
一种金属陶瓷零件的快速成形方法.pdf

Th****84

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属陶瓷零件的快速成形方法.pdf
本发明公开了一种金属陶瓷零件的快速成形方法,将金属粉末和陶瓷粉末混合,加入烧结助剂和分散剂,球磨后加入到光固化单体溶剂中,再加入分散剂、光引发剂、消泡剂,混合均匀得到浆料;将制备好的浆料利用紫外线光束,根据零件的三维模型逐点、逐层进行固化打印,得到固化成形的金属陶瓷坯体;最后坯体放入到烧结炉中进行脱脂和烧结,得到金属陶瓷。本发明方法摆脱了常规加工零件形状的限制,缩短加工时长,节约成本。同时结合特定的脱脂、烧结工艺步骤,确保成形零件具有高的致密度,提高成形零件的综合力学性能。

一种TiAl合金零件的快速成形方法.pdf
本发明公开了一种TiAl合金零件的快速成形方法,将TiAl合金粉末和添加元素粉末混合,球磨后加入到光固化单体溶剂中,再加入分散剂、光引发剂、消泡剂,混合均匀得到浆料;将制备好的浆料利用紫外线光束,根据零件的三维模型逐层、逐点进行固化打印,得到固化成形的TiAl合金坯体;最后合金坯体放入到烧结炉中进行脱脂和热等静压,得到TiAl合金。本发明方法实现复杂零件的近净成形,解决TiAl合金热加工易开裂等性能差的缺点,摆脱了传统加工方式对模具的依赖性,缩短加工时长,节约成本。同时该合金零件达到致密化的效果,实现了T

一种激光快速成形件的成形方法.pdf
一种激光快速成形件的成形方法,包括S1、建立激光加工工艺参数与熔道参数的关系表格,并从所述表格中选取两组参数,所述两组参数分别为第一参数及第二参数,且每组参数包括激光加工工艺参数以及熔道参数。S2、确定两条熔道的填充路径及扫描方向,其中两个填充路径分别对应外轮廓及内轮廓。S3、使用外轮廓向内轮廓偏置的方式进行激光扫描熔覆,完成本步骤后回到步骤S1重新选取参数。如此,解决了激光快速成形件边缘塌陷的问题,减小了快速成形件的废品率,节约了成本。
一种金属零件的成形方法及成形装置.pdf
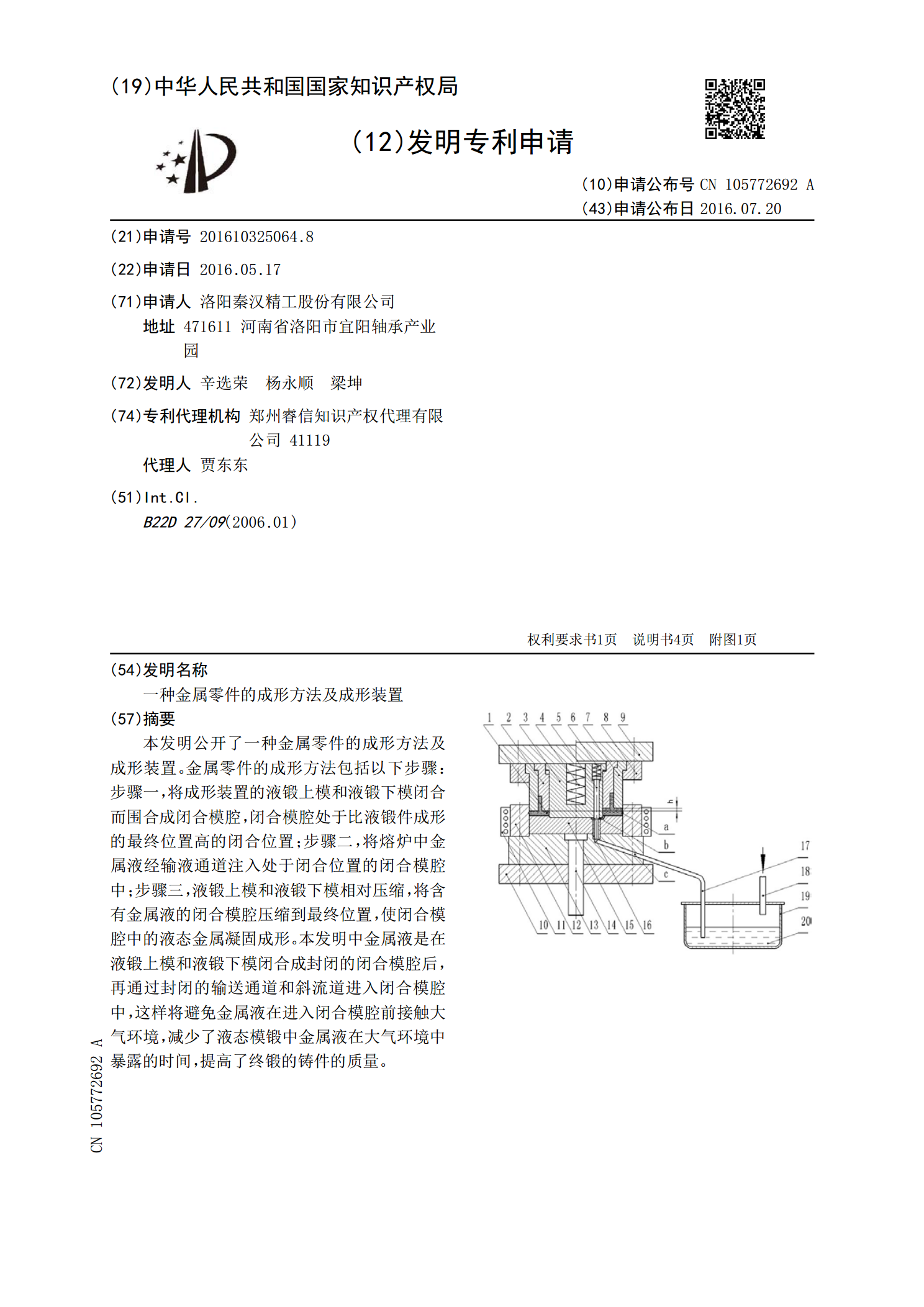
本发明公开了一种金属零件的成形方法及成形装置。金属零件的成形方法包括以下步骤:步骤一,将成形装置的液锻上模和液锻下模闭合而围合成闭合模腔,闭合模腔处于比液锻件成形的最终位置高的闭合位置;步骤二,将熔炉中金属液经输液通道注入处于闭合位置的闭合模腔中;步骤三,液锻上模和液锻下模相对压缩,将含有金属液的闭合模腔压缩到最终位置,使闭合模腔中的液态金属凝固成形。本发明中金属液是在液锻上模和液锻下模闭合成封闭的闭合模腔后,再通过封闭的输送通道和斜流道进入闭合模腔中,这样将避免金属液在进入闭合模腔前接触大气环境,减少了

一种气压快速充型液态模锻成形装置及成形方法.pdf
一种气压快速充型液态模锻成形装置及成形方法,涉及材料加工工程领域。现有液态模锻技术存在造价高、金属熔液充型过程中容易氧化、金属熔液变形力有限和金属制件力学性能难以提高的问题。液态模锻成形装置包括气压压射装置、液压机、模具型腔、升液管和熔化炉;模具型腔设置在液压机的上、下平台之间;熔化炉设置在液压机下平台的下方,升液管贯穿液压机的下平台,熔化炉的内腔与模具型腔的内腔通过升液管相通,气压压射装置的出气口伸入到熔化炉的内腔中。通过气压压射装置向熔化炉内施加气压,将熔化炉内的金属熔液填充到模具型腔中,再利用液压机