
一种用于大直径薄壁不锈钢筒体工件环缝的TIG焊方法.pdf

小寄****淑k

1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于大直径薄壁不锈钢筒体工件环缝的TIG焊方法.pdf
本发明公开了一种用于大直径薄壁不锈钢筒体工件环缝的TIG焊方法,包括以下步骤:1.将对接环缝两侧筒节(1)的端部加工成V形内坡口,2.将加工好的坡口按照设计装配间隙d和设计错边量装配好,3.将坡口点焊固定,4.采用双面同时施焊的方式对环缝根部进行焊接,5.对环缝进行填充焊,采用本方法焊接而成的环缝,其反面成型良好,不需进行反面清根,环缝的焊接变形量也大幅减小,不仅能保证环缝在100%RT探伤时一次性合格还能满足产品的尺寸精度要求。
一种大直径薄壁不锈钢筒体的成型方法.pdf
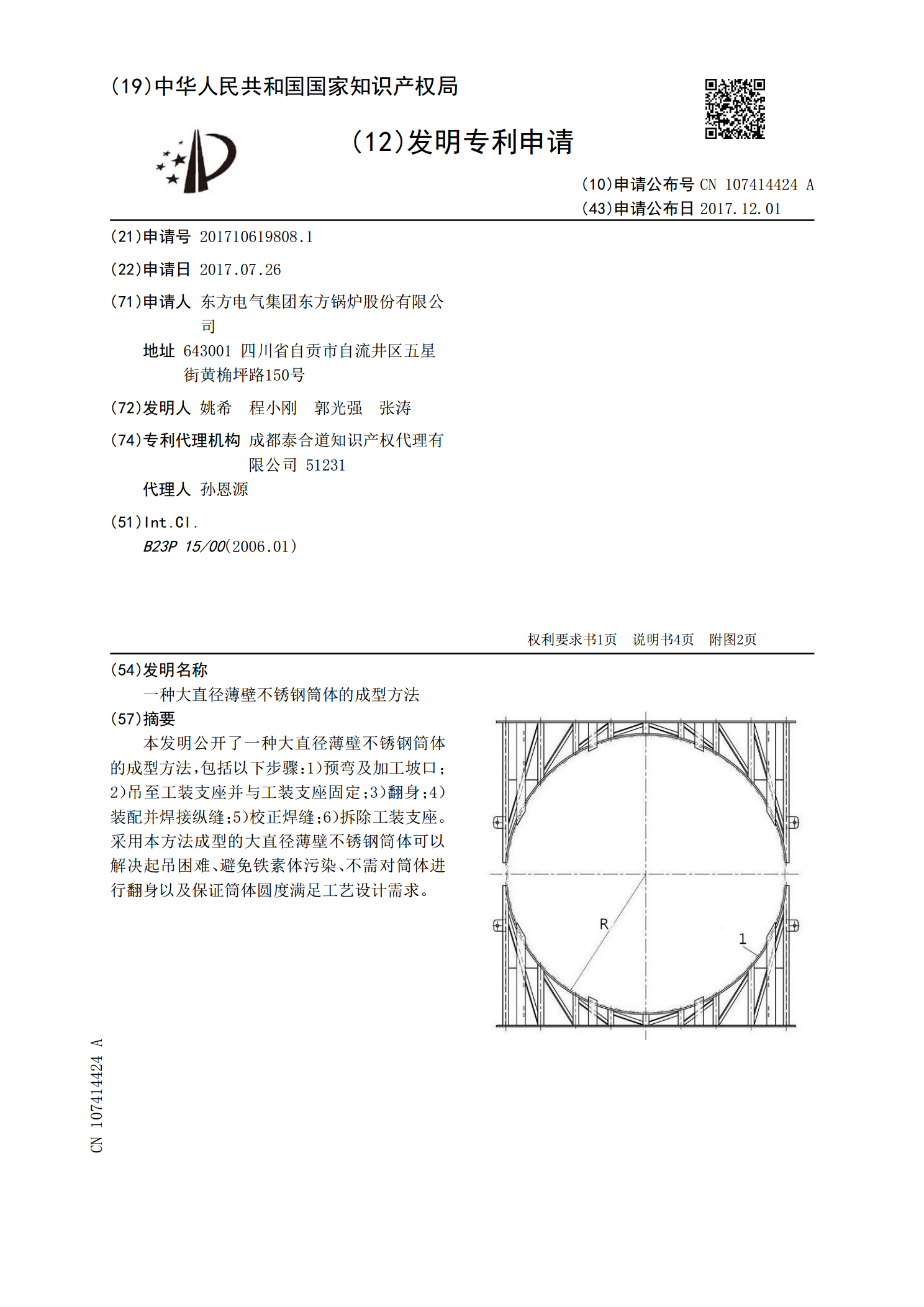
本发明公开了一种大直径薄壁不锈钢筒体的成型方法,包括以下步骤:1)预弯及加工坡口;2)吊至工装支座并与工装支座固定;3)翻身;4)装配并焊接纵缝;5)校正焊缝;6)拆除工装支座。采用本方法成型的大直径薄壁不锈钢筒体可以解决起吊困难、避免铁素体污染、不需对筒体进行翻身以及保证筒体圆度满足工艺设计需求。

小直径筒体环缝自动焊的工艺改进.docx
小直径筒体环缝自动焊的工艺改进小直径筒体环缝自动焊是一种高效、精确的焊接工艺,广泛应用于机械制造、航空航天等领域。然而,在实际应用中,由于焊接过程中的一些困难和问题,该工艺仍然存在一些改进空间。本文将从焊接材料、焊接设备和焊接工艺等方面探讨小直径筒体环缝自动焊的工艺改进。首先,焊接材料的选择对焊接质量和焊接效率有着重要影响。目前常用的焊接材料有焊丝和焊条等。针对小直径筒体环缝自动焊,可以考虑选用高强度焊丝,这样可以在提高焊接强度的同时,减小焊接变形。另外,还可以尝试使用含有微量元素的焊丝,以提高焊接金属的
一种大直径薄壁双管板与筒体环缝焊接工艺.pdf
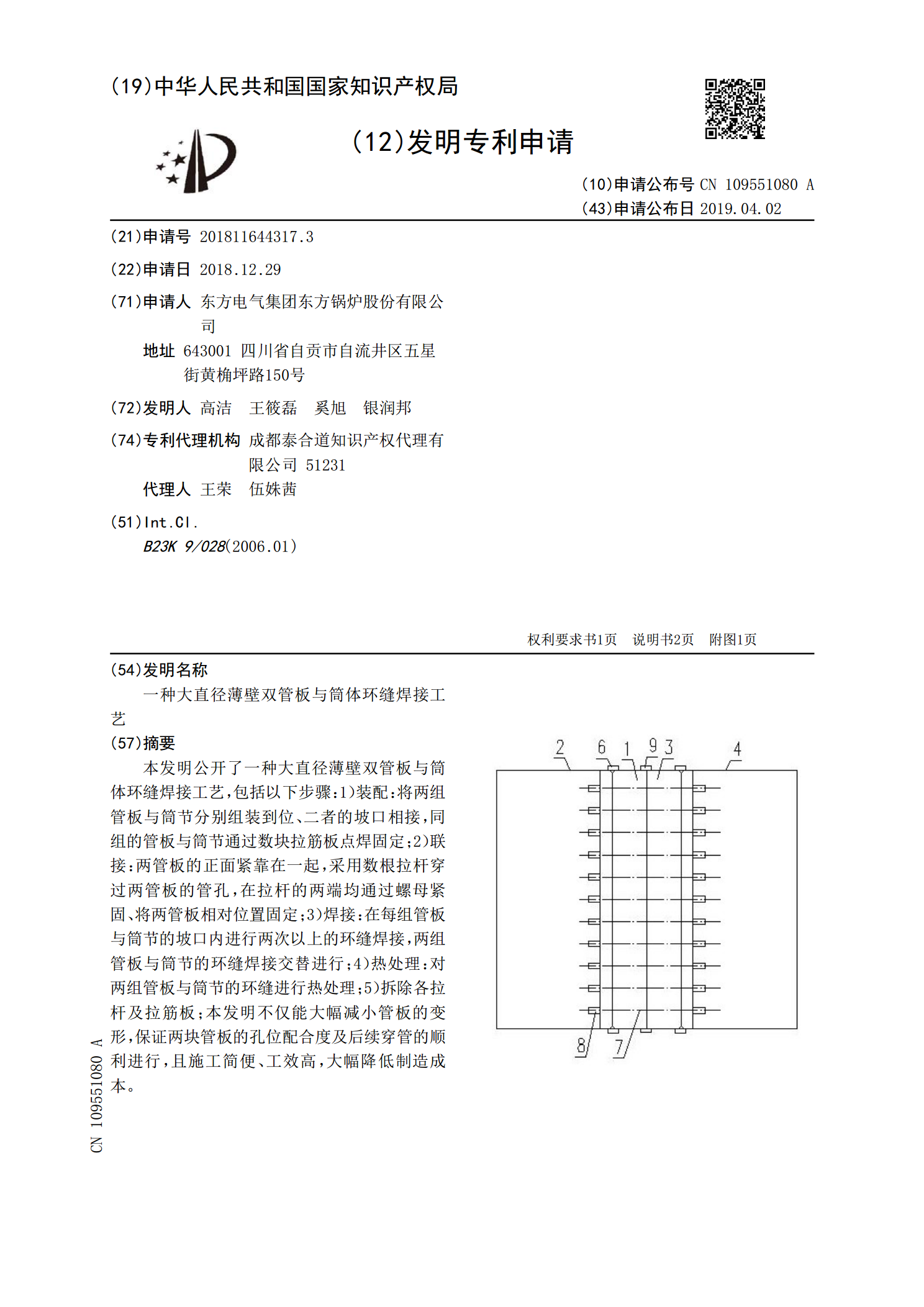
本发明公开了一种大直径薄壁双管板与筒体环缝焊接工艺,包括以下步骤:1)装配:将两组管板与筒节分别组装到位、二者的坡口相接,同组的管板与筒节通过数块拉筋板点焊固定;2)联接:两管板的正面紧靠在一起,采用数根拉杆穿过两管板的管孔,在拉杆的两端均通过螺母紧固、将两管板相对位置固定;3)焊接:在每组管板与筒节的坡口内进行两次以上的环缝焊接,两组管板与筒节的环缝焊接交替进行;4)热处理:对两组管板与筒节的环缝进行热处理;5)拆除各拉杆及拉筋板;本发明不仅能大幅减小管板的变形,保证两块管板的孔位配合度及后续穿管的顺利

薄壁筒体环缝连接方法及工艺设计.doc
1引言1.1课题背景及目旳本次论文是设计薄壁筒体与封头环缝旳连接措施及制造工艺,用来构成内燃机消声器壳体,从而满足设计规定,并对薄壁筒体环缝连接措施及工艺设计进行论证分析。本课题在现实中应用广泛,所用焊接技术也在工业发展中占有重要作用。因此,本次课题旳提出具有重要意义,首先使我们对当今旳钣金连接技术,尤其是焊接技术进行理解,另首先让我们在此基础上进行设计和创新。在设计之前,需对目前钣金连接技术进行深入旳认识和理解,因本次采用焊接技术,故在此只对焊接技术进行阐明。1.2焊接技术发展状况焊接技术是伴随金属旳应