
钢渣余热回收及加压闷渣系统及工艺.pdf

Ja****44

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢渣余热回收及加压闷渣系统及工艺.pdf
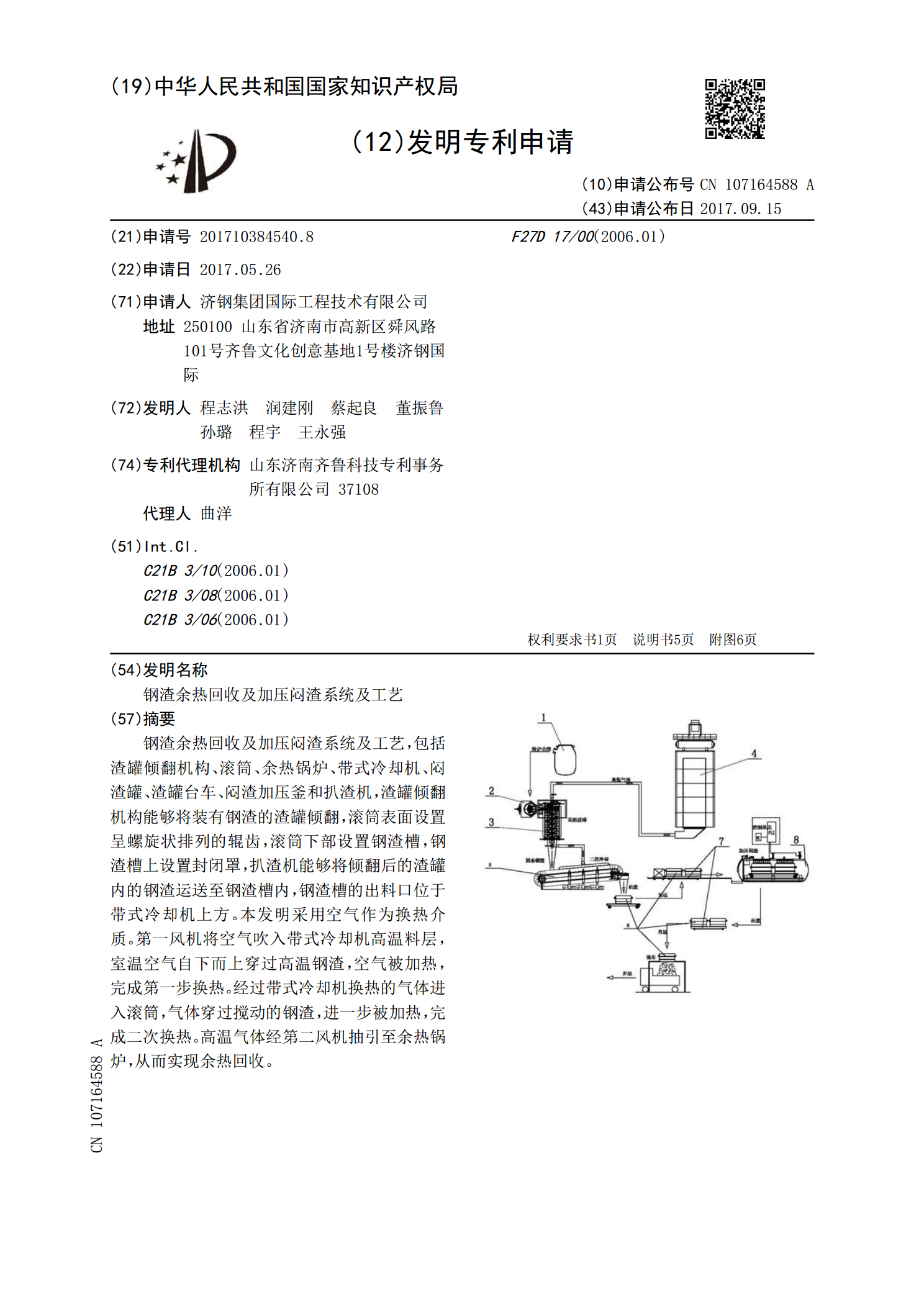
钢渣余热回收及加压闷渣系统及工艺,包括渣罐倾翻机构、滚筒、余热锅炉、带式冷却机、闷渣罐、渣罐台车、闷渣加压釜和扒渣机,渣罐倾翻机构能够将装有钢渣的渣罐倾翻,滚筒表面设置呈螺旋状排列的辊齿,滚筒下部设置钢渣槽,钢渣槽上设置封闭罩,扒渣机能够将倾翻后的渣罐内的钢渣运送至钢渣槽内,钢渣槽的出料口位于带式冷却机上方。本发明采用空气作为换热介质。第一风机将空气吹入带式冷却机高温料层,室温空气自下而上穿过高温钢渣,空气被加热,完成第一步换热。经过带式冷却机换热的气体进入滚筒,气体穿过搅动的钢渣,进一步被加热,完成二次
一种基于钢渣辊压和热闷工艺的余热资源回收系统.pdf
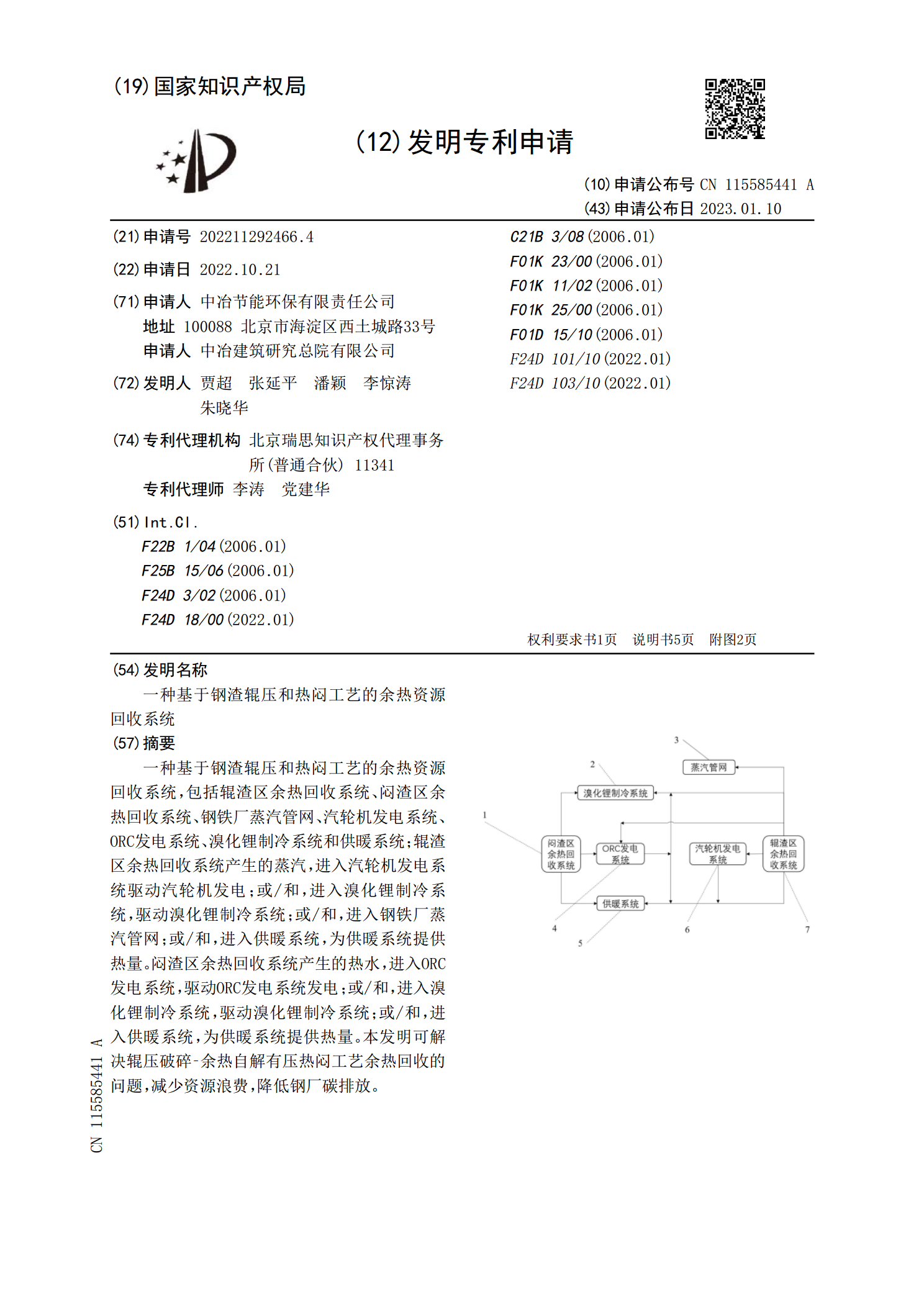
一种基于钢渣辊压和热闷工艺的余热资源回收系统,包括辊渣区余热回收系统、闷渣区余热回收系统、钢铁厂蒸汽管网、汽轮机发电系统、ORC发电系统、溴化锂制冷系统和供暖系统;辊渣区余热回收系统产生的蒸汽,进入汽轮机发电系统驱动汽轮机发电;或/和,进入溴化锂制冷系统,驱动溴化锂制冷系统;或/和,进入钢铁厂蒸汽管网;或/和,进入供暖系统,为供暖系统提供热量。闷渣区余热回收系统产生的热水,进入ORC发电系统,驱动ORC发电系统发电;或/和,进入溴化锂制冷系统,驱动溴化锂制冷系统;或/和,进入供暖系统,为供暖系统提供热量。
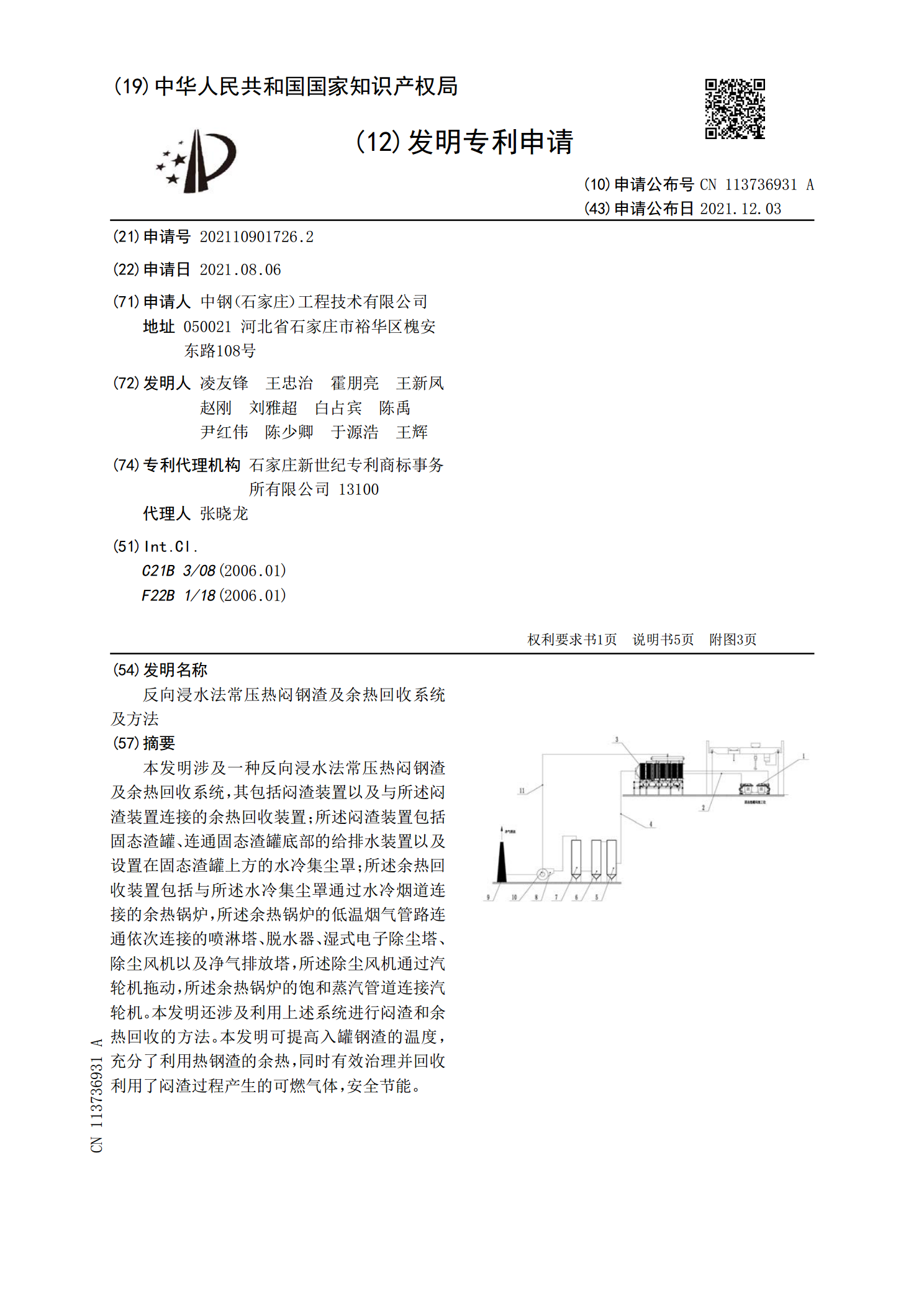
反向浸水法常压热闷钢渣及余热回收系统及方法.pdf
本发明涉及一种反向浸水法常压热闷钢渣及余热回收系统,其包括闷渣装置以及与所述闷渣装置连接的余热回收装置;所述闷渣装置包括固态渣罐、连通固态渣罐底部的给排水装置以及设置在固态渣罐上方的水冷集尘罩;所述余热回收装置包括与所述水冷集尘罩通过水冷烟道连接的余热锅炉,所述余热锅炉的低温烟气管路连通依次连接的喷淋塔、脱水器、湿式电子除尘塔、除尘风机以及净气排放塔,所述除尘风机通过汽轮机拖动,所述余热锅炉的饱和蒸汽管道连接汽轮机。本发明还涉及利用上述系统进行闷渣和余热回收的方法。本发明可提高入罐钢渣的温度,充分了利用热
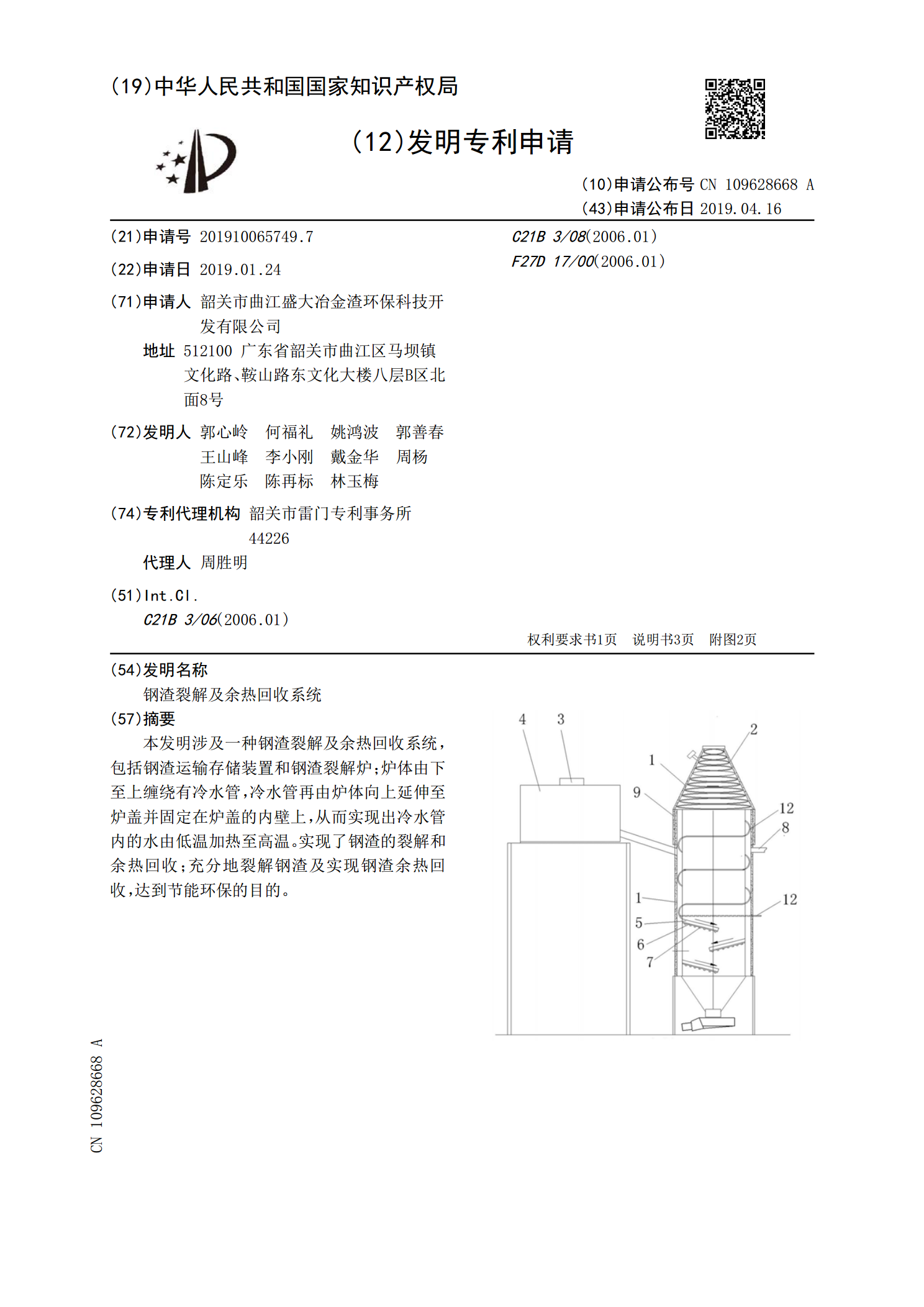
钢渣裂解及余热回收系统.pdf
本发明涉及一种钢渣裂解及余热回收系统,包括钢渣运输存储装置和钢渣裂解炉;炉体由下至上缠绕有冷水管,冷水管再由炉体向上延伸至炉盖并固定在炉盖的内壁上,从而实现出冷水管内的水由低温加热至高温。实现了钢渣的裂解和余热回收;充分地裂解钢渣及实现钢渣余热回收,达到节能环保的目的。

焖渣余热回收系统.pdf
本发明提供了一种焖渣余热回收系统,包括:冲渣装置,所述冲渣装置用于对余渣进行淋水降温,同时产生蒸汽,并将所述蒸汽输出;余热回收装置,所述余热回收装置用于接收所述蒸汽,并用除盐水对所述蒸汽进行冷却,将冷却获得的冷凝水输送至所述冲渣装置进行循环利用,将换热后的除盐水除氧后输送至炼钢转炉汽化冷却器。本发明实施例通过提供一种焖渣余热回收系统,解决了现有技术中部分蒸汽在露天环境中压力和温度都不能达到常规回收利用的标准,直接放散造成此部分能量的浪费,同时大量蒸汽露天排放给周围环境造成一种视觉污染和噪音的技术问题,降低