
一种Ti6Al7Nb钛合金大规格板坯的制备方法.pdf

纪阳****公主

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种Ti6Al7Nb钛合金大规格板坯的制备方法.pdf
本发明公开的一种Ti6Al7Nb钛合金大规格板坯的制备方法,包括以下步骤:取锭坯置于箱式电阻炉中,进行三次的镦拔锻造,取出水冷得到第一锻坯;将第一锻坯打磨干净置于箱式电阻炉中,进行两次换向镦拔锻造,取出后水冷即得到第二锻坯;将第二锻坯打磨干净并置于箱式电阻炉中,进行三次的换向镦拔锻造,取出后水冷得到第三锻坯;将第三锻坯打磨干净置于箱式电阻炉中,进行反复两次的镦拔锻造,随后单向拔长锻造,取出后水冷得到第四锻坯;将第四锻坯表面铣削加工除掉氧化皮,即得到大规格板坯。本发明制备方法能有效减轻Ti6Al7Nb钛合金
一种TC4钛合金大规格板坯及其制备方法与应用.pdf
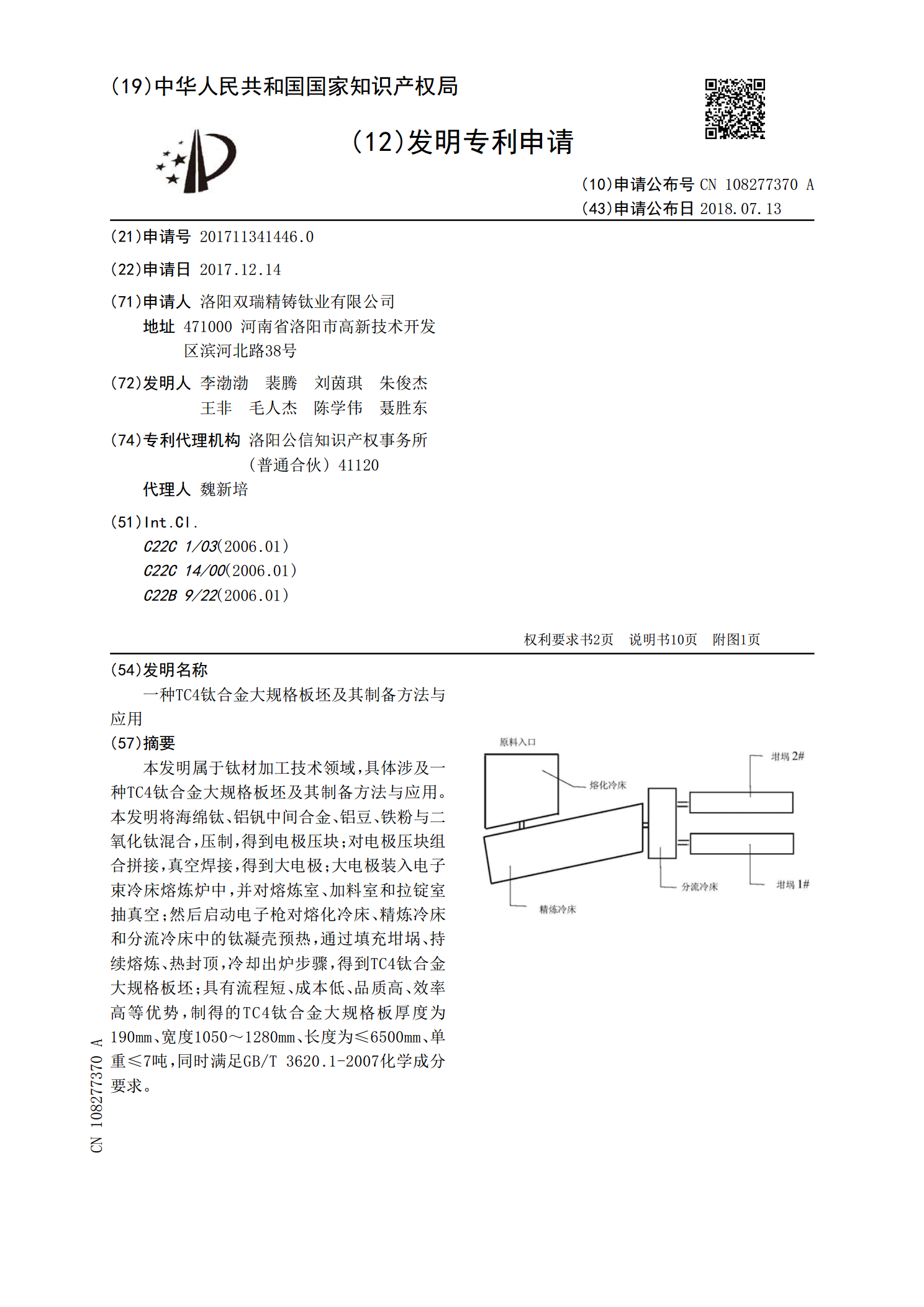
本发明属于钛材加工技术领域,具体涉及一种TC4钛合金大规格板坯及其制备方法与应用。本发明将海绵钛、铝钒中间合金、铝豆、铁粉与二氧化钛混合,压制,得到电极压块;对电极压块组合拼接,真空焊接,得到大电极;大电极装入电子束冷床熔炼炉中,并对熔炼室、加料室和拉锭室抽真空;然后启动电子枪对熔化冷床、精炼冷床和分流冷床中的钛凝壳预热,通过填充坩埚、持续熔炼、热封顶,冷却出炉步骤,得到TC4钛合金大规格板坯;具有流程短、成本低、品质高、效率高等优势,制得的TC4钛合金大规格板厚度为190mm、宽度1050~1280mm
一种β钛合金板坯制备方法.pdf
本发明公开涉及合金锻造技术领域,尤其是一种β钛合金板坯制备方法,其包括如下步骤:a、将β钛合金圆柱形坯放入加热炉中进行加热,加热炉的加热温度比该β钛合金圆柱形坯的相变点温度高300‑400℃;b、步骤a中的β钛合金圆柱形坯加热时间到后,β钛合金圆柱形坯立即出炉,将加热后的β钛合金圆柱形坯进行锻造,停止锻造的温度比该β钛合金圆柱形坯的相变点温度高100‑150℃,得到β钛合金板坯,β钛合金板坯与β钛合金圆柱形坯相比,在厚度方向的变形量至少为60%,变形速率大于10s
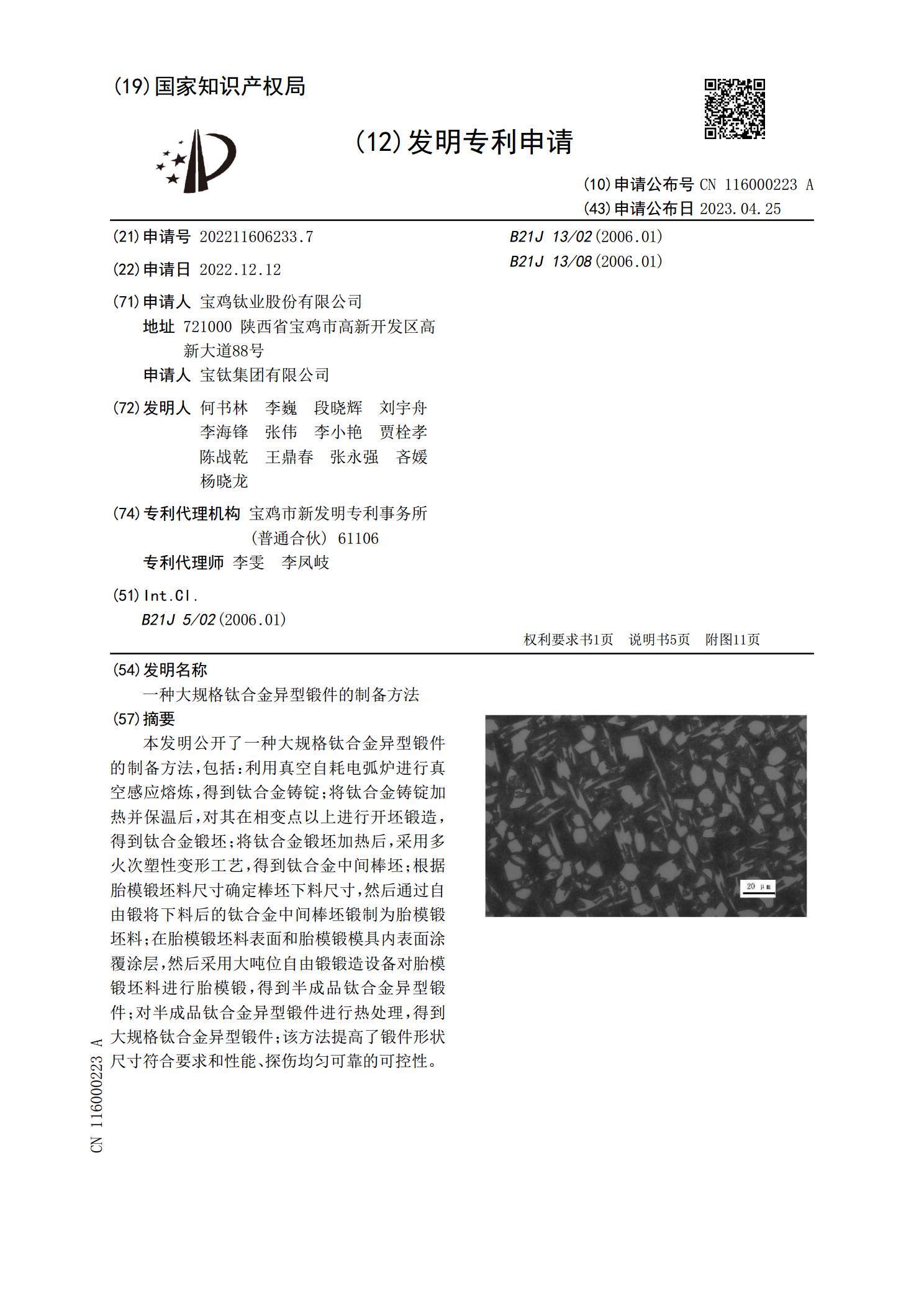
一种大规格钛合金异型锻件的制备方法.pdf
本发明公开了一种大规格钛合金异型锻件的制备方法,包括:利用真空自耗电弧炉进行真空感应熔炼,得到钛合金铸锭;将钛合金铸锭加热并保温后,对其在相变点以上进行开坯锻造,得到钛合金锻坯;将钛合金锻坯加热后,采用多火次塑性变形工艺,得到钛合金中间棒坯;根据胎模锻坯料尺寸确定棒坯下料尺寸,然后通过自由锻将下料后的钛合金中间棒坯锻制为胎模锻坯料;在胎模锻坯料表面和胎模锻模具内表面涂覆涂层,然后采用大吨位自由锻锻造设备对胎模锻坯料进行胎模锻,得到半成品钛合金异型锻件;对半成品钛合金异型锻件进行热处理,得到大规格钛合金异型
钛合金板坯的制备方法.pdf
本发明公开了一种钛合金板坯的制备方法。该方法包括如下步骤:提供一钛合金铸锭和真空自耗电弧炉,将所述钛合金铸锭在真空自耗电弧炉进行熔炼;依次形成待开坯铸锭、初级锻坯、待锻造锻坯,在β相变点以下对所述待锻造锻坯进行加热后,并将所述待锻造锻坯沿轴向平面旋转90°在快锻机上通过横向延展变形锻造形成待锻造板坯;在β相变点以下对所述待锻造板坯进行加热后,并将所述待锻造板坯沿轴向平面旋转90°在快锻机上通过纵向延展变形锻造形成成品板坯。采用本方法生产的大规格高性能钛合金板坯,与传统的小规格板坯锻造技术比较,坯料的单重及