
五金冲压件工艺.ppt

念珊****写意

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

五金冲压件工艺.ppt
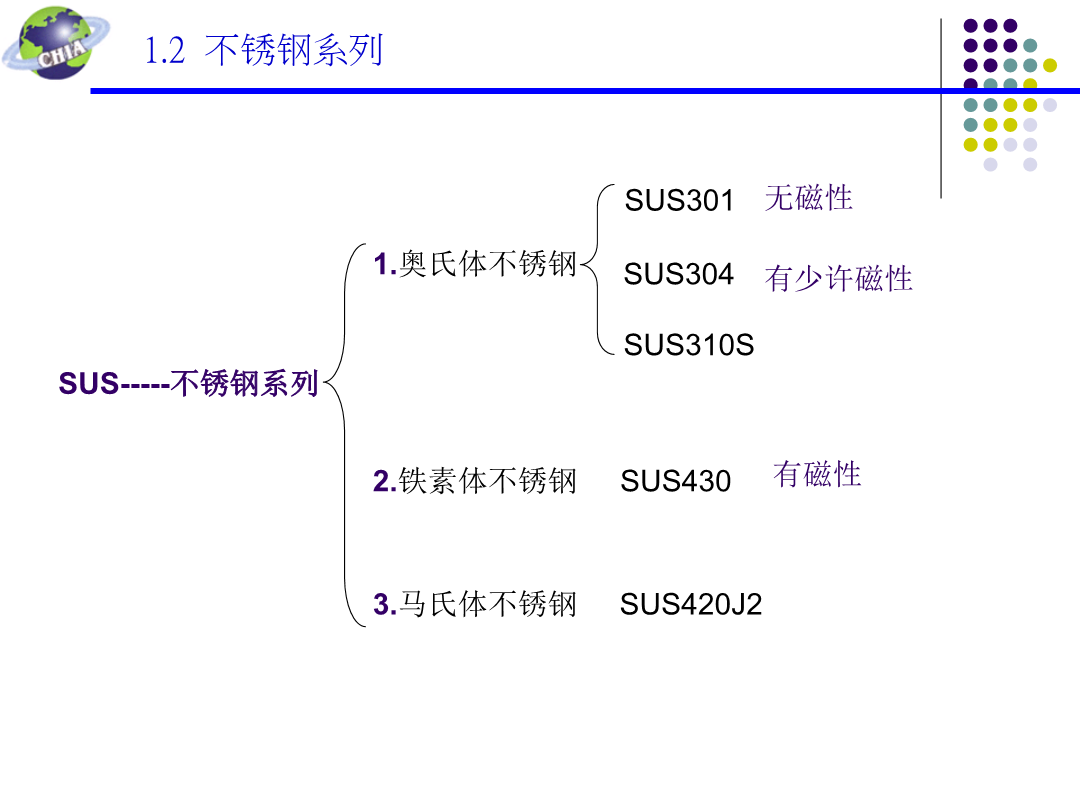
无锡市锡山华达通用电器厂五金冲压件目前常用材料1.1板金常见材料介绍1.2不锈钢系列1.3铝材系列1.4铁板系列1.5铜系列模具知识2.1模具结构2.2模具组成附件2.3冲头分类冲压工艺流程3.1冲压的定义3.2冲压基本工序及定义3.3冲压基本工艺流程常见量测工具介绍4.1品管常见工具4.2卡尺读数4.3卡尺使用4.4分厘卡使用4.5高度规4.6牙规4.7扭力起子4.8角度规冲压件检验注意事项5.1作业中需注意问题5.2
五金冲压件铆合工艺.ppt
嘉彰科技(苏州)有限公司五金冲压件目前常用材料1.1板金常见材料介绍1.2不锈钢系列1.3铝材系列1.4铁板系列铆合知识2.1模具铆合2.2模具组成通过模具挤压将材料挤入铆柱凹槽内的一种粘合动作,使铆柱和五金件的牢固结合,获取最终使用牙孔时无牙紧,松动等异常状况发生。铆合检测相关工具扭力起子铆合后检验注意事项5.1铆合后需注意问题TheEnd
嘉彰科技-五金冲压件工艺(PPT 43页).ppt
嘉彰科技(苏州)有限公司五金冲压件目前常用材料1.1板金常见材料介绍1.2不锈钢系列1.3铝材系列1.4铁板系列1.5铜系列模具知识2.1模具结构2.2模具组成2.3冲头分类冲压工艺流程3.1冲压的定义3.2冲压基本工序及定义3.3冲压基本工艺流程常见量测工具介绍4.1品管常见工具4.2卡尺读数4.3卡尺使用4.4分厘卡使用4.5高度规4.6牙规4.7扭力起子4.8角度规冲压件检验注意事项5.1作业中需注意问题5.2冲孔
一种高强度五金冲压件的淬火工艺.pdf
本发明公开了一种高强度五金冲压件的淬火工艺,具体为:先将预热管道的温度加热至180‑220℃,再将产品放入预热管道内保温30‑50min;接着将预热后的产品放入第一淬火炉中进行一次淬火处理,淬火温度为860‑880℃,加热时间为3‑5h;随后采用水冷和风冷同时冷却的方式对一次淬火的产品进行迅速冷却处理,直至产品温度降低至80‑120℃;再将一次冷却完成后的产品放入第二淬火炉中进行二次淬火处理,淬火温度为720‑760℃,加热时间为4‑6h;最后停止第二淬火炉的加热,将二次淬火后的产品随炉缓慢冷却至200‑
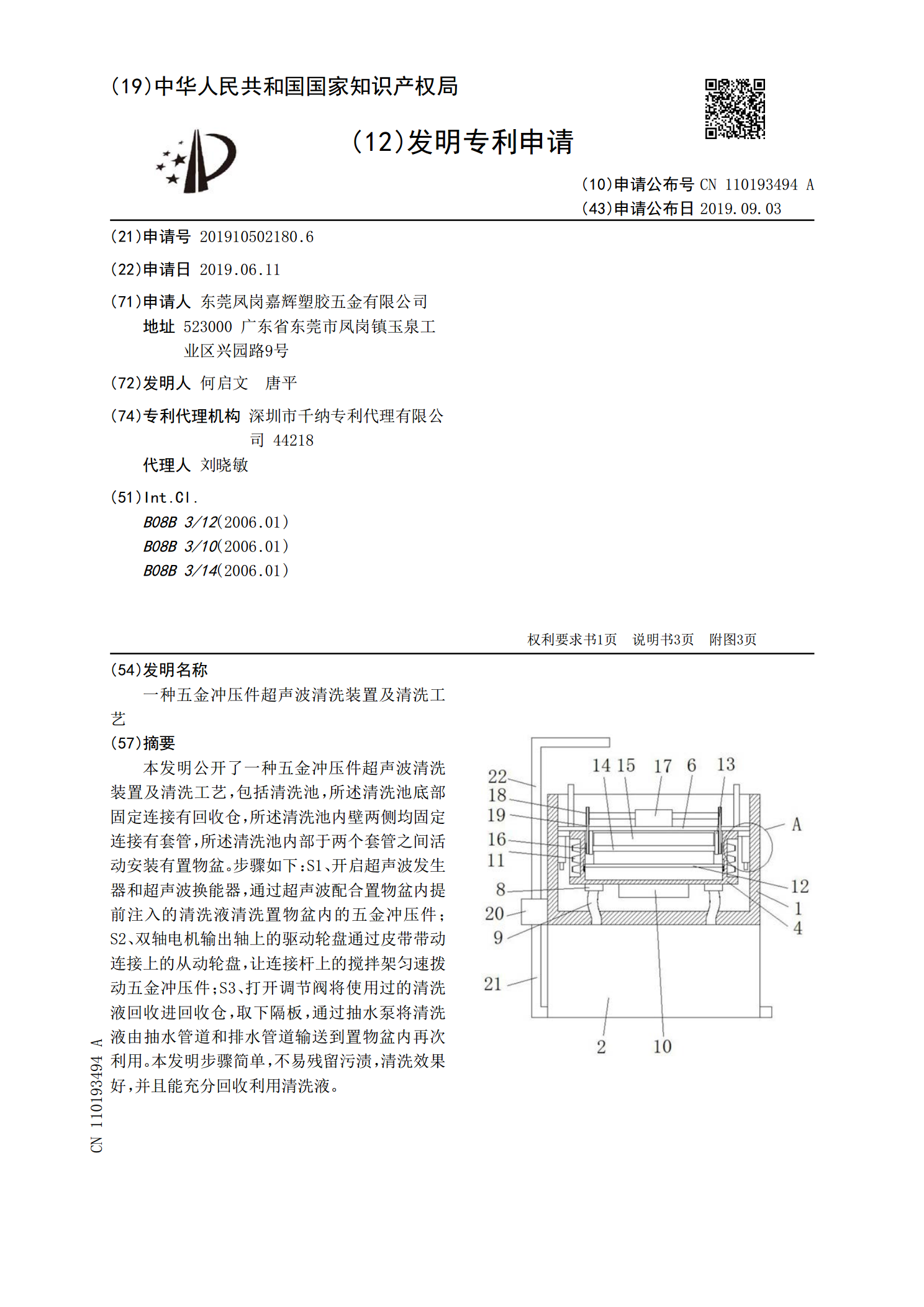
一种五金冲压件超声波清洗装置及清洗工艺.pdf
本发明公开了一种五金冲压件超声波清洗装置及清洗工艺,包括清洗池,所述清洗池底部固定连接有回收仓,所述清洗池内壁两侧均固定连接有套管,所述清洗池内部于两个套管之间活动安装有置物盆。步骤如下:S1、开启超声波发生器和超声波换能器,通过超声波配合置物盆内提前注入的清洗液清洗置物盆内的五金冲压件;S2、双轴电机输出轴上的驱动轮盘通过皮带带动连接上的从动轮盘,让连接杆上的搅拌架匀速拨动五金冲压件;S3、打开调节阀将使用过的清洗液回收进回收仓,取下隔板,通过抽水泵将清洗液由抽水管道和排水管道输送到置物盆内再次利用。本