放在中间包上,压实耐火密封垫密封;3)惰性气体由惰性气体出口Ⅰ进入中间包;4)打开柱塞包的柱塞,实现离心浇注。钢水吊运在保护渣或惰性气体的保护下进行。钢水出钢采用遍布惰性气体出口Ⅱ的出钢小车,在出钢小车后部安装有煤气管和氧气管;出钢过程包括以下步骤:1)惰性气体由惰性气体出口Ⅱ排出,包围柱塞包,隔绝空气;2)关闭氧气管和煤气管;3)出钢。钢水出钢、吊运、浇注全部过程中,采用
一种铜衬轴承的离心浇注工艺.pdf
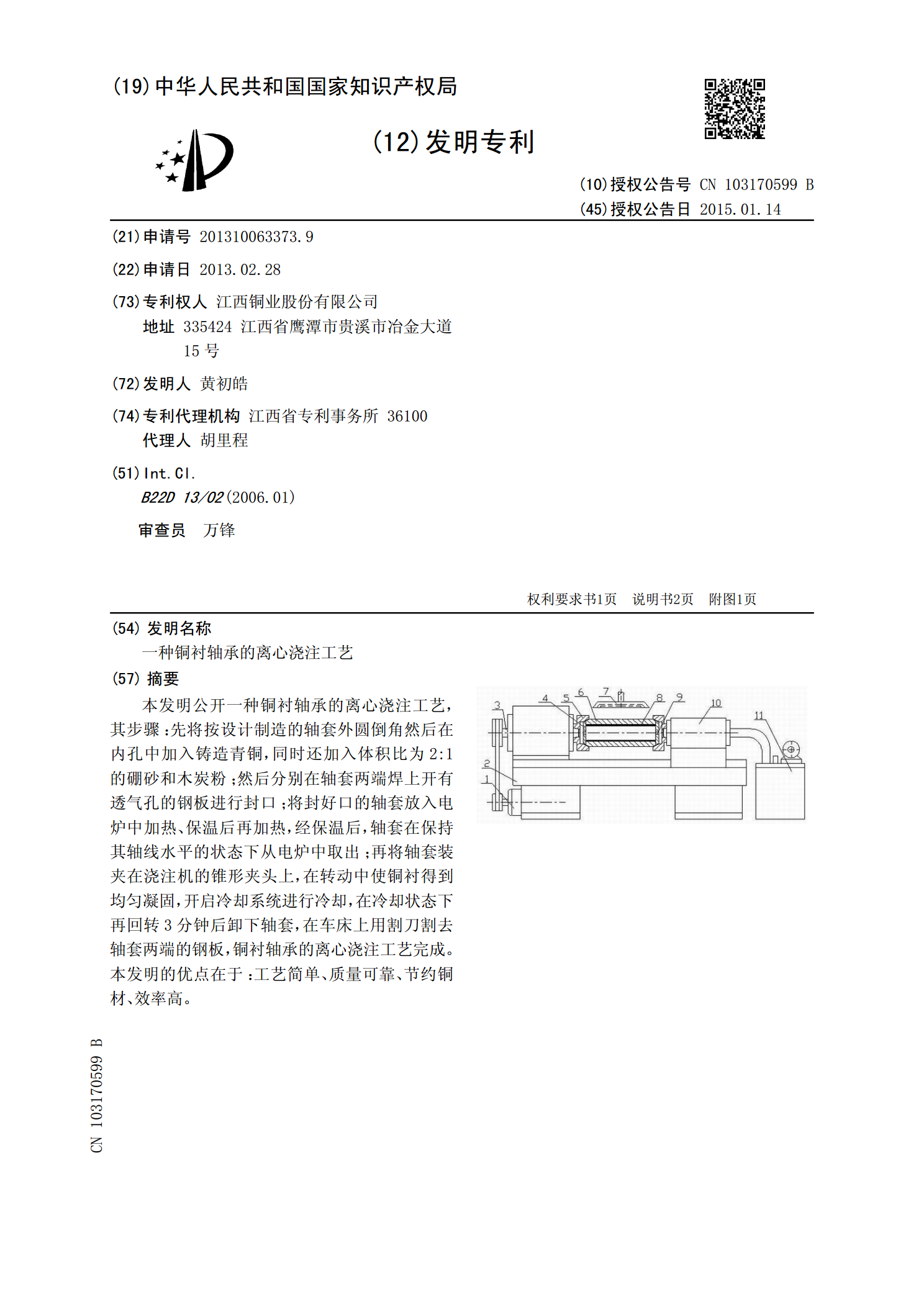
本发明公开一种铜衬轴承的离心浇注工艺,其步骤:先将按设计制造的轴套外圆倒角然后在内孔中加入铸造青铜,同时还加入体积比为2:1的硼砂和木炭粉;然后分别在轴套两端焊上开有透气孔的钢板进行封口;将封好口的轴套放入电炉中加热、保温后再加热,经保温后,轴套在保持其轴线水平的状态下从电炉中取出;再将轴套装夹在浇注机的锥形夹头上,在转动中使铜衬得到均匀凝固,开启冷却系统进行冷却,在冷却状态下再回转3分钟后卸下轴套,在车床上用割刀割去轴套两端的钢板,铜衬轴承的离心浇注工艺完成。本发明的优点在于:工艺简单、质量可靠、节约铜