
一种高强度五金冲压件的淬火工艺.pdf

安双****文章


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度五金冲压件的淬火工艺.pdf
本发明公开了一种高强度五金冲压件的淬火工艺,具体为:先将预热管道的温度加热至180‑220℃,再将产品放入预热管道内保温30‑50min;接着将预热后的产品放入第一淬火炉中进行一次淬火处理,淬火温度为860‑880℃,加热时间为3‑5h;随后采用水冷和风冷同时冷却的方式对一次淬火的产品进行迅速冷却处理,直至产品温度降低至80‑120℃;再将一次冷却完成后的产品放入第二淬火炉中进行二次淬火处理,淬火温度为720‑760℃,加热时间为4‑6h;最后停止第二淬火炉的加热,将二次淬火后的产品随炉缓慢冷却至200‑
一种高强度螺栓的淬火工艺.pdf
本发明公开了一种高强度螺栓的淬火工艺,具体包括如下步骤:将螺栓放入淬火炉内进行加热处理,淬火炉内加热温度为600‑650℃,加热时间为50‑80min;控制淬火炉炉温以60‑80℃/h的降温速度降温40‑60min;继续加热淬火炉,使得淬火炉内的加热温度提升至715‑735℃,再保温1‑1.5h;取出螺栓,将其放入水中冷却15‑25min后,再将其放入淬火油内冷却至室温,通过上述方式,本发明能够大幅提高螺栓的淬火质量,使得螺栓具备有稳定的综合力学性能,强度高,硬度高,耐磨性强。

高强度模具淬火工艺.pdf
本发明公开了一种高强度模具淬火工艺,包括下述步骤:1)将具有初步形状的模具在磨床上磨削外表面,减少模具表面的划痕,比模具的成品尺寸放宽3mm;2)将淬火炉预加热至900~920℃;3)将模具浸入淬火保护剂中10min;4)将模具置入淬火炉中加热,淬火炉中的温度升高至1120~1130℃,保温1h;5)模具从淬火炉中取出,冷却至300~312℃,置入冷却剂中冷却。通过上述方式,本发明工序合理,制造成本低,采用淬火保护剂保护并加强了模具在淬火过程中的各项参数变化,有效提高了模具的产品质量,提高了生产效率。

五金冲压件工艺.ppt
无锡市锡山华达通用电器厂五金冲压件目前常用材料1.1板金常见材料介绍1.2不锈钢系列1.3铝材系列1.4铁板系列1.5铜系列模具知识2.1模具结构2.2模具组成附件2.3冲头分类冲压工艺流程3.1冲压的定义3.2冲压基本工序及定义3.3冲压基本工艺流程常见量测工具介绍4.1品管常见工具4.2卡尺读数4.3卡尺使用4.4分厘卡使用4.5高度规4.6牙规4.7扭力起子4.8角度规冲压件检验注意事项5.1作业中需注意问题5.2
一种高强度紧固件淬火工艺.pdf
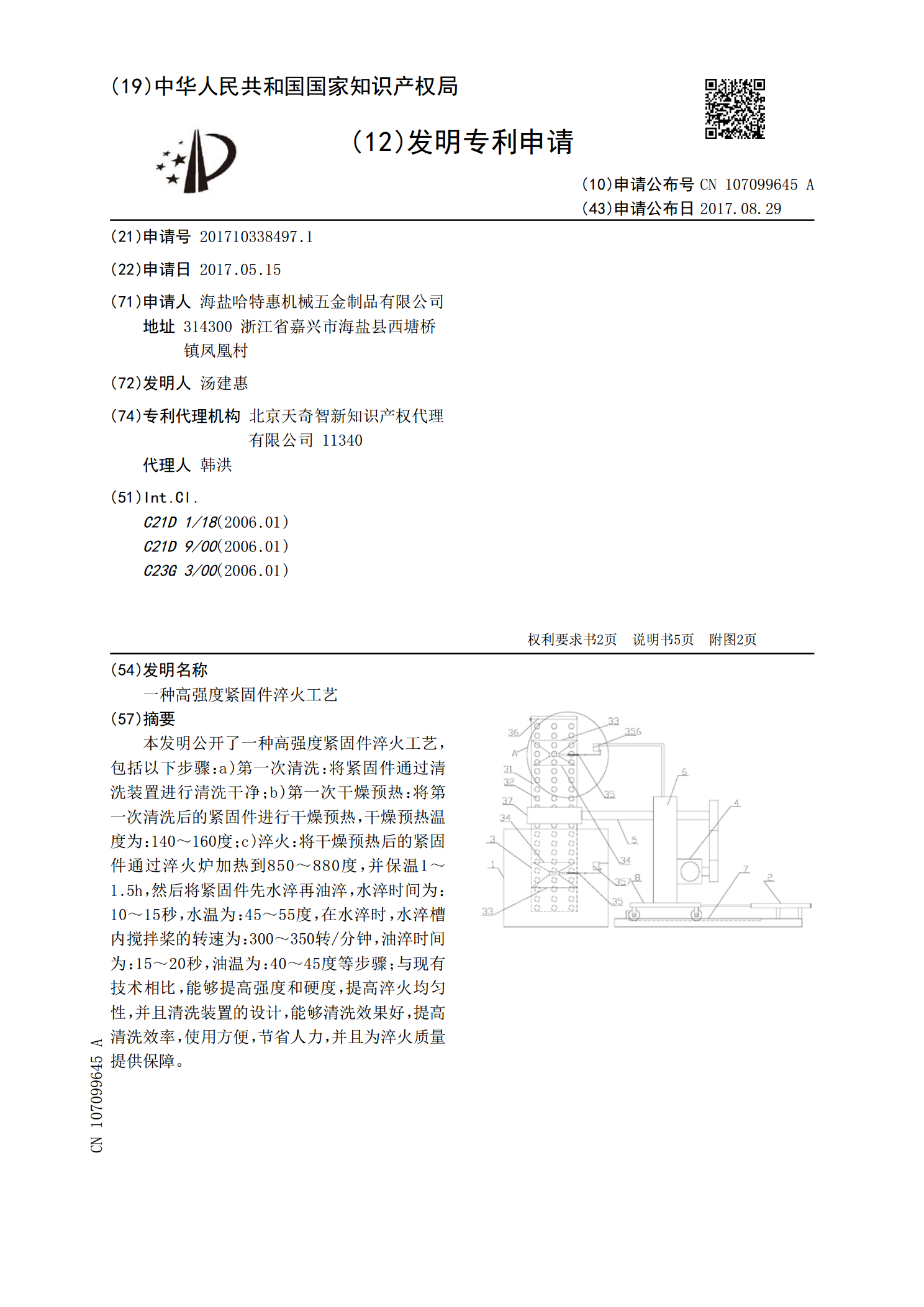
本发明公开了一种高强度紧固件淬火工艺,包括以下步骤:a)第一次清洗:将紧固件通过清洗装置进行清洗干净;b)第一次干燥预热:将第一次清洗后的紧固件进行干燥预热,干燥预热温度为:140~160度;c)淬火:将干燥预热后的紧固件通过淬火炉加热到850~880度,并保温1~1.5h,然后将紧固件先水淬再油淬,水淬时间为:10~15秒,水温为:45~55度,在水淬时,水淬槽内搅拌桨的转速为:300~350转/分钟,油淬时间为:15~20秒,油温为:40~45度等步骤;与现有技术相比,能够提高强度和硬度,提高淬火均匀