
高炉风口套修复工艺.pdf

莉娜****ua

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉风口套修复工艺.pdf
一种高炉风口套修复工艺,涉及高炉风口套的使用和维护技术领域。包括检验方法和修复方法,所述的检验方法和修复方法为:1、检验方法;2、修复方法。本发明具有通过修复损坏的高炉风口套,循环使用来减少浪费,降低生产成本的积极效果。
高炉风口小套修复方法.pdf
本发明公开了一种高炉风口小套修复方法,包括以下步骤:步骤a、前期检测:对需修复的风口小套进行水压处理,找出破损的位置;步骤b、物料准备:制造新的风口小套的前帽以及座帽,备用;步骤c、更换处理:根据检测来确定更换前帽或者座帽,然后装配、焊接;步骤d、表面处理:将装配好的风口小套的表面进行多元金属共渗处理,以增加风口表面硬度,提高其耐磨性;步骤e、后续处理:对共渗处理完毕的风口小套根据要求进行机加工、水压等后续处理。对比现有技术,此高炉风口小套修复方法具有工序简单、操作方便、延长了风口小套的使用寿命、降低了高
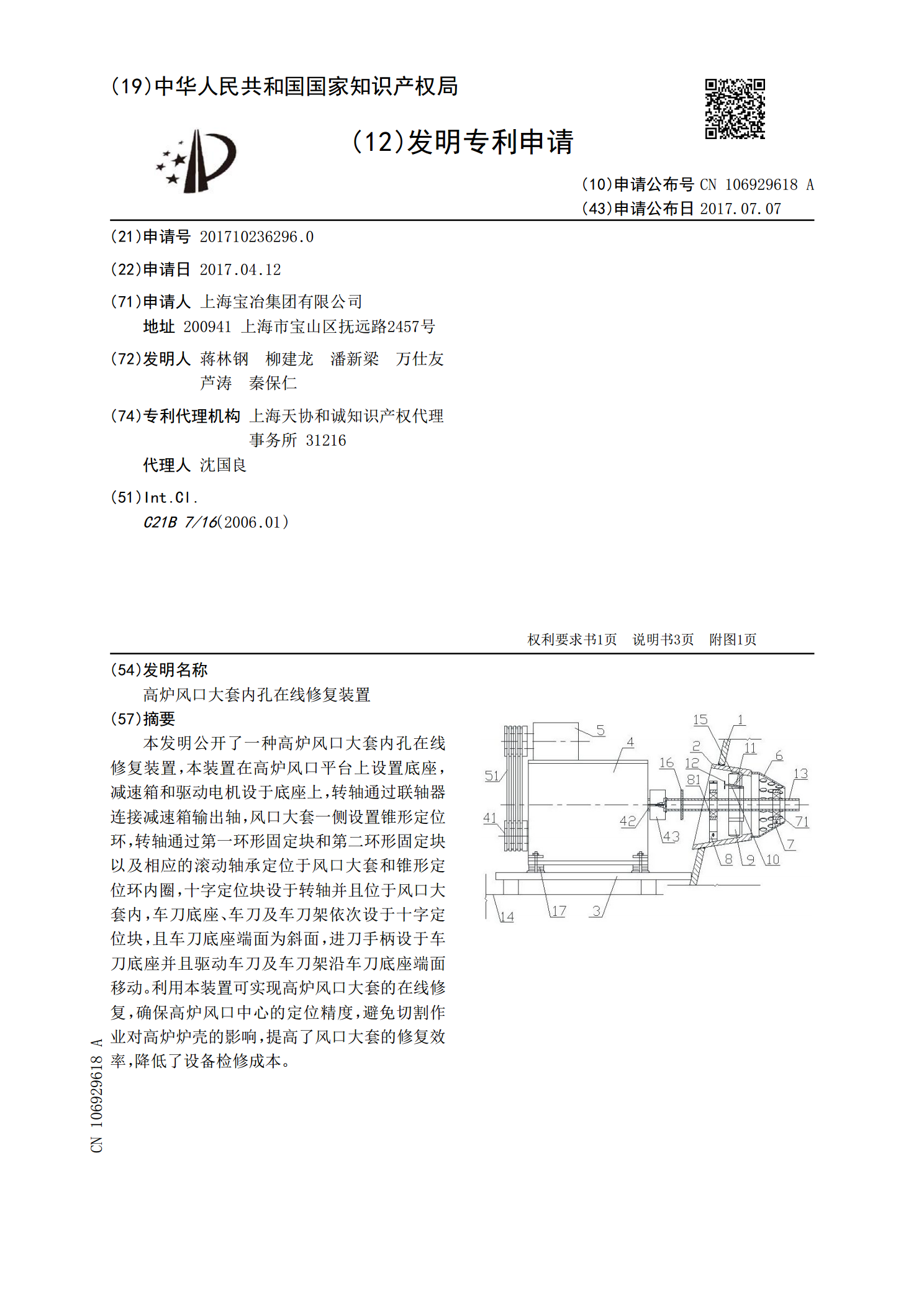
高炉风口大套内孔在线修复装置.pdf
本发明公开了一种高炉风口大套内孔在线修复装置,本装置在高炉风口平台上设置底座,减速箱和驱动电机设于底座上,转轴通过联轴器连接减速箱输出轴,风口大套一侧设置锥形定位环,转轴通过第一环形固定块和第二环形固定块以及相应的滚动轴承定位于风口大套和锥形定位环内圈,十字定位块设于转轴并且位于风口大套内,车刀底座、车刀及车刀架依次设于十字定位块,且车刀底座端面为斜面,进刀手柄设于车刀底座并且驱动车刀及车刀架沿车刀底座端面移动。利用本装置可实现高炉风口大套的在线修复,确保高炉风口中心的定位精度,避免切割作业对高炉炉壳的影
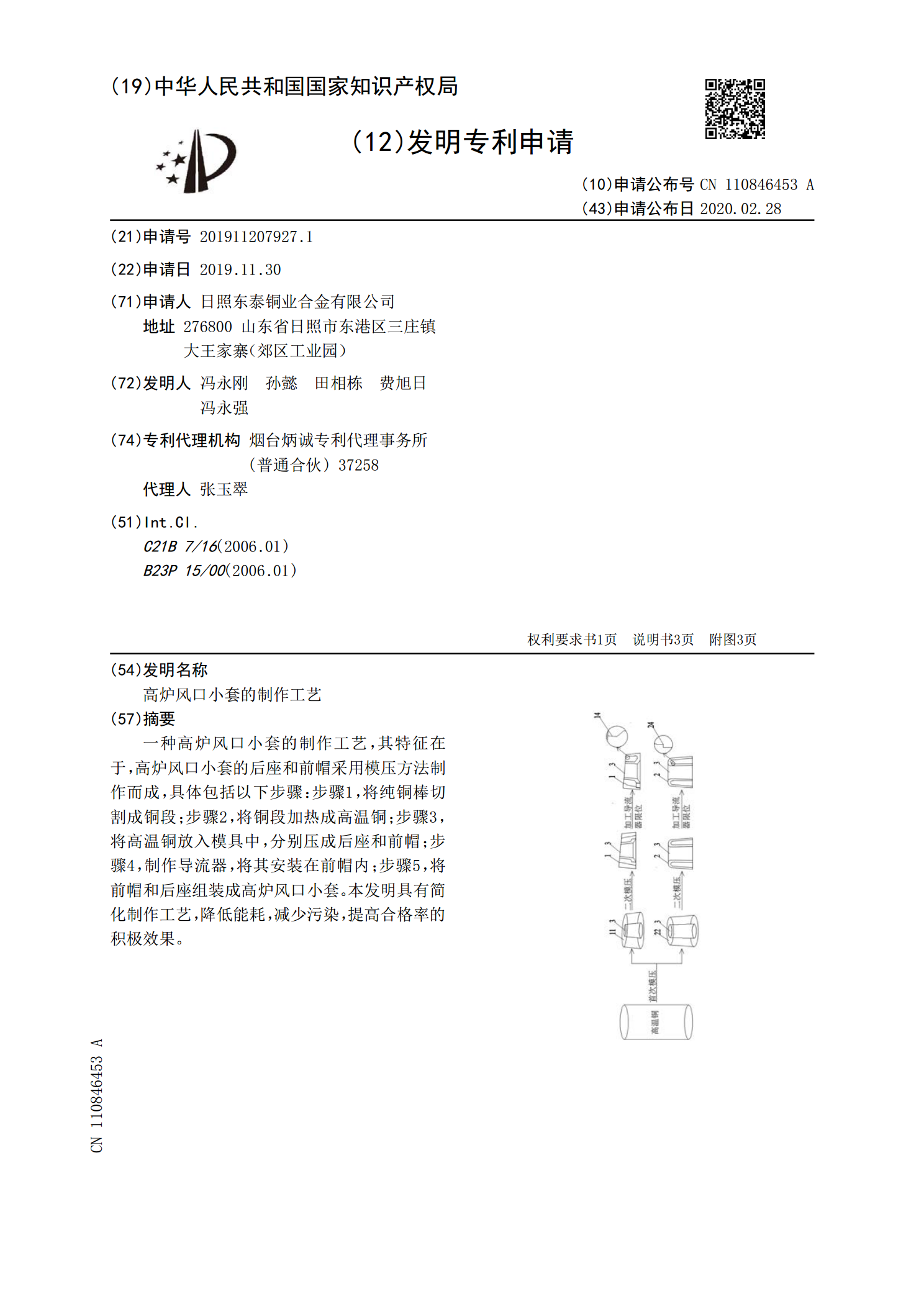
高炉风口小套的制作工艺.pdf
一种高炉风口小套的制作工艺,其特征在于,高炉风口小套的后座和前帽采用模压方法制作而成,具体包括以下步骤:步骤1,将纯铜棒切割成铜段;步骤2,将铜段加热成高温铜;步骤3,将高温铜放入模具中,分别压成后座和前帽;步骤4,制作导流器,将其安装在前帽内;步骤5,将前帽和后座组装成高炉风口小套。本发明具有简化制作工艺,降低能耗,减少污染,提高合格率的积极效果。
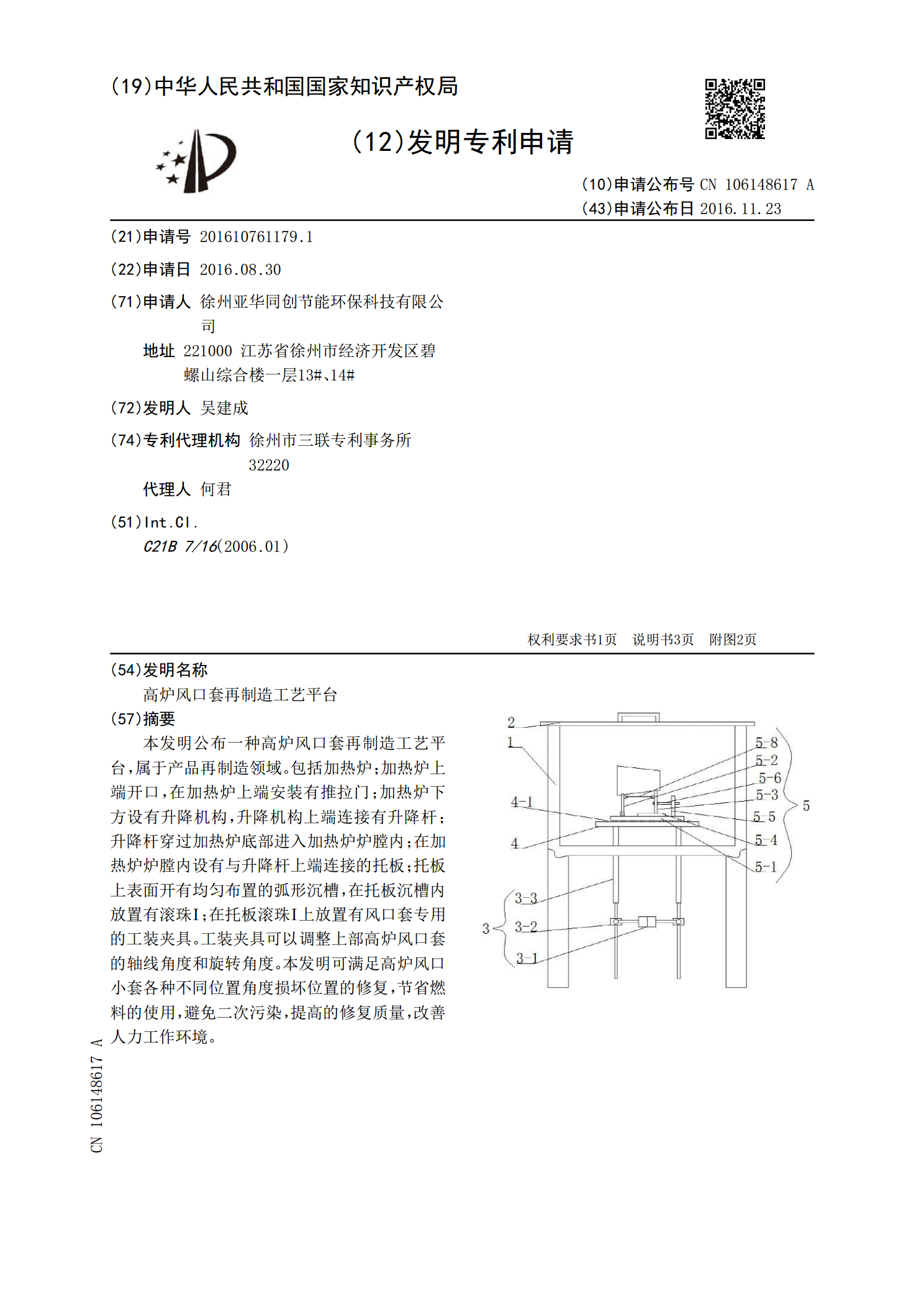
高炉风口套再制造工艺平台.pdf
本发明公布一种高炉风口套再制造工艺平台,属于产品再制造领域。包括加热炉;加热炉上端开口,在加热炉上端安装有推拉门;加热炉下方设有升降机构,升降机构上端连接有升降杆;升降杆穿过加热炉底部进入加热炉炉膛内;在加热炉炉膛内设有与升降杆上端连接的托板;托板上表面开有均匀布置的弧形沉槽,在托板沉槽内放置有滚珠Ⅰ;在托板滚珠Ⅰ上放置有风口套专用的工装夹具。工装夹具可以调整上部高炉风口套的轴线角度和旋转角度。本发明可满足高炉风口小套各种不同位置角度损坏位置的修复,节省燃料的使用,避免二次污染,提高的修复质量,改善人力工