
一种大规格钛合金异型锻件的制备方法.pdf

光誉****君哥

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大规格钛合金异型锻件的制备方法.pdf
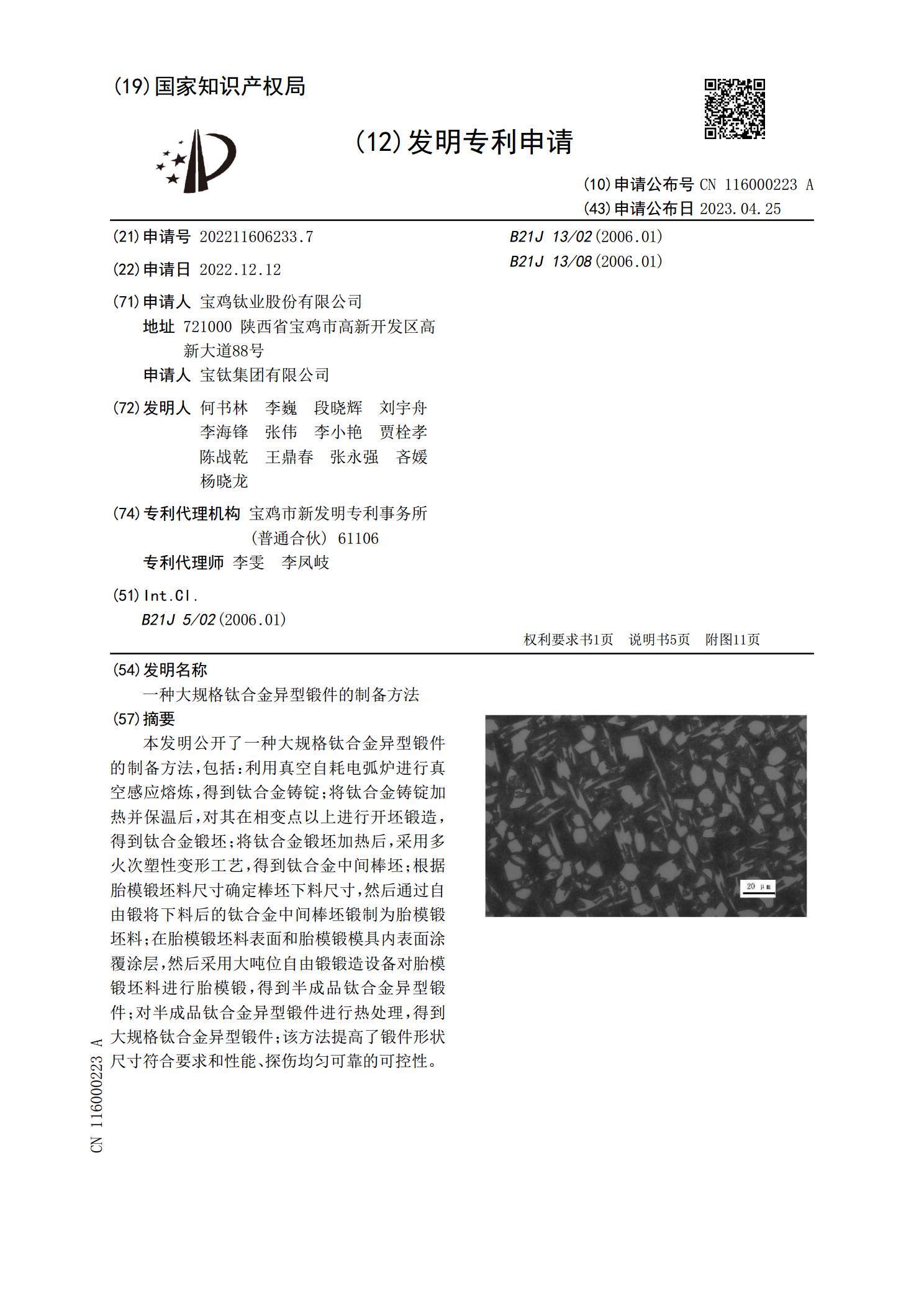
本发明公开了一种大规格钛合金异型锻件的制备方法,包括:利用真空自耗电弧炉进行真空感应熔炼,得到钛合金铸锭;将钛合金铸锭加热并保温后,对其在相变点以上进行开坯锻造,得到钛合金锻坯;将钛合金锻坯加热后,采用多火次塑性变形工艺,得到钛合金中间棒坯;根据胎模锻坯料尺寸确定棒坯下料尺寸,然后通过自由锻将下料后的钛合金中间棒坯锻制为胎模锻坯料;在胎模锻坯料表面和胎模锻模具内表面涂覆涂层,然后采用大吨位自由锻锻造设备对胎模锻坯料进行胎模锻,得到半成品钛合金异型锻件;对半成品钛合金异型锻件进行热处理,得到大规格钛合金异型
大规格钛合金空心坯料制备方法.pdf
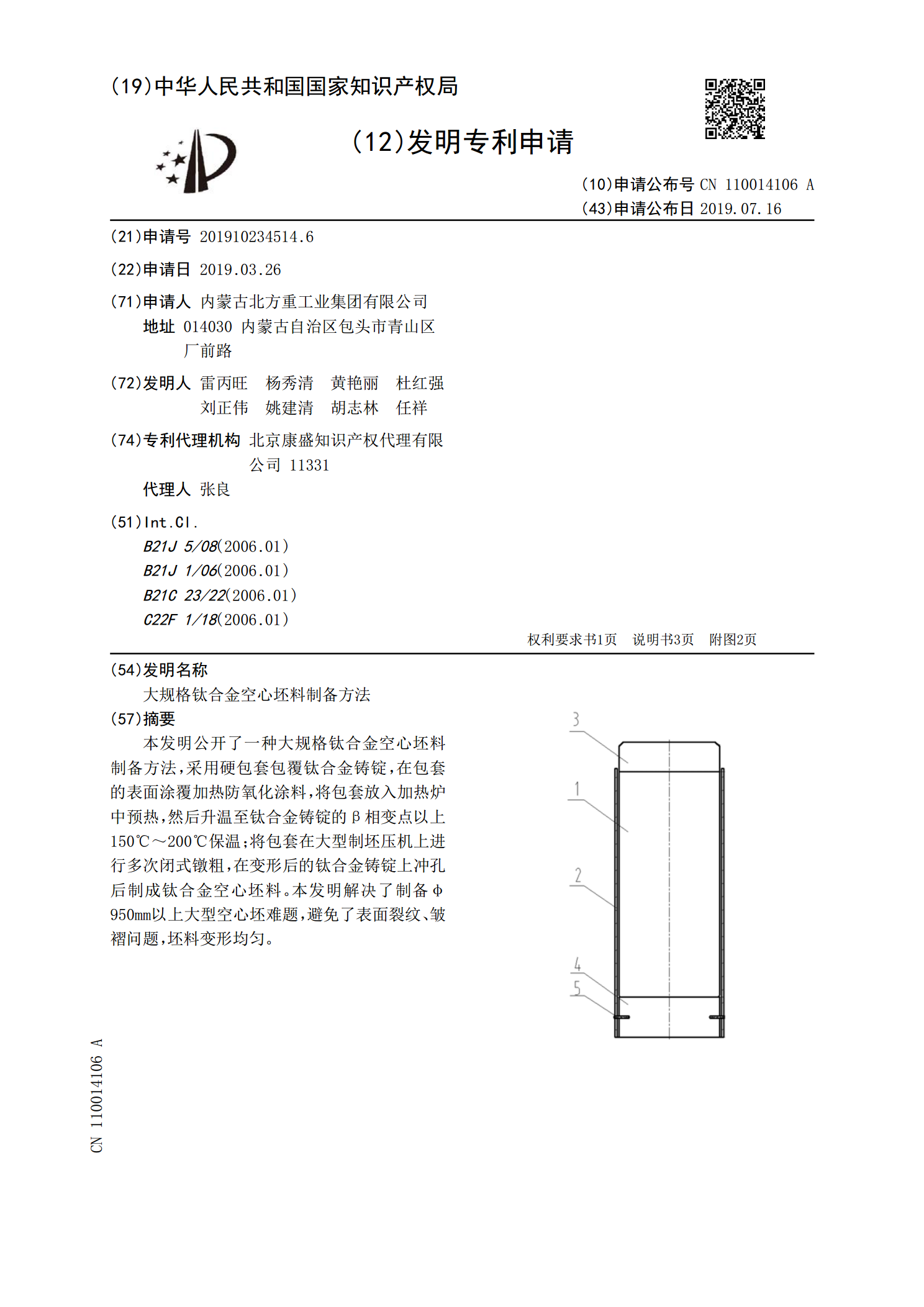
本发明公开了一种大规格钛合金空心坯料制备方法,采用硬包套包覆钛合金铸锭,在包套的表面涂覆加热防氧化涂料,将包套放入加热炉中预热,然后升温至钛合金铸锭的β相变点以上150℃~200℃保温;将包套在大型制坯压机上进行多次闭式镦粗,在变形后的钛合金铸锭上冲孔后制成钛合金空心坯料。本发明解决了制备φ950mm以上大型空心坯难题,避免了表面裂纹、皱褶问题,坯料变形均匀。
一种大规格TC4钛合金铸锭的制备方法.pdf
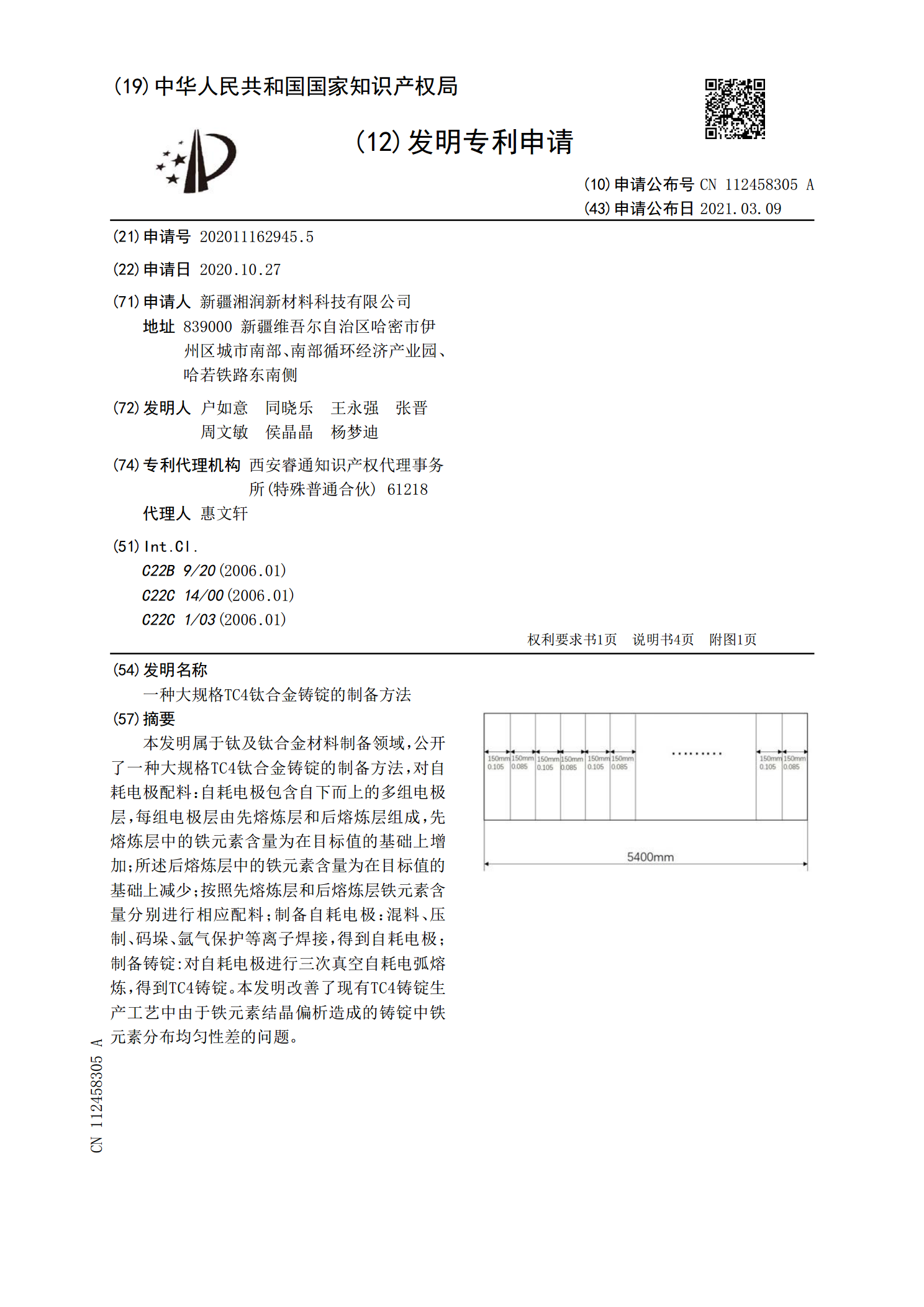
本发明属于钛及钛合金材料制备领域,公开了一种大规格TC4钛合金铸锭的制备方法,对自耗电极配料:自耗电极包含自下而上的多组电极层,每组电极层由先熔炼层和后熔炼层组成,先熔炼层中的铁元素含量为在目标值的基础上增加;所述后熔炼层中的铁元素含量为在目标值的基础上减少;按照先熔炼层和后熔炼层铁元素含量分别进行相应配料;制备自耗电极:混料、压制、码垛、氩气保护等离子焊接,得到自耗电极;制备铸锭:对自耗电极进行三次真空自耗电弧熔炼,得到TC4铸锭。本发明改善了现有TC4铸锭生产工艺中由于铁元素结晶偏析造成的铸锭中铁元素
一种TC18钛合金大规格棒材的制备方法.pdf
本发明涉及一种TC18钛合金大规格棒材的制备方法,具体按照以下步骤实施:开坯锻造:选择TC18钛合金铸锭,加热、保温,进行2火次锻造,得到中间坯;中间坯锻造:将中间坯加热、保温,进行4火次锻造,得到棒坯;成品锻造:对棒坯加热、保温,进行1火次锻造,摔圆得到TC18钛合金棒材。该制备方法锻造火次少,打磨次数少,避免了生产周期长的问题,制备的棒材单重为2000kg~4000kg,直径为Φ500mm~Φ600mm,其力学性能均满足航空标准要求,同时还具有高低倍组织和超声波探伤均匀性好的优点。
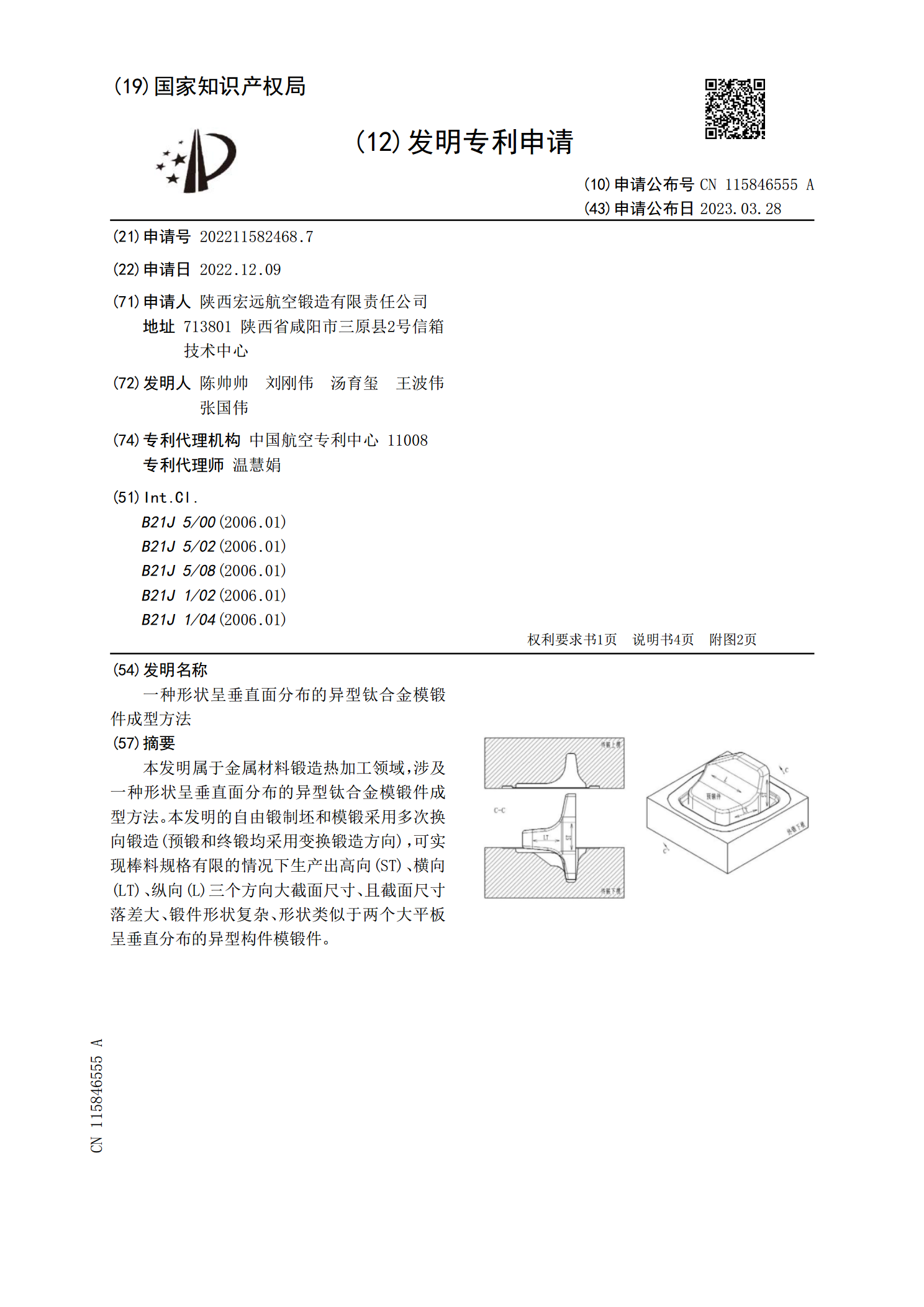
一种形状呈垂直面分布的异型钛合金模锻件成型方法.pdf
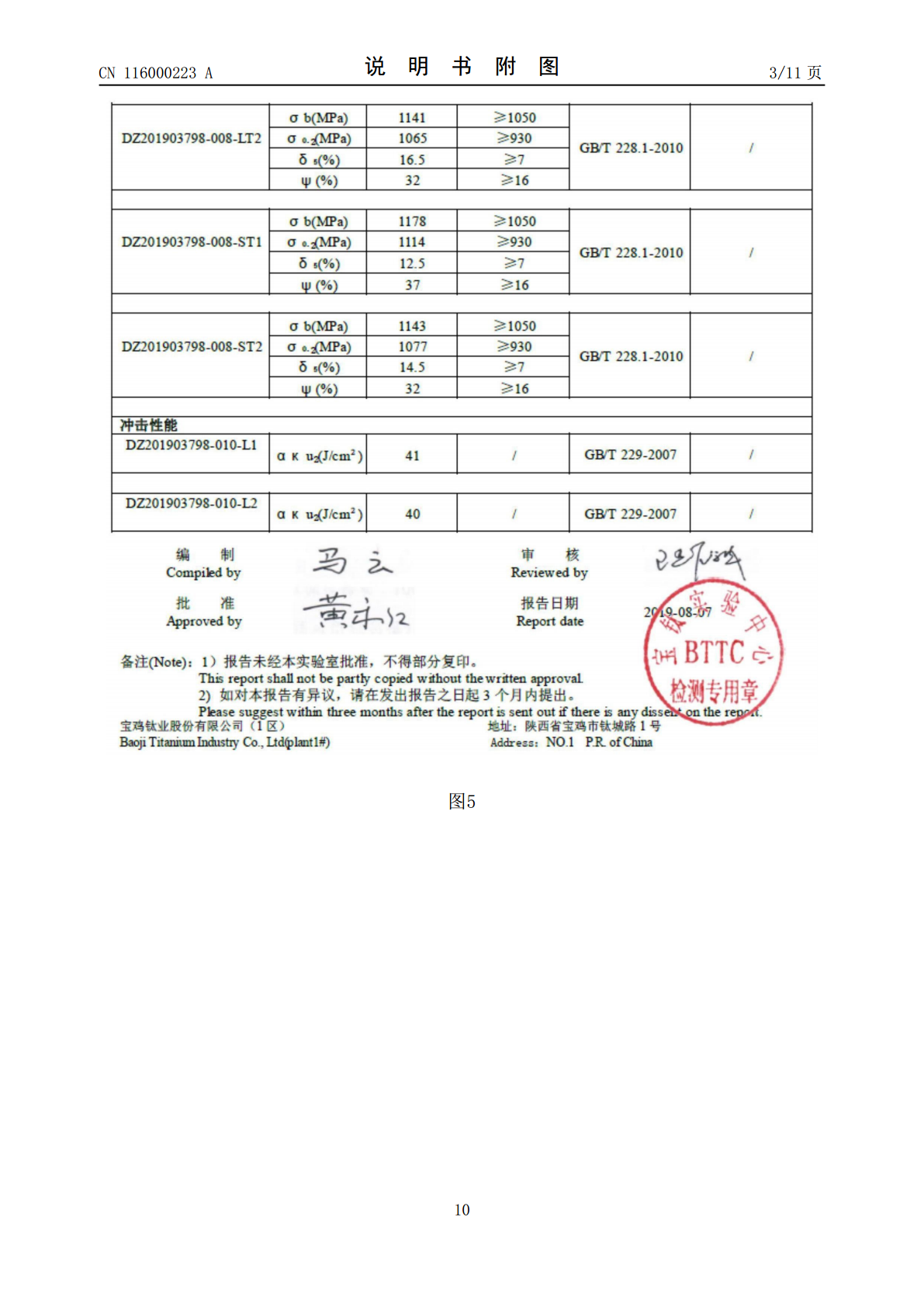
本发明属于金属材料锻造热加工领域,涉及一种形状呈垂直面分布的异型钛合金模锻件成型方法。本发明的自由锻制坯和模锻采用多次换向锻造(预锻和终锻均采用变换锻造方向),可实现棒料规格有限的情况下生产出高向(ST)、横向(LT)、纵向(L)三个方向大截面尺寸、且截面尺寸落差大、锻件形状复杂、形状类似于两个大平板呈垂直分布的异型构件模锻件。