
高压锅炉管用钢连铸大圆坯的去应力退火方法.pdf

一只****呀淑

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高压锅炉管用钢连铸大圆坯的去应力退火方法.pdf
本发明属于热处理技术领域,主要涉及一种高压锅炉管用钢连铸大圆坯的去应力退火方法,该方法包括:高压锅炉管用钢连铸大圆坯经连铸成坯,连铸坯出坯后铸坯表面温度不低于500℃入退火炉,之后在退火炉内进行均温、升温、保温、降温对连铸大圆坯进行去应力操作,最终连铸大圆坯冷却到150℃以下出炉。本发明的目的在于克服现有技术中存在的现有生产方式下高压锅炉管用钢连铸大圆坯因去应力退火不充分而形成的表面裂纹问题而提供一种高压锅炉管用钢连铸大圆坯的去应力退火方法。
一种超超临界高压锅炉管用钢及其连铸坯中心裂纹的控制方法.pdf
本发明公开了一种超超临界高压锅炉管用钢及其连铸坯中心裂纹的控制方法,所述超超临界高压锅炉管用钢,包括以下重量百分比的化学成分:C:0.08~0.12%,Si:0.20~0.50%,Mn:0.30~0.60%,Cr:8.20~8.90%,Mo:0.90~1.05%,V:0.18~0.20%,Nb:0.06~0.07%,Ti≤0.008%,Zr≤0.008%,N:0.040~0.050%,P≤0.008%,S≤0.001%,Al≤0.001%,O≤0.0020%,余为Fe和其它不可避免的杂质。采用本发明的钢化
一种超超临界高压锅炉钢P92连铸大圆坯的生产工艺.pdf
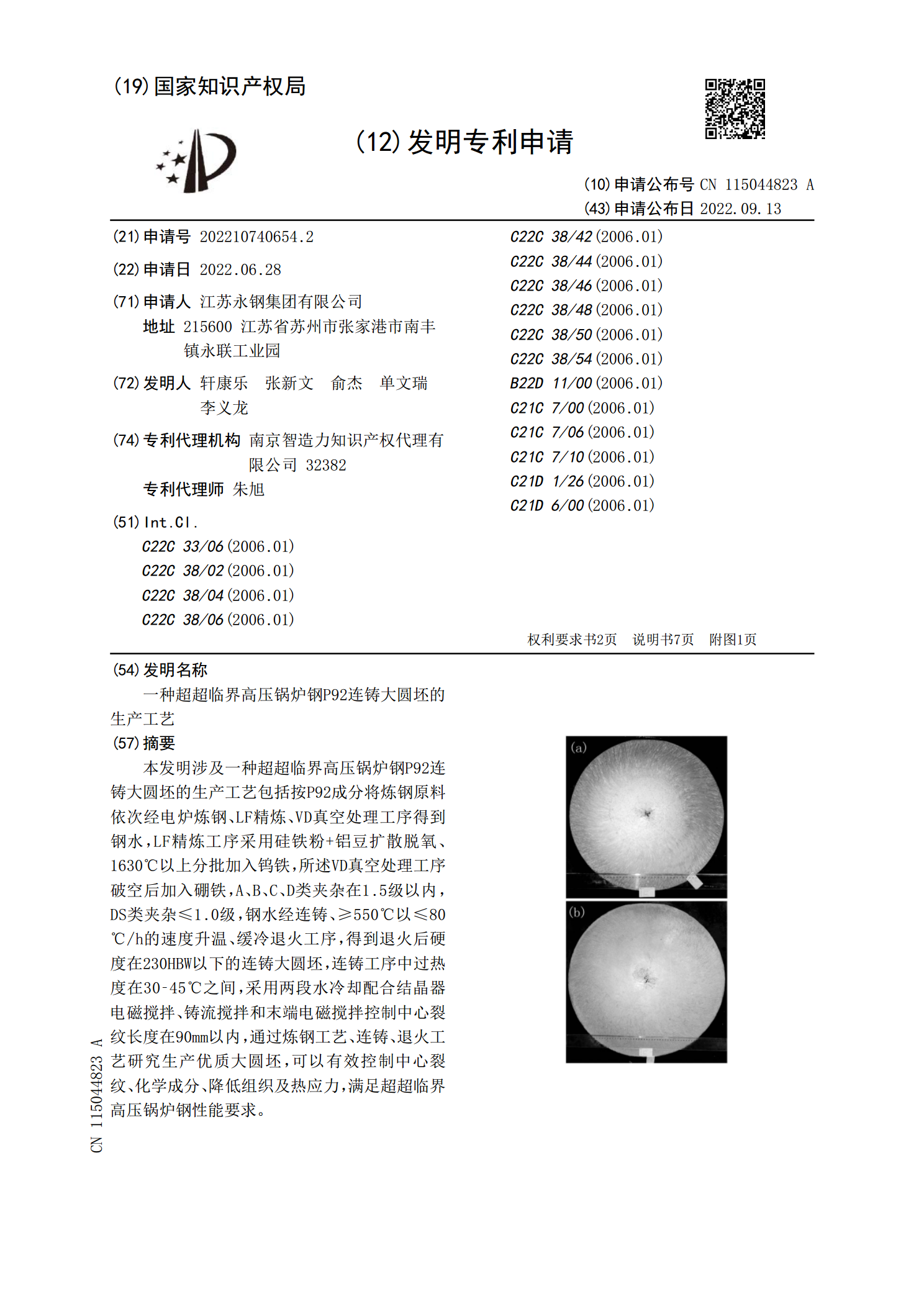
本发明涉及一种超超临界高压锅炉钢P92连铸大圆坯的生产工艺包括按P92成分将炼钢原料依次经电炉炼钢、LF精炼、VD真空处理工序得到钢水,LF精炼工序采用硅铁粉+铝豆扩散脱氧、1630℃以上分批加入钨铁,所述VD真空处理工序破空后加入硼铁,A、B、C、D类夹杂在1.5级以内,DS类夹杂≤1.0级,钢水经连铸、≥550℃以≤80℃/h的速度升温、缓冷退火工序,得到退火后硬度在230HBW以下的连铸大圆坯,连铸工序中过热度在30‑45℃之间,采用两段水冷却配合结晶器电磁搅拌、铸流搅拌和末端电磁搅拌控制中心裂纹长
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮
一种高压锅炉管用钢圆坯、高压锅炉管用钢及其制备方法.pdf
本发明提供了一种高压锅炉管用钢圆坯,该钢的化学成分质量百分比为:C:0.10‑0.15%、Si:0.17‑0.37%、Mn:0.55‑0.70%、Cr:1.05‑1.20%、P:≤0.015%、S:≤0.005%、Mo:0.25‑0.35%、V:0.18‑0.25%、Al:0.008‑0.020%、Cu:≤0.20%、Ni:≤0.20%、Sn:≤0.010%、Sb:≤0.010%、As:≤0.015%、Pb:≤0.010%、Bi:≤0.010%、[N]:≤80ppm、[O]:≤20ppm、[H]:≤2.0