
一种TC4钛合金大规格板坯及其制备方法与应用.pdf

明钰****甜甜

1/10
2/10

3/10
4/10
5/10
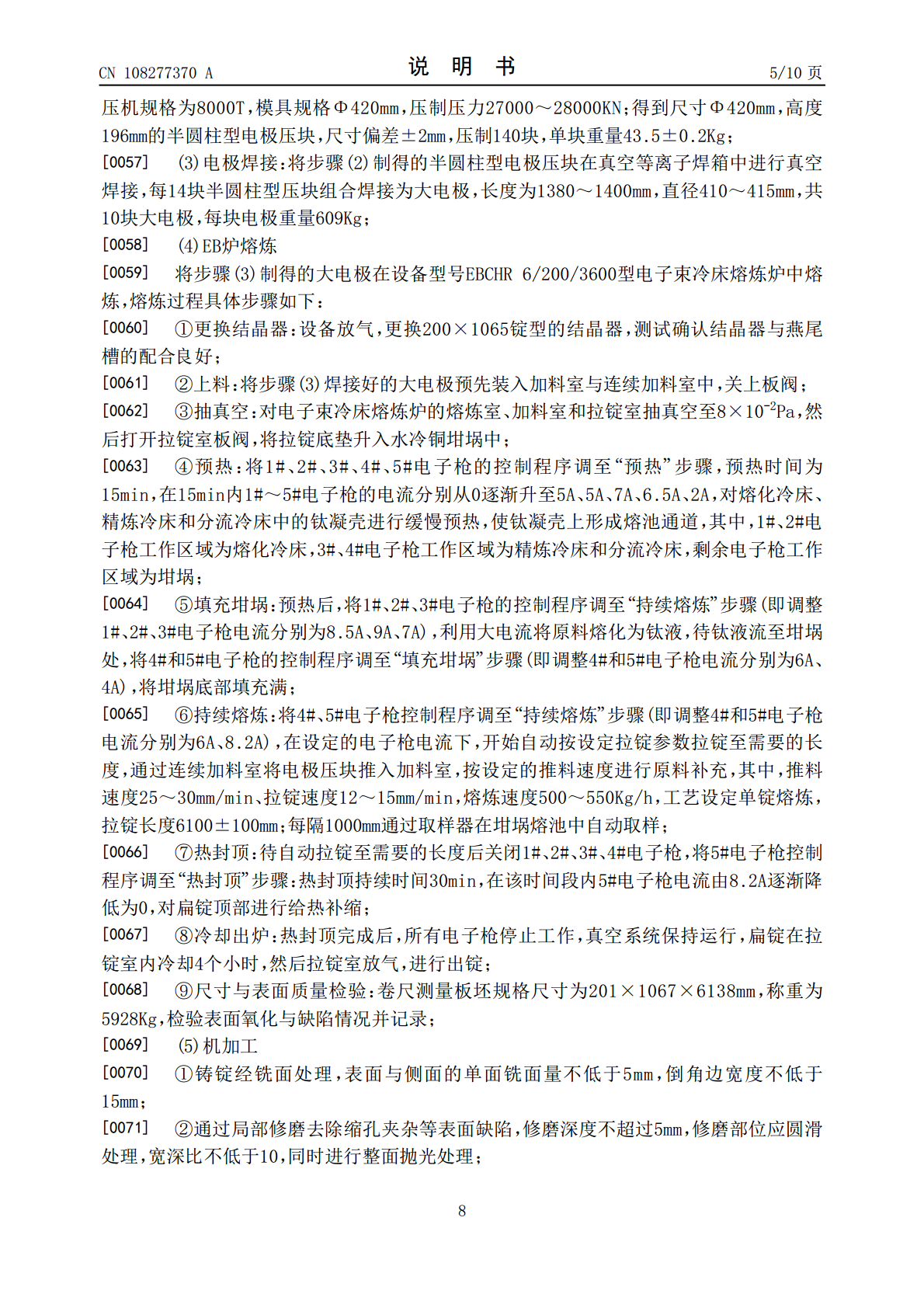
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种TC4钛合金大规格板坯及其制备方法与应用.pdf
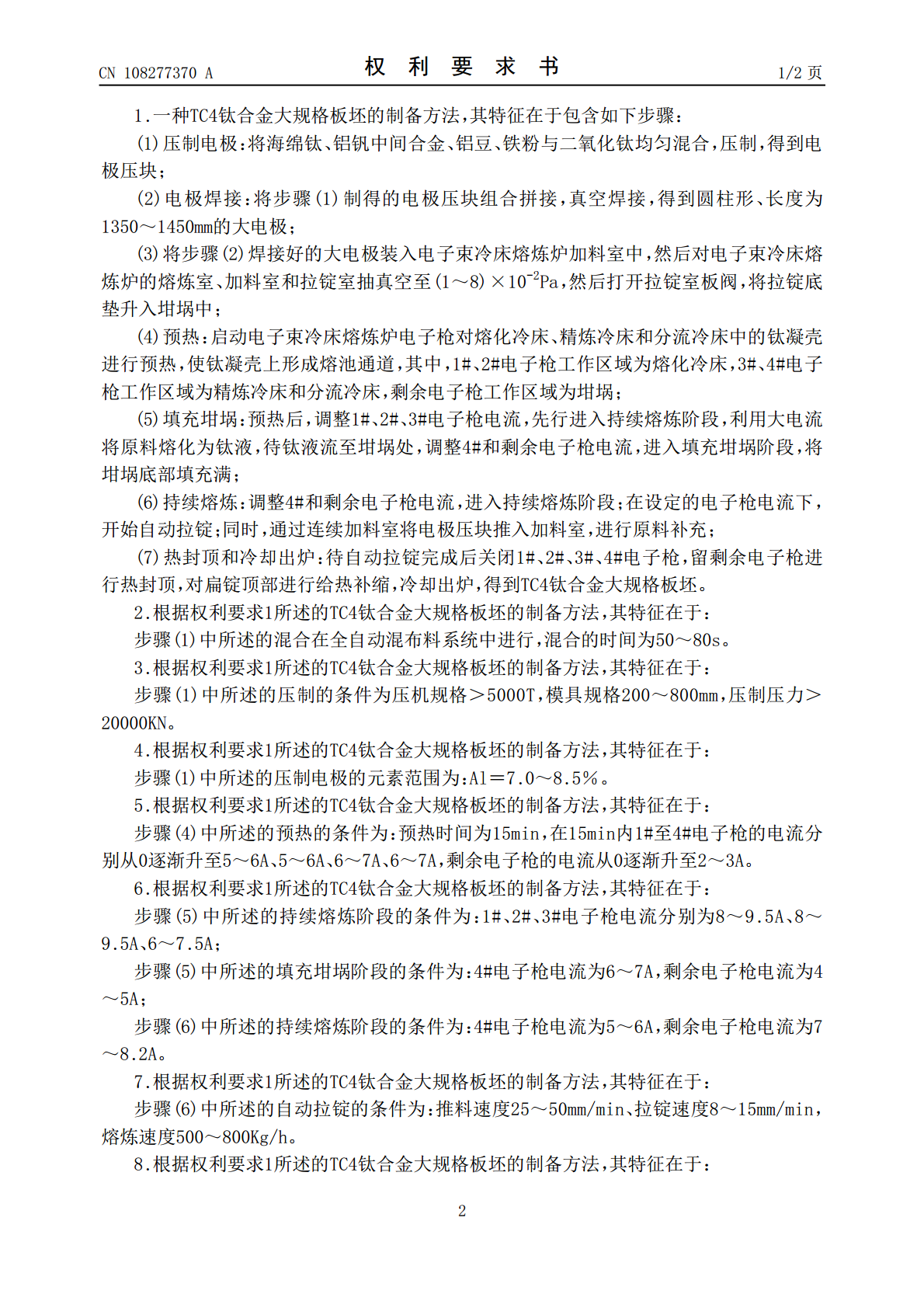
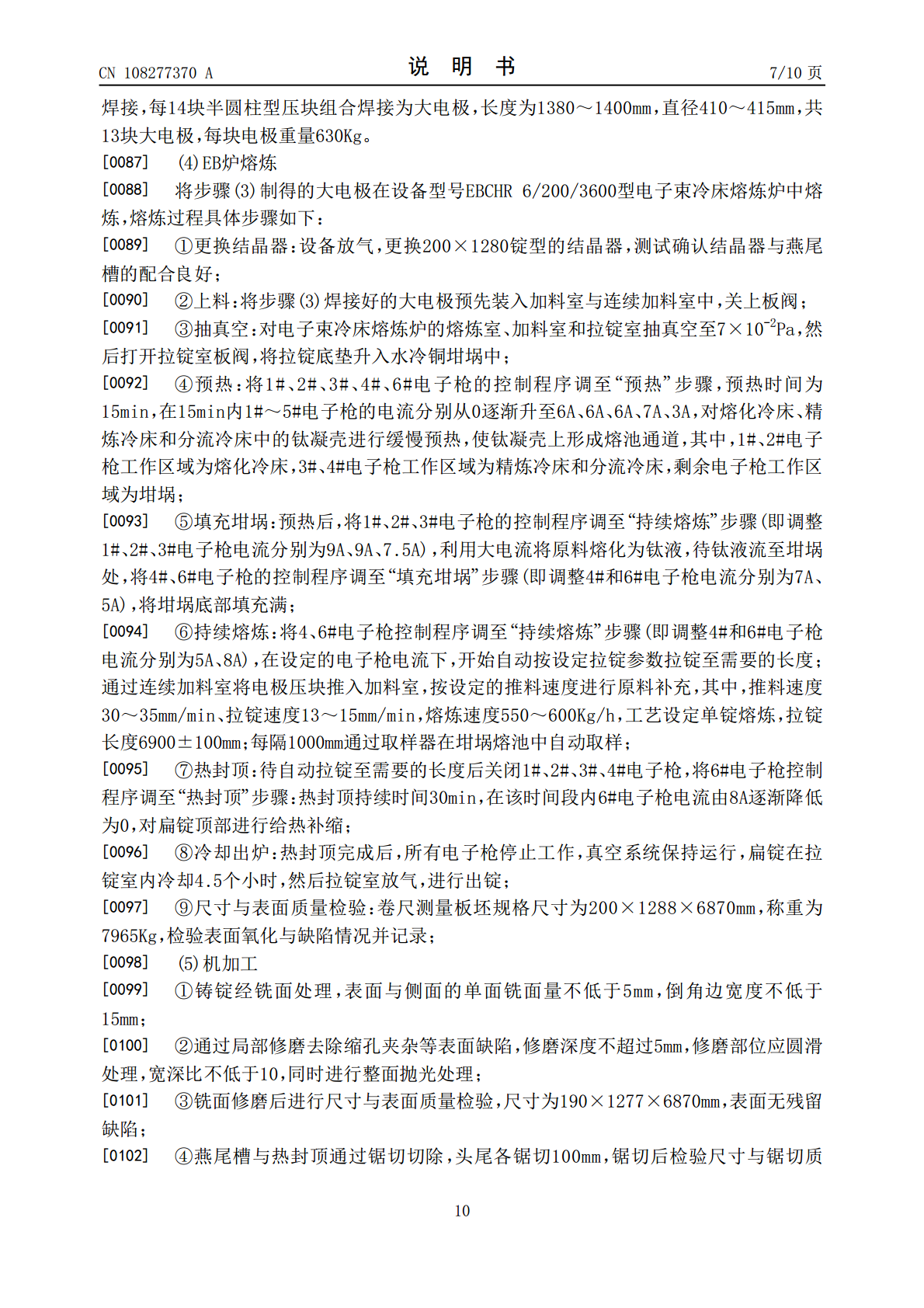
本发明属于钛材加工技术领域,具体涉及一种TC4钛合金大规格板坯及其制备方法与应用。本发明将海绵钛、铝钒中间合金、铝豆、铁粉与二氧化钛混合,压制,得到电极压块;对电极压块组合拼接,真空焊接,得到大电极;大电极装入电子束冷床熔炼炉中,并对熔炼室、加料室和拉锭室抽真空;然后启动电子枪对熔化冷床、精炼冷床和分流冷床中的钛凝壳预热,通过填充坩埚、持续熔炼、热封顶,冷却出炉步骤,得到TC4钛合金大规格板坯;具有流程短、成本低、品质高、效率高等优势,制得的TC4钛合金大规格板厚度为190mm、宽度1050~1280mm
一种大规格TC4钛合金铸锭的制备方法.pdf
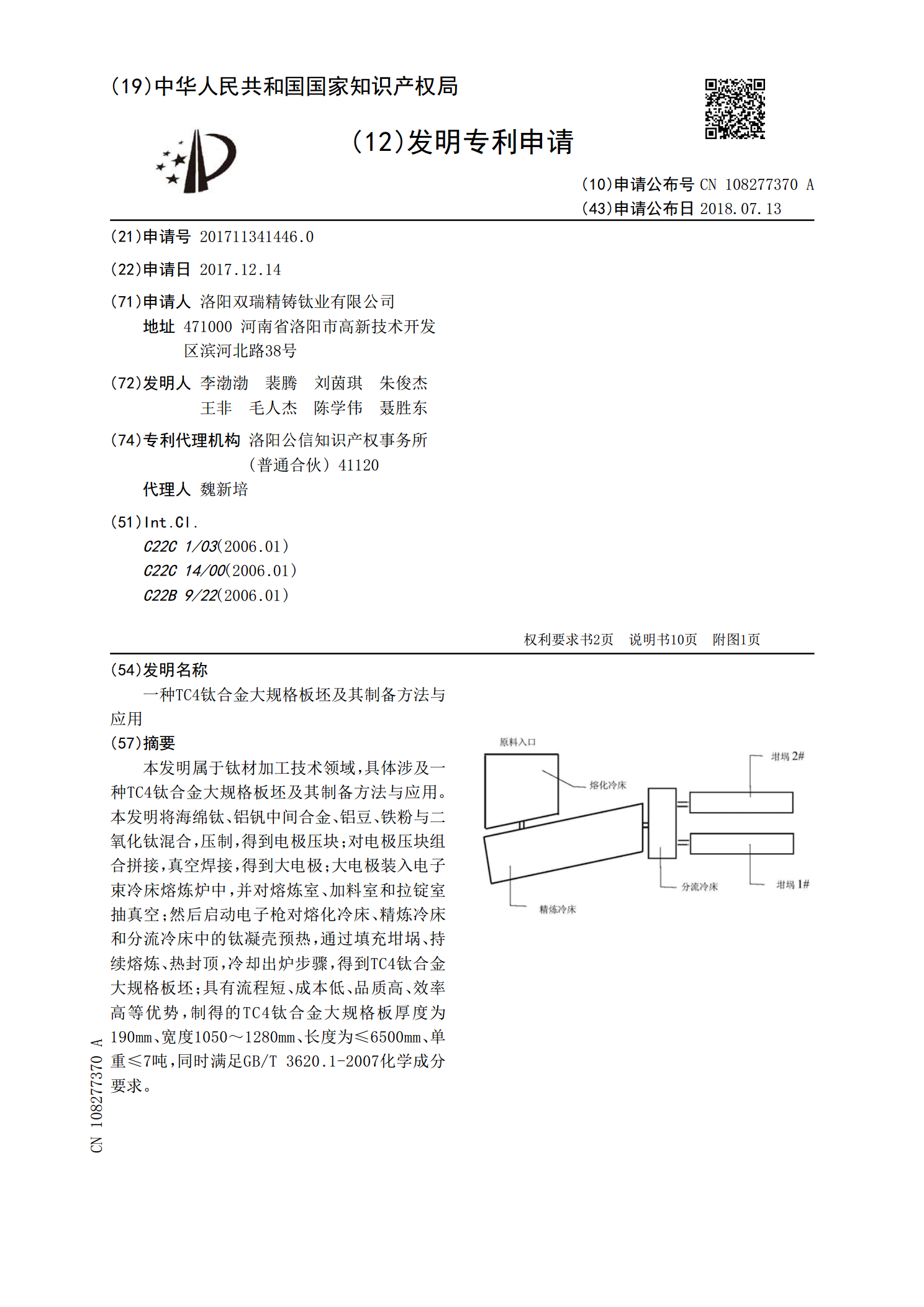
本发明属于钛及钛合金材料制备领域,公开了一种大规格TC4钛合金铸锭的制备方法,对自耗电极配料:自耗电极包含自下而上的多组电极层,每组电极层由先熔炼层和后熔炼层组成,先熔炼层中的铁元素含量为在目标值的基础上增加;所述后熔炼层中的铁元素含量为在目标值的基础上减少;按照先熔炼层和后熔炼层铁元素含量分别进行相应配料;制备自耗电极:混料、压制、码垛、氩气保护等离子焊接,得到自耗电极;制备铸锭:对自耗电极进行三次真空自耗电弧熔炼,得到TC4铸锭。本发明改善了现有TC4铸锭生产工艺中由于铁元素结晶偏析造成的铸锭中铁元素
一种Ti6Al7Nb钛合金大规格板坯的制备方法.pdf
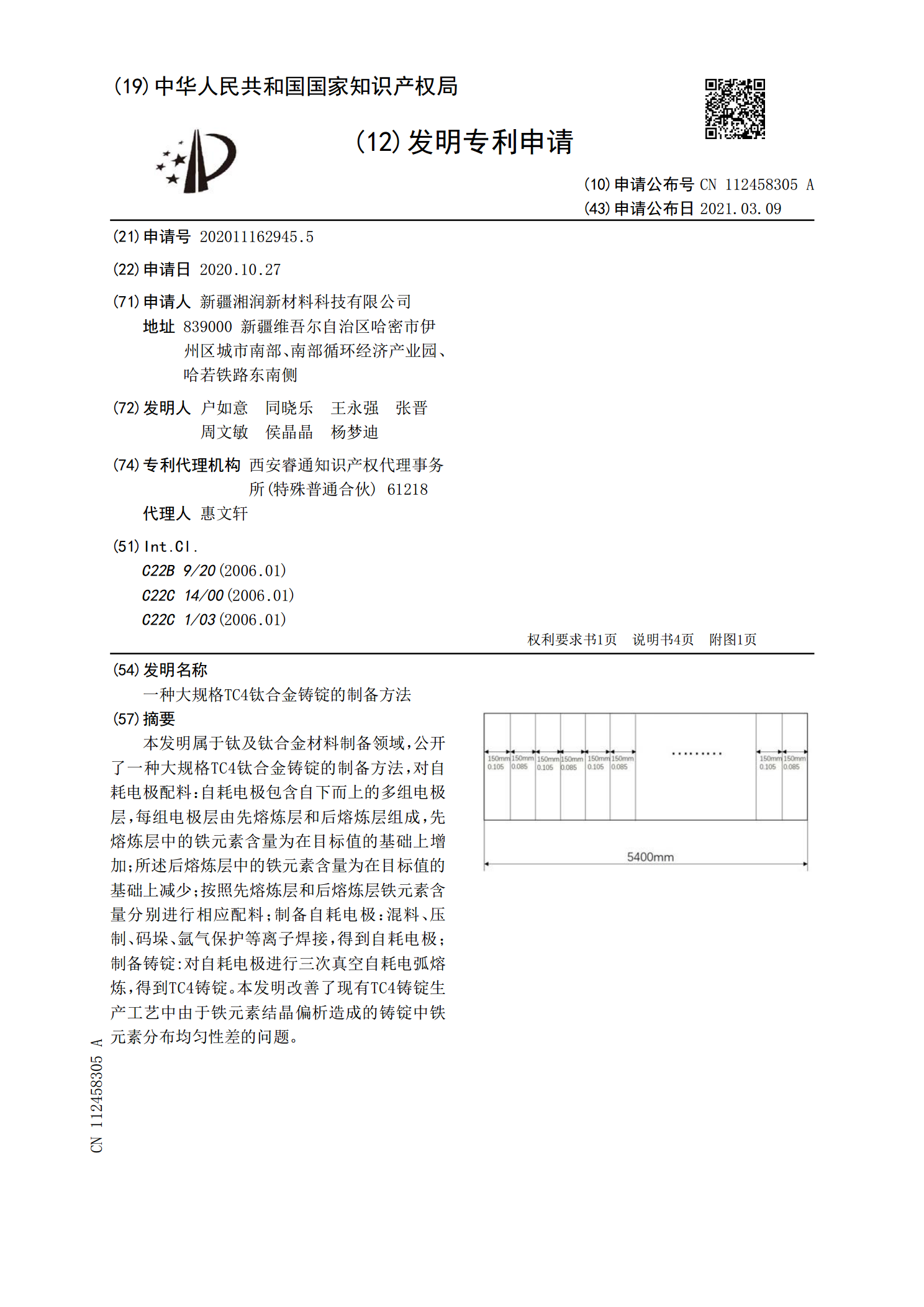
本发明公开的一种Ti6Al7Nb钛合金大规格板坯的制备方法,包括以下步骤:取锭坯置于箱式电阻炉中,进行三次的镦拔锻造,取出水冷得到第一锻坯;将第一锻坯打磨干净置于箱式电阻炉中,进行两次换向镦拔锻造,取出后水冷即得到第二锻坯;将第二锻坯打磨干净并置于箱式电阻炉中,进行三次的换向镦拔锻造,取出后水冷得到第三锻坯;将第三锻坯打磨干净置于箱式电阻炉中,进行反复两次的镦拔锻造,随后单向拔长锻造,取出后水冷得到第四锻坯;将第四锻坯表面铣削加工除掉氧化皮,即得到大规格板坯。本发明制备方法能有效减轻Ti6Al7Nb钛合金
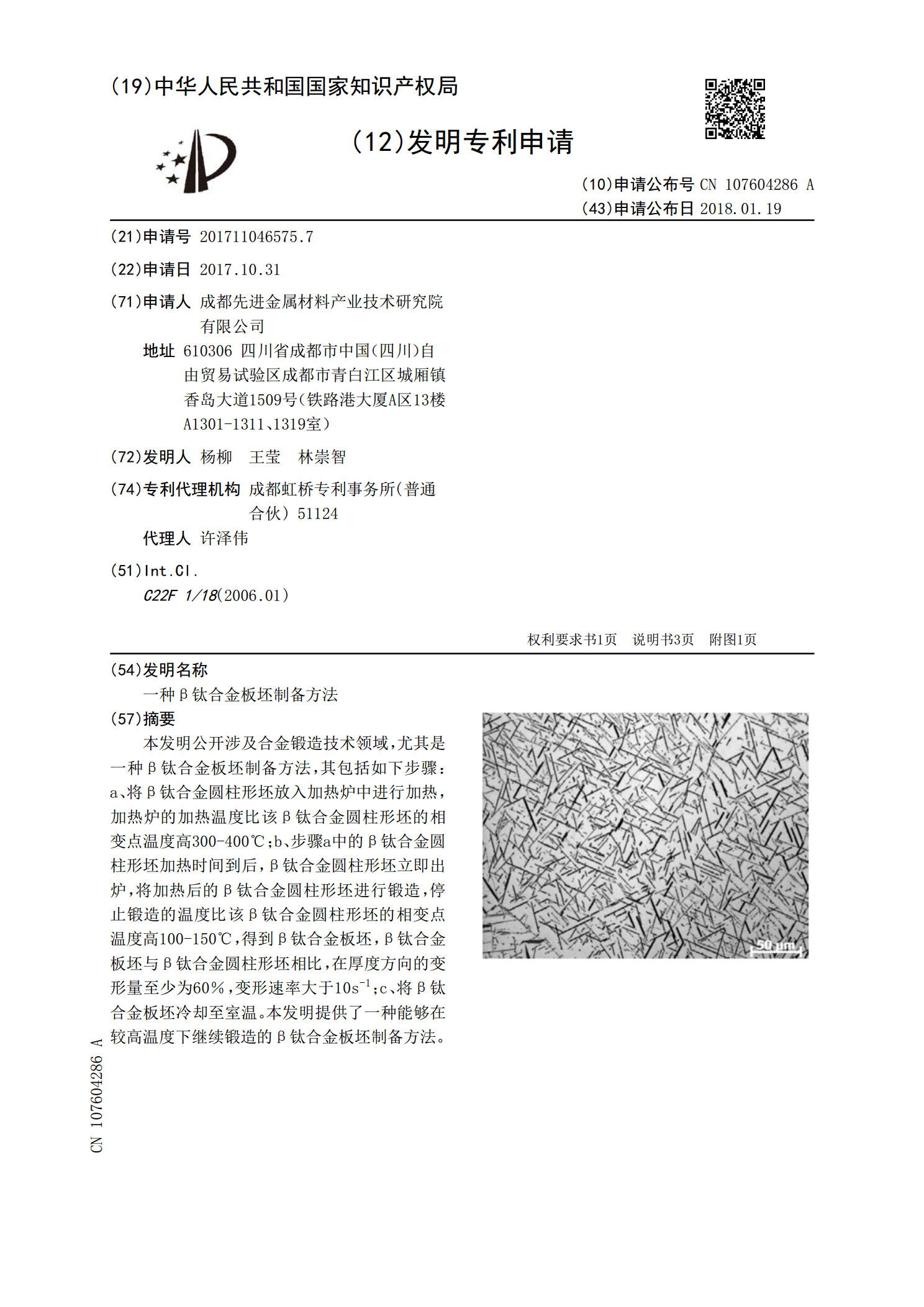
一种β钛合金板坯制备方法.pdf
本发明公开涉及合金锻造技术领域,尤其是一种β钛合金板坯制备方法,其包括如下步骤:a、将β钛合金圆柱形坯放入加热炉中进行加热,加热炉的加热温度比该β钛合金圆柱形坯的相变点温度高300‑400℃;b、步骤a中的β钛合金圆柱形坯加热时间到后,β钛合金圆柱形坯立即出炉,将加热后的β钛合金圆柱形坯进行锻造,停止锻造的温度比该β钛合金圆柱形坯的相变点温度高100‑150℃,得到β钛合金板坯,β钛合金板坯与β钛合金圆柱形坯相比,在厚度方向的变形量至少为60%,变形速率大于10s
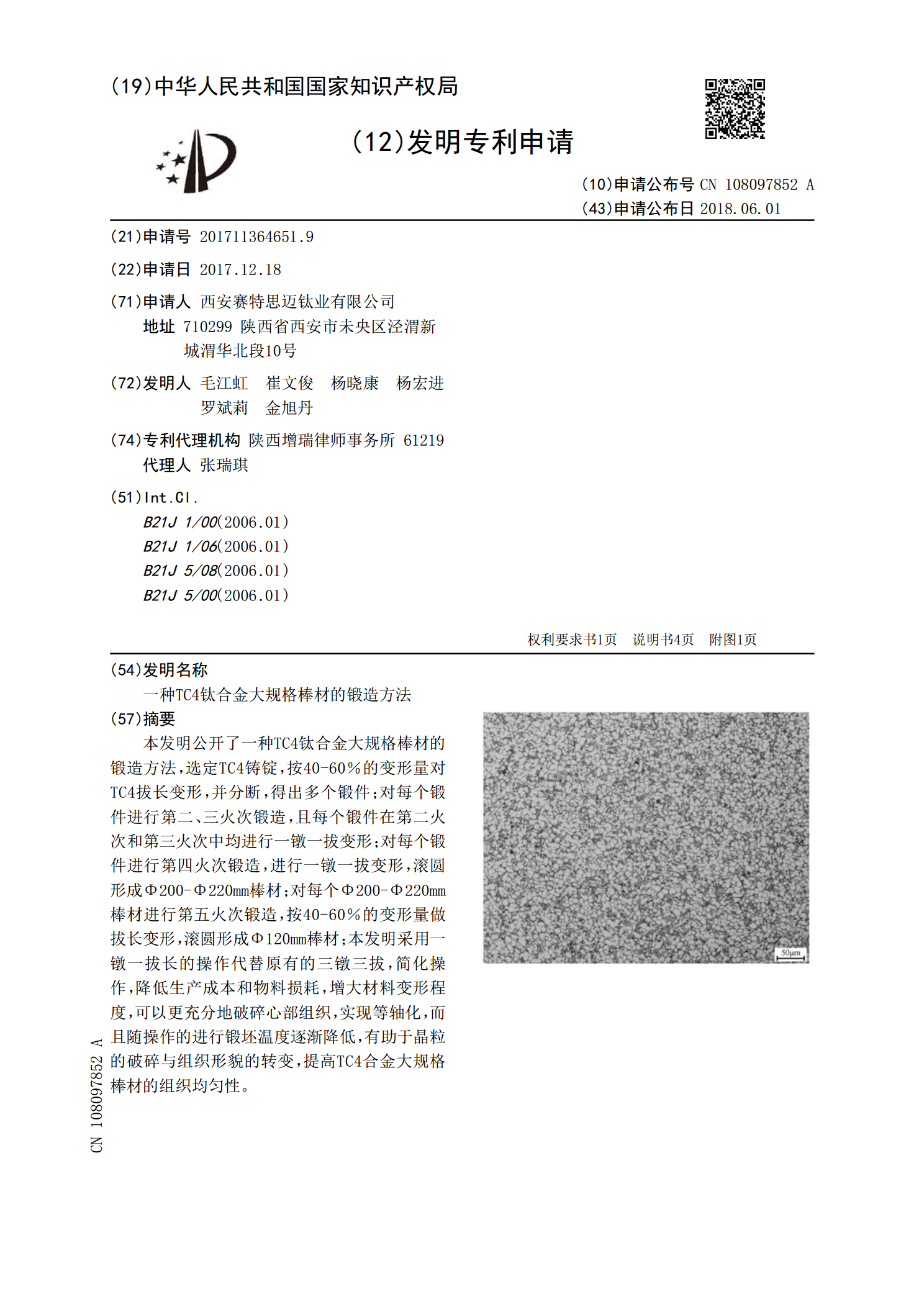
一种TC4钛合金大规格棒材的锻造方法.pdf
本发明公开了一种TC4钛合金大规格棒材的锻造方法,选定TC4铸锭,按40‑60%的变形量对TC4拔长变形,并分断,得出多个锻件;对每个锻件进行第二、三火次锻造,且每个锻件在第二火次和第三火次中均进行一镦一拔变形;对每个锻件进行第四火次锻造,进行一镦一拔变形,滚圆形成Φ200‑Φ220mm棒材;对每个Φ200‑Φ220mm棒材进行第五火次锻造,按40‑60%的变形量做拔长变形,滚圆形成Φ120mm棒材;本发明采用一镦一拔长的操作代替原有的三镦三拔,简化操作,降低生产成本和物料损耗,增大材料变形程度,可以更充