
一种连续退火炉有带钢烘炉的方法.pdf

一吃****仕龙


1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火炉有带钢烘炉的方法.pdf
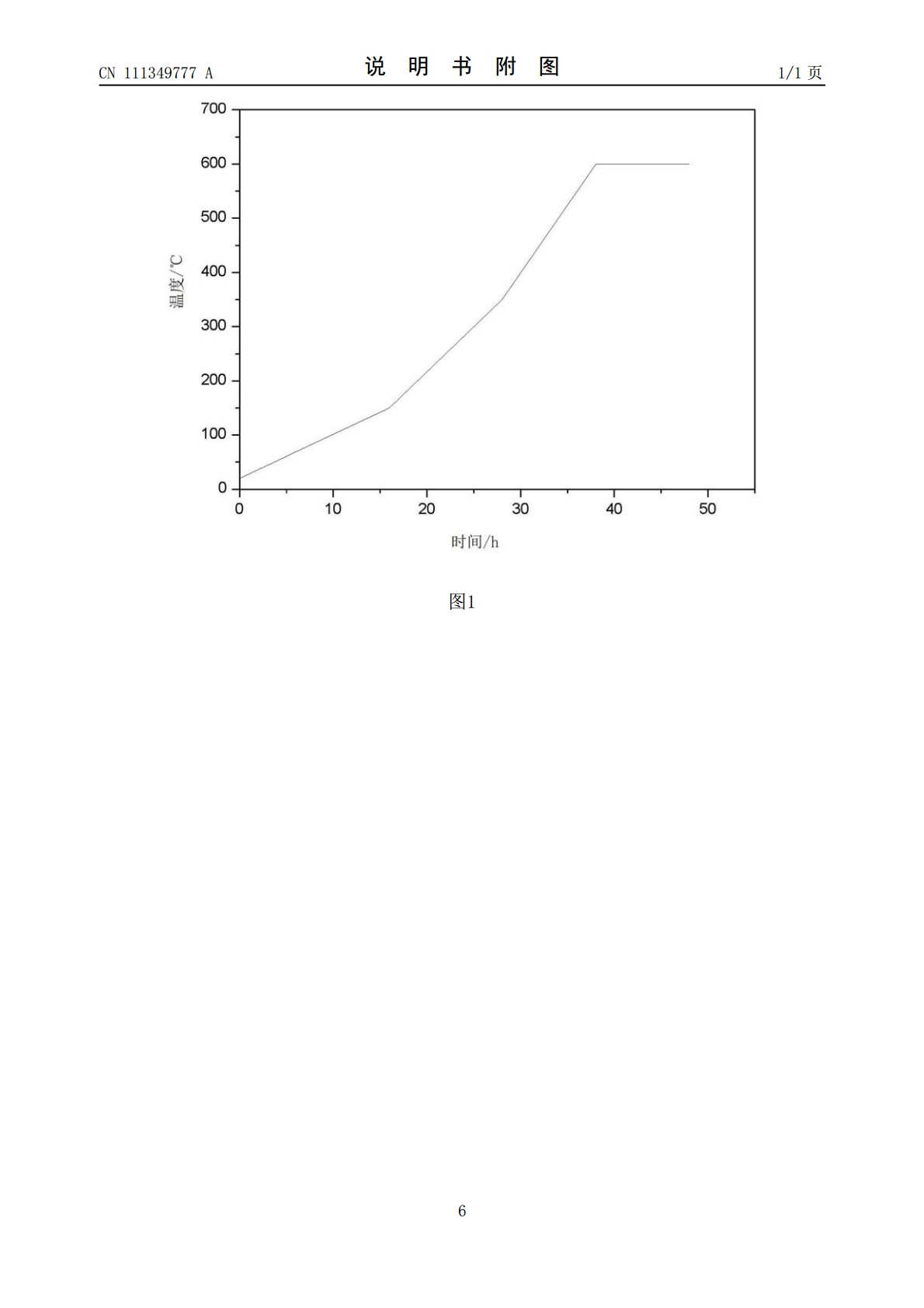
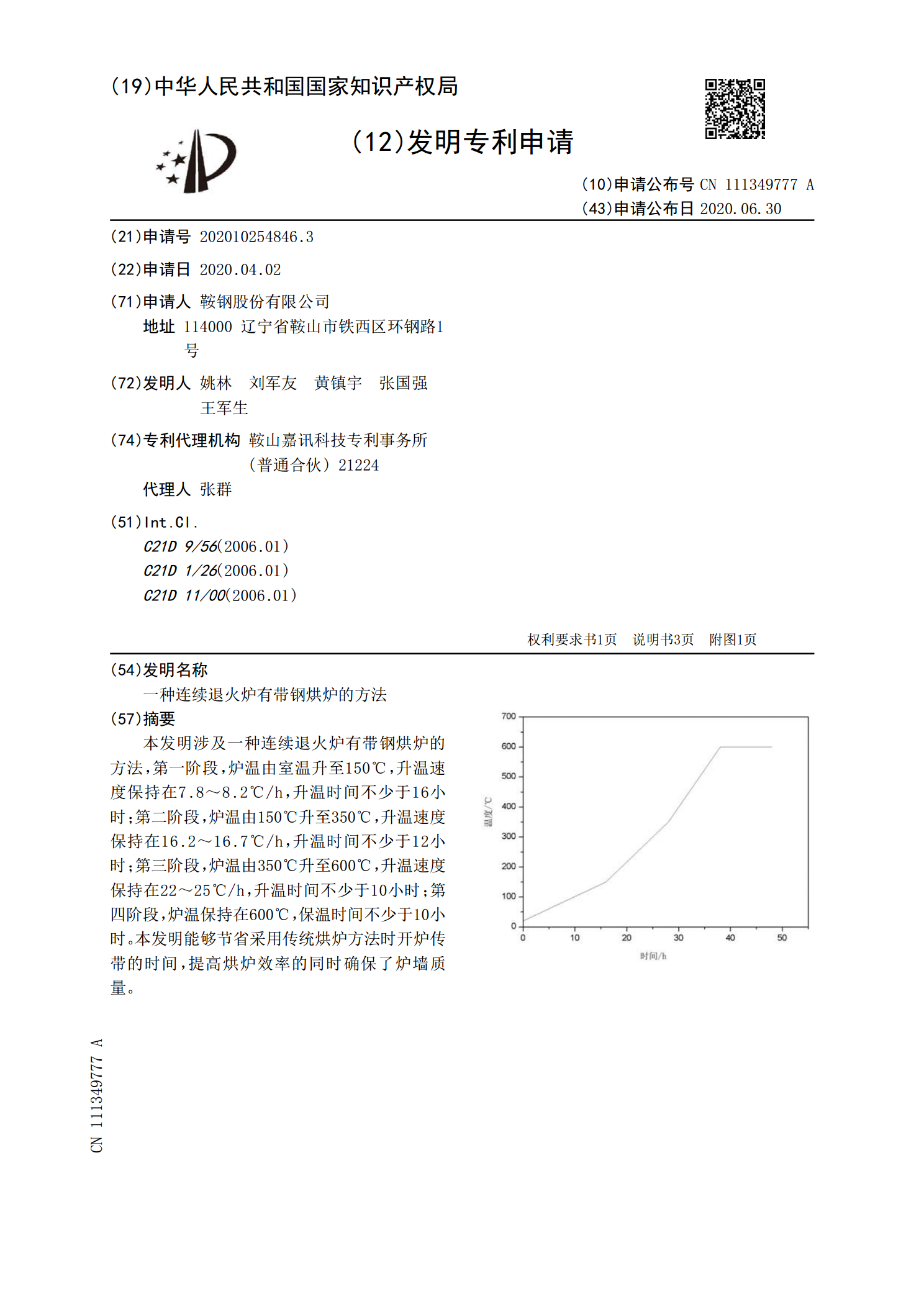
本发明涉及一种连续退火炉有带钢烘炉的方法,第一阶段,炉温由室温升至150℃,升温速度保持在7.8~8.2℃/h,升温时间不少于16小时;第二阶段,炉温由150℃升至350℃,升温速度保持在16.2~16.7℃/h,升温时间不少于12小时;第三阶段,炉温由350℃升至600℃,升温速度保持在22~25℃/h,升温时间不少于10小时;第四阶段,炉温保持在600℃,保温时间不少于10小时。本发明能够节省采用传统烘炉方法时开炉传带的时间,提高烘炉效率的同时确保了炉墙质量。

一种连续退火炉的烘炉方法.pdf
一种连续退火炉的烘炉方法,适用于炉内保护气体不需加湿的冷轧无取向硅钢连续退火炉检修后的烘炉过程,它按常规升温速度升温到700~760℃;化验炉内氧含量合格后进行炉内氢气置换,即炉温在780~800℃先通入氢气50m3,氢气占氮氢混合气体总量的5%;按常规继续升温,待露点不再升高后,再加大氢气的通入量,氢气总量100~150m3,氢气所占比例不超过氮氢混合气体总量的15%,保温4~8小时;置换炉内气氛为氮气→停电、停煤气穿带、焊带机组运行。本发明利用氢气分子体积小,重量轻,容易扩散、渗透,在高温下,氢气是高
一种冷轧硅钢连续退火炉烘炉的方法.pdf
本发明涉及冷轧硅钢连续退火炉领域,具体是一种冷轧硅钢连续退火炉烘炉的方法。阶梯式升温方法,避免耐材产生开裂、脱落;通氮气洗炉方法;在800℃以上调整氮气与氢气的比例的方法;改进的炉压控制和调整方法;跑带降低露点的方法。可以保证硅钢表面和叠装系数,本方法彻底消除了中修后炉内耐材开裂情况,消除了中修后由于退火炉还原性差导致的硅钢表面炉辊压坑缺陷。
一种连续退火炉过时效段带钢加热方法.pdf
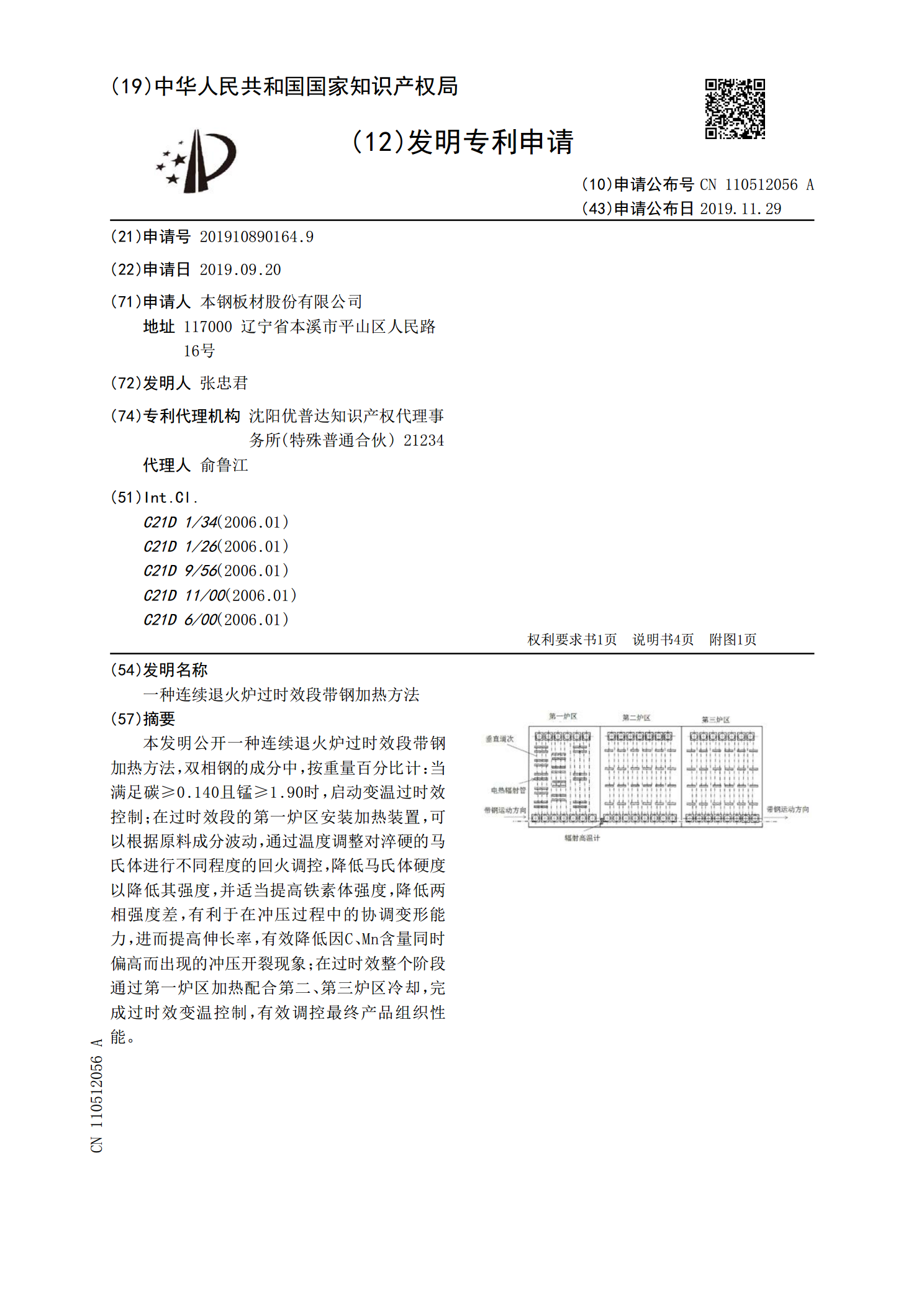
本发明公开一种连续退火炉过时效段带钢加热方法,双相钢的成分中,按重量百分比计:当满足碳≥0.140且锰≥1.90时,启动变温过时效控制;在过时效段的第一炉区安装加热装置,可以根据原料成分波动,通过温度调整对淬硬的马氏体进行不同程度的回火调控,降低马氏体硬度以降低其强度,并适当提高铁素体强度,降低两相强度差,有利于在冲压过程中的协调变形能力,进而提高伸长率,有效降低因C、Mn含量同时偏高而出现的冲压开裂现象;在过时效整个阶段通过第一炉区加热配合第二、第三炉区冷却,完成过时效变温控制,有效调控最终产品组织性能
一种冷轧连续退火炉及带钢边部检测方法.pdf
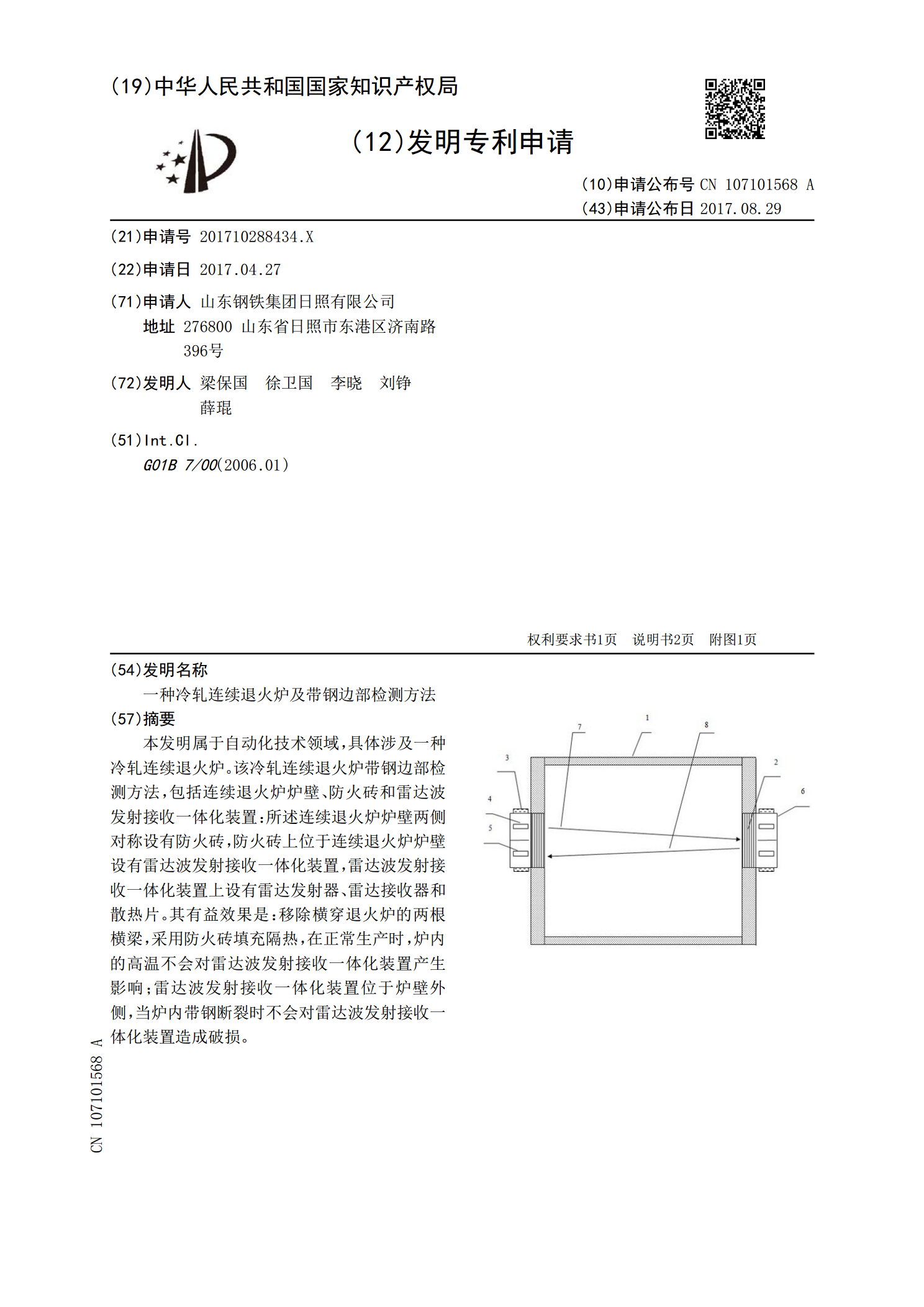
本发明属于自动化技术领域,具体涉及一种冷轧连续退火炉。该冷轧连续退火炉带钢边部检测方法,包括连续退火炉炉壁、防火砖和雷达波发射接收一体化装置:所述连续退火炉炉壁两侧对称设有防火砖,防火砖上位于连续退火炉炉壁设有雷达波发射接收一体化装置,雷达波发射接收一体化装置上设有雷达发射器、雷达接收器和散热片。其有益效果是:移除横穿退火炉的两根横梁,采用防火砖填充隔热,在正常生产时,炉内的高温不会对雷达波发射接收一体化装置产生影响;雷达波发射接收一体化装置位于炉壁外侧,当炉内带钢断裂时不会对雷达波发射接收一体化装置造成