
一种高强度紧固件淬火工艺.pdf

mm****酱吖

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度紧固件淬火工艺.pdf
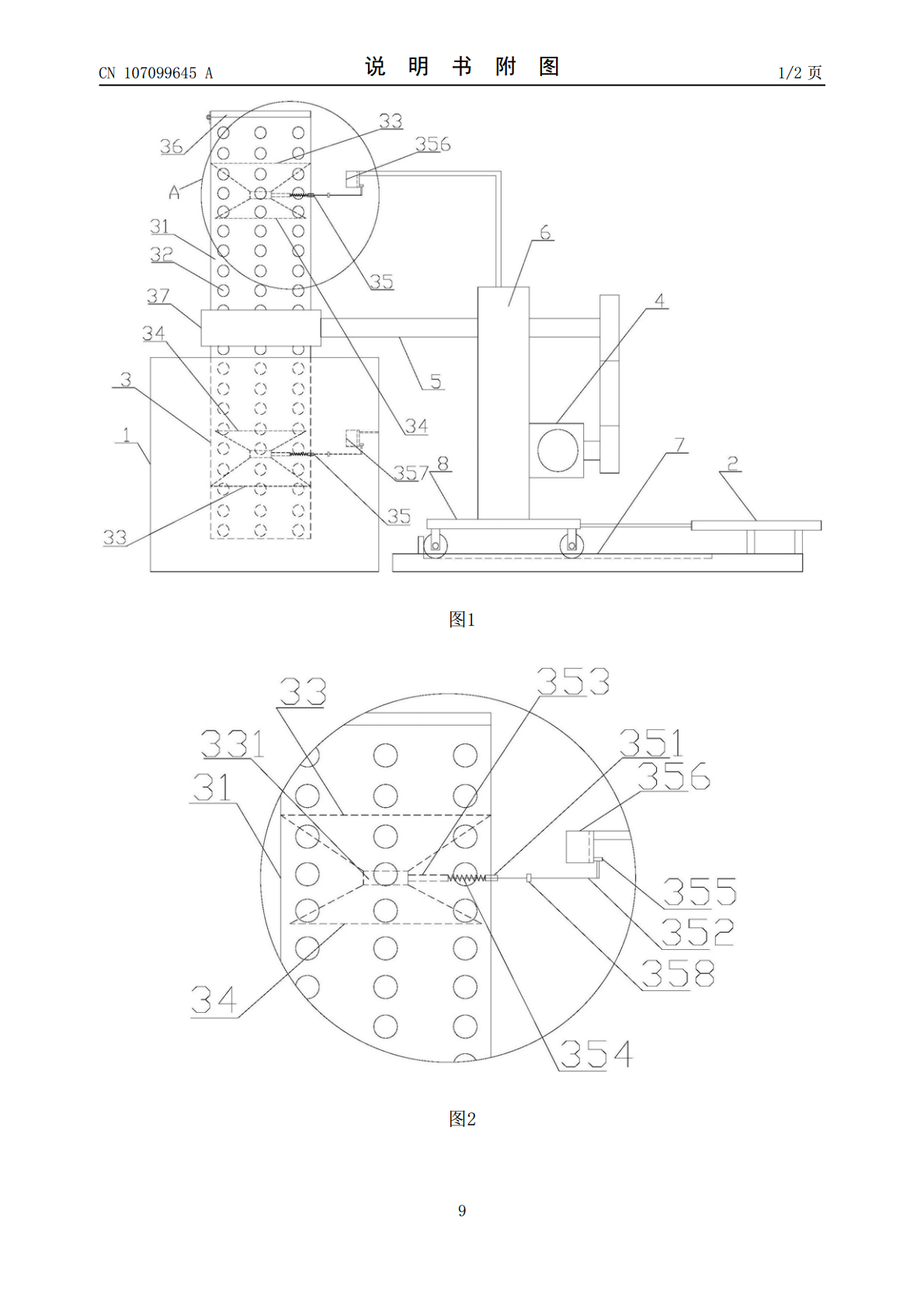
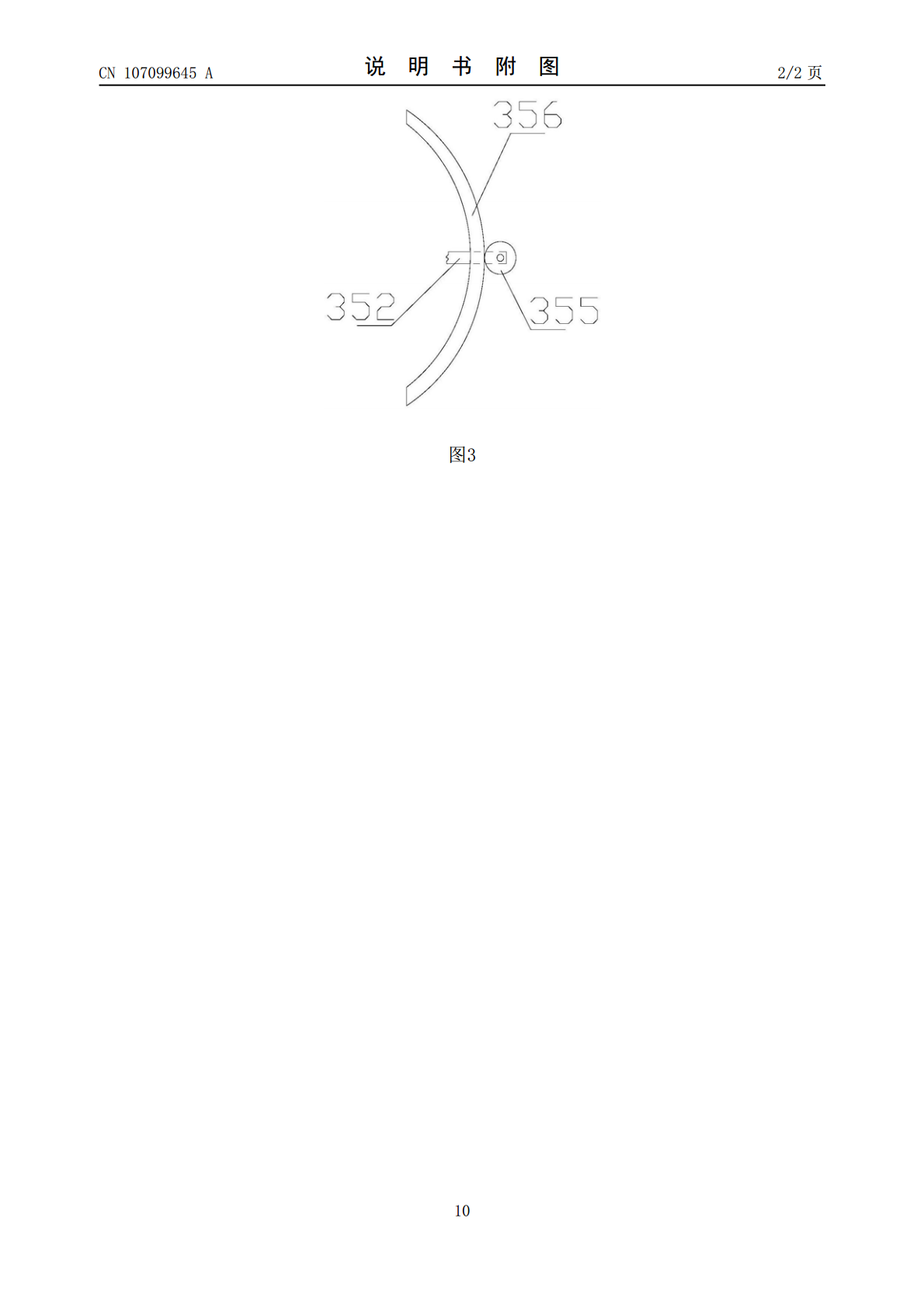
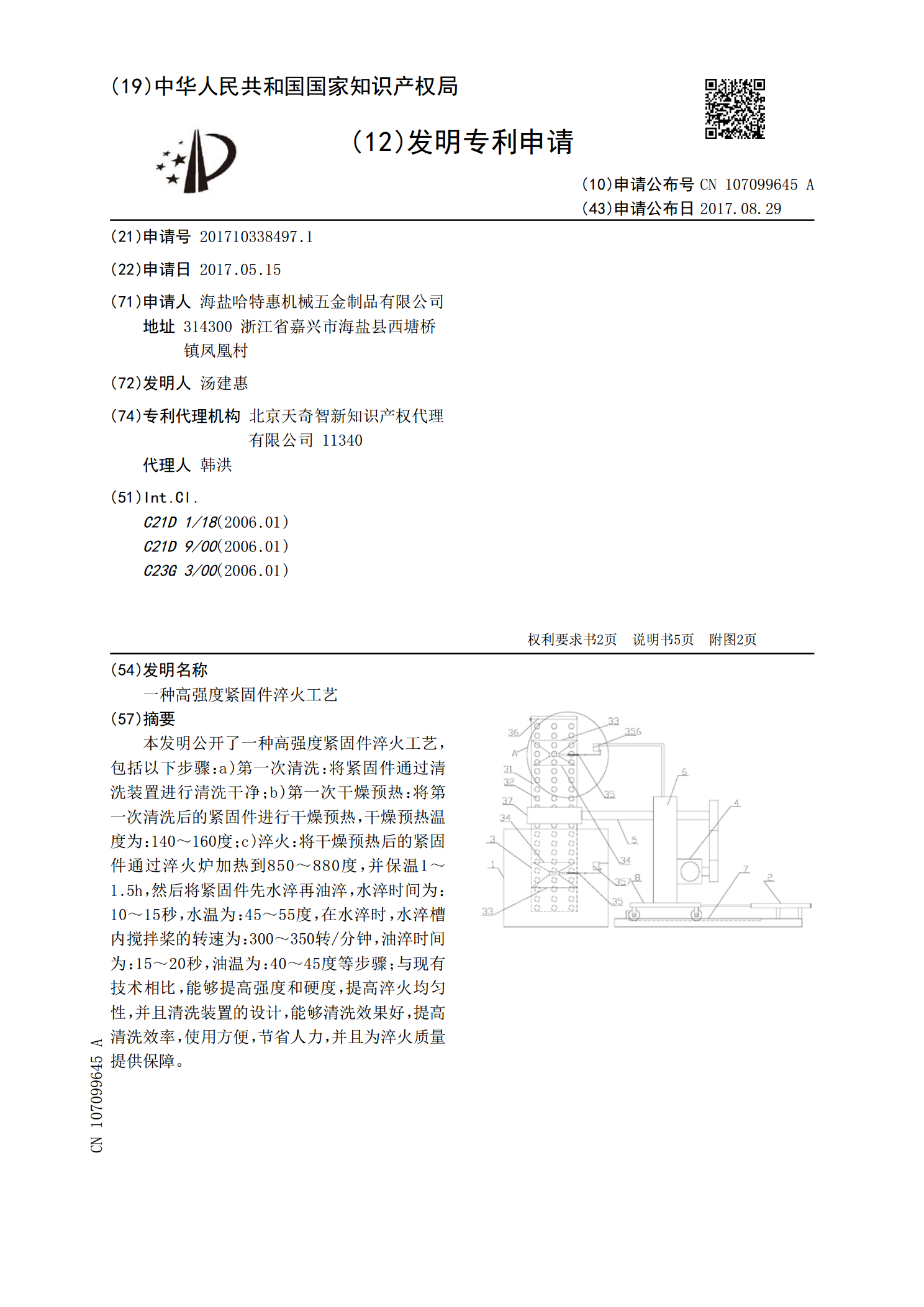
本发明公开了一种高强度紧固件淬火工艺,包括以下步骤:a)第一次清洗:将紧固件通过清洗装置进行清洗干净;b)第一次干燥预热:将第一次清洗后的紧固件进行干燥预热,干燥预热温度为:140~160度;c)淬火:将干燥预热后的紧固件通过淬火炉加热到850~880度,并保温1~1.5h,然后将紧固件先水淬再油淬,水淬时间为:10~15秒,水温为:45~55度,在水淬时,水淬槽内搅拌桨的转速为:300~350转/分钟,油淬时间为:15~20秒,油温为:40~45度等步骤;与现有技术相比,能够提高强度和硬度,提高淬火均匀
一种高强度螺栓的淬火工艺.pdf
本发明公开了一种高强度螺栓的淬火工艺,具体包括如下步骤:将螺栓放入淬火炉内进行加热处理,淬火炉内加热温度为600‑650℃,加热时间为50‑80min;控制淬火炉炉温以60‑80℃/h的降温速度降温40‑60min;继续加热淬火炉,使得淬火炉内的加热温度提升至715‑735℃,再保温1‑1.5h;取出螺栓,将其放入水中冷却15‑25min后,再将其放入淬火油内冷却至室温,通过上述方式,本发明能够大幅提高螺栓的淬火质量,使得螺栓具备有稳定的综合力学性能,强度高,硬度高,耐磨性强。

高强度模具淬火工艺.pdf
本发明公开了一种高强度模具淬火工艺,包括下述步骤:1)将具有初步形状的模具在磨床上磨削外表面,减少模具表面的划痕,比模具的成品尺寸放宽3mm;2)将淬火炉预加热至900~920℃;3)将模具浸入淬火保护剂中10min;4)将模具置入淬火炉中加热,淬火炉中的温度升高至1120~1130℃,保温1h;5)模具从淬火炉中取出,冷却至300~312℃,置入冷却剂中冷却。通过上述方式,本发明工序合理,制造成本低,采用淬火保护剂保护并加强了模具在淬火过程中的各项参数变化,有效提高了模具的产品质量,提高了生产效率。
一种高强度紧固件的制备工艺.pdf
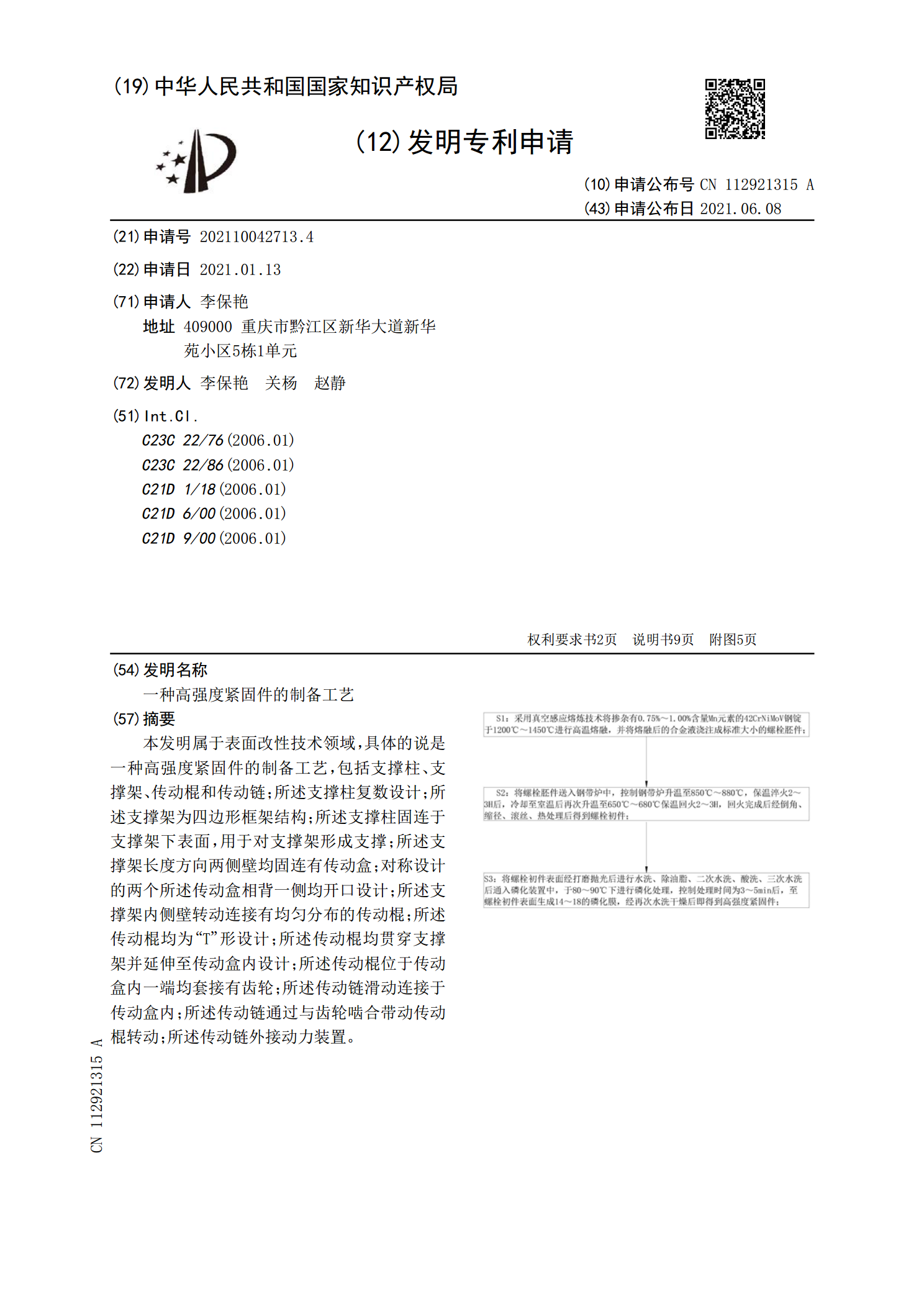
本发明属于表面改性技术领域,具体的说是一种高强度紧固件的制备工艺,包括支撑柱、支撑架、传动棍和传动链;所述支撑柱复数设计;所述支撑架为四边形框架结构;所述支撑柱固连于支撑架下表面,用于对支撑架形成支撑;所述支撑架长度方向两侧壁均固连有传动盒;对称设计的两个所述传动盒相背一侧均开口设计;所述支撑架内侧壁转动连接有均匀分布的传动棍;所述传动棍均为“T”形设计;所述传动棍均贯穿支撑架并延伸至传动盒内设计;所述传动棍位于传动盒内一端均套接有齿轮;所述传动链滑动连接于传动盒内;所述传动链通过与齿轮啮合带动传动棍转动
一种超高强度紧固件的制造工艺.pdf
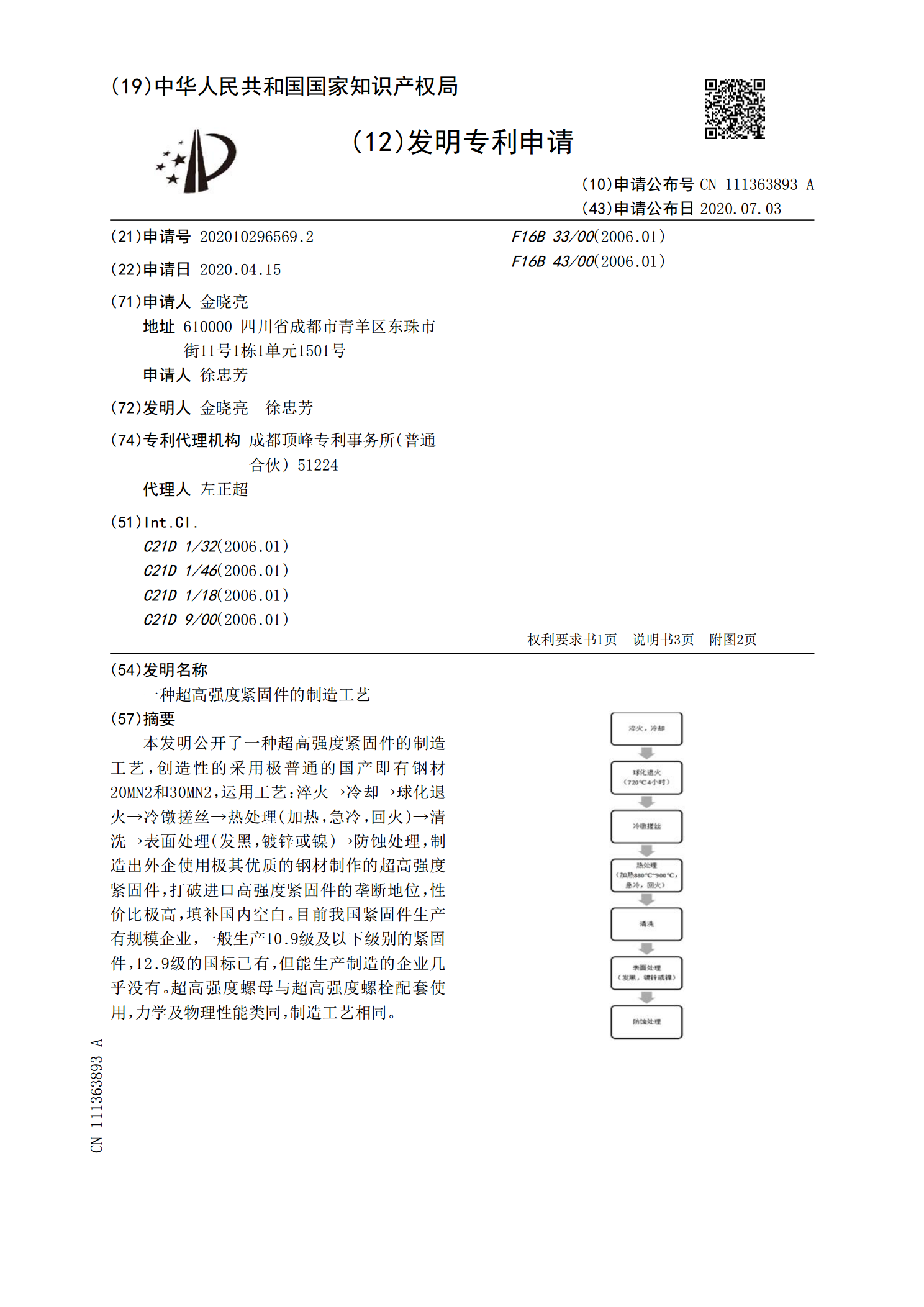
本发明公开了一种超高强度紧固件的制造工艺,创造性的采用极普通的国产即有钢材20MN2和30MN2,运用工艺:淬火→冷却→球化退火→冷镦搓丝→热处理(加热,急冷,回火)→清洗→表面处理(发黑,镀锌或镍)→防蚀处理,制造出外企使用极其优质的钢材制作的超高强度紧固件,打破进口高强度紧固件的垄断地位,性价比极高,填补国内空白。目前我国紧固件生产有规模企业,一般生产10.9级及以下级别的紧固件,12.9级的国标已有,但能生产制造的企业几乎没有。超高强度螺母与超高强度螺栓配套使用,力学及物理性能类同,制造工艺相同。