
一种超超临界高压锅炉钢P92连铸大圆坯的生产工艺.pdf

一只****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超超临界高压锅炉钢P92连铸大圆坯的生产工艺.pdf
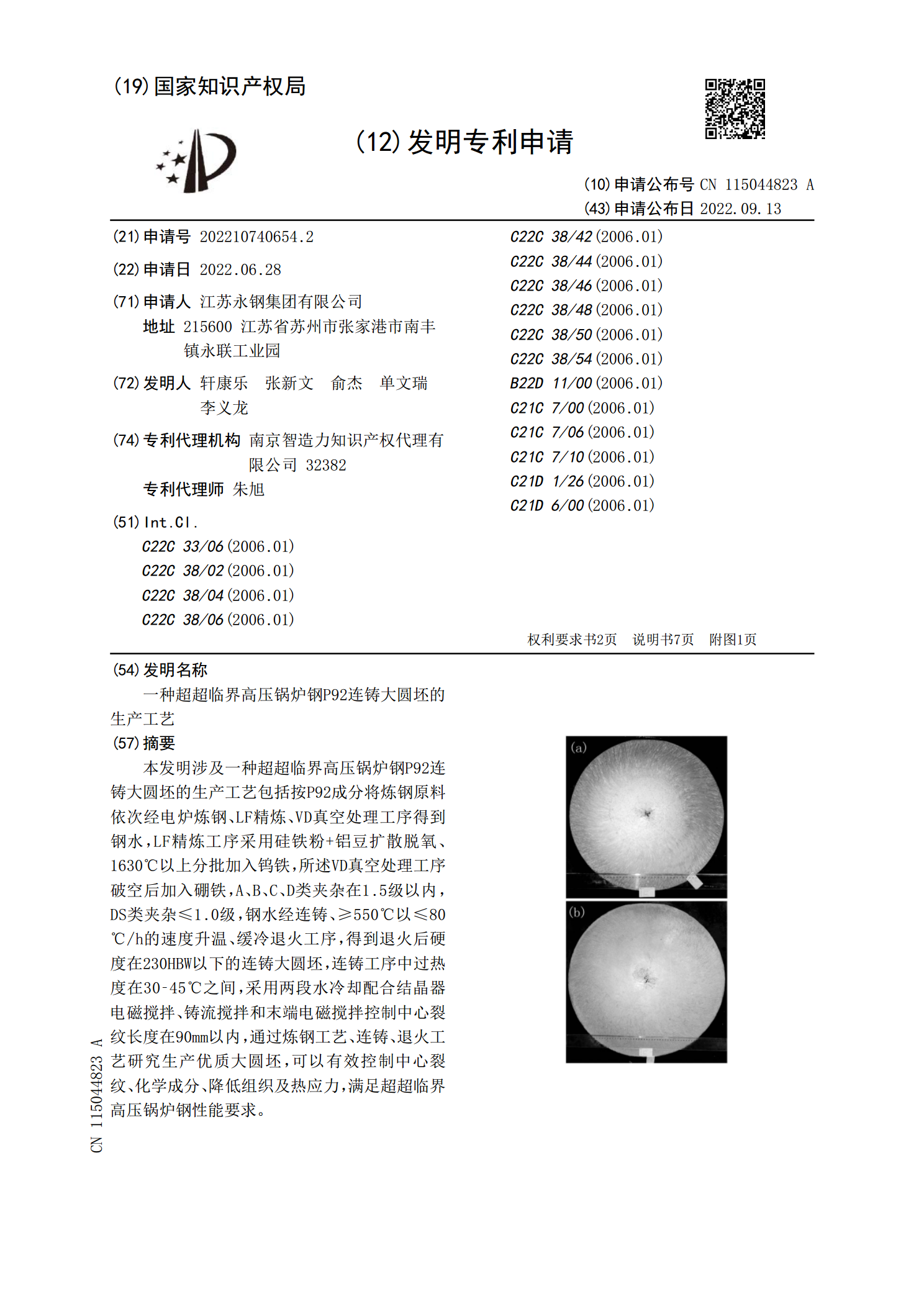
本发明涉及一种超超临界高压锅炉钢P92连铸大圆坯的生产工艺包括按P92成分将炼钢原料依次经电炉炼钢、LF精炼、VD真空处理工序得到钢水,LF精炼工序采用硅铁粉+铝豆扩散脱氧、1630℃以上分批加入钨铁,所述VD真空处理工序破空后加入硼铁,A、B、C、D类夹杂在1.5级以内,DS类夹杂≤1.0级,钢水经连铸、≥550℃以≤80℃/h的速度升温、缓冷退火工序,得到退火后硬度在230HBW以下的连铸大圆坯,连铸工序中过热度在30‑45℃之间,采用两段水冷却配合结晶器电磁搅拌、铸流搅拌和末端电磁搅拌控制中心裂纹长
一种超超临界高压锅炉管用钢及其连铸坯中心裂纹的控制方法.pdf
本发明公开了一种超超临界高压锅炉管用钢及其连铸坯中心裂纹的控制方法,所述超超临界高压锅炉管用钢,包括以下重量百分比的化学成分:C:0.08~0.12%,Si:0.20~0.50%,Mn:0.30~0.60%,Cr:8.20~8.90%,Mo:0.90~1.05%,V:0.18~0.20%,Nb:0.06~0.07%,Ti≤0.008%,Zr≤0.008%,N:0.040~0.050%,P≤0.008%,S≤0.001%,Al≤0.001%,O≤0.0020%,余为Fe和其它不可避免的杂质。采用本发明的钢化
高压锅炉管用钢连铸大圆坯的去应力退火方法.pdf
本发明属于热处理技术领域,主要涉及一种高压锅炉管用钢连铸大圆坯的去应力退火方法,该方法包括:高压锅炉管用钢连铸大圆坯经连铸成坯,连铸坯出坯后铸坯表面温度不低于500℃入退火炉,之后在退火炉内进行均温、升温、保温、降温对连铸大圆坯进行去应力操作,最终连铸大圆坯冷却到150℃以下出炉。本发明的目的在于克服现有技术中存在的现有生产方式下高压锅炉管用钢连铸大圆坯因去应力退火不充分而形成的表面裂纹问题而提供一种高压锅炉管用钢连铸大圆坯的去应力退火方法。
低成本超超临界高压锅炉管的连铸圆坯生产方法.pdf
本发明属于冶金技术领域,主要涉及一种低成本生产超超临界高压锅炉管的连铸圆坯生产方法,包括在电弧炉内冶炼低磷、低有害元素含量初炼钢水;在中频炉内进行铬铁、钼铁、钨铁等合金的熔化;电炉出完钢后去中频炉接合金铁水,之后兑入氩氧炉,在氩氧炉内进行脱碳、脱硫及氮气增氮操作,其中氩氧炉采用顶底复合吹炼;氩氧炉出钢后在钢包精炼炉内进行精调合金,在VD炉进行真空脱气,VD真空脱气后在立式连铸机上浇注为φ400~800mm连铸圆坯。根据本发明生产出来的连铸圆坯生产成本低、成分均匀性及低倍质量好,可提高超超临界高压锅炉管坯的
一种超超临界高压锅炉管坯钢的增氮工艺.pdf
本发明涉及一种增氮工艺,具体来讲是一种超超临界高压锅炉管坯钢的增氮工艺;包括电炉冶炼工序,一次LF精炼工序,VD真空脱气工序和二次LF精炼工序,所述电炉冶炼工序中需要控制出钢组分和温度,同时需要用氩气搅拌;一次LF精炼工序中需要控制Cr和C的质量百分比;二次LF精炼工序成分调整合适后需要进行钙处理,温度和所有成分都调整好后进行软吹氩处理,软吹氩结束钢水即可上连铸浇注,所述增氮工艺分别通过在一次LF精炼工序和VD真空脱气工序向钢包内通入氮气作为搅拌气体,二次LF精炼工序中补加氮化铬合金调整氮含量;该工艺通过