
一种700MPa级汽车大梁钢带的制备方法.pdf

猫巷****忠娟


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种700MPa级汽车大梁钢带的制备方法.pdf
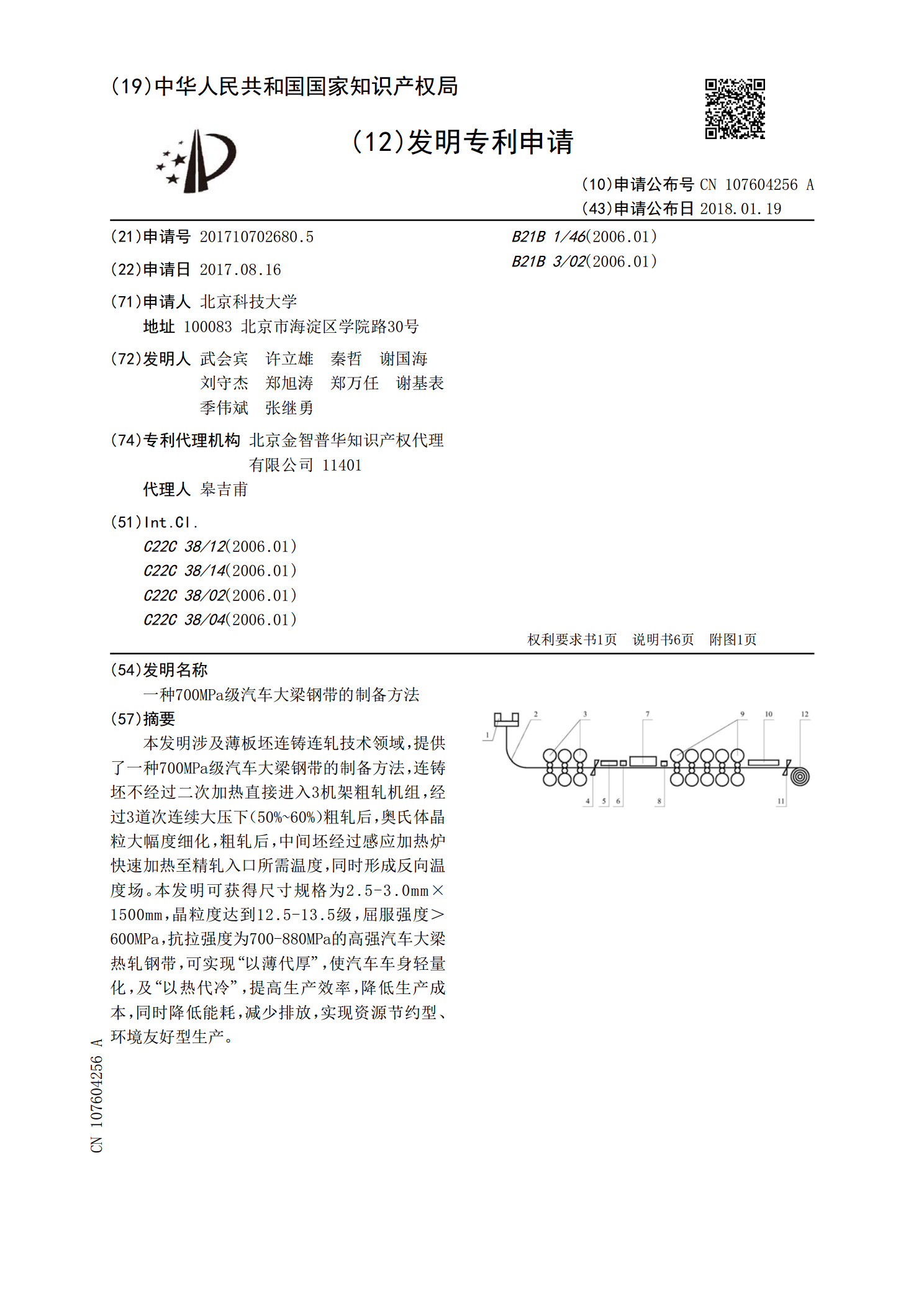
本发明涉及薄板坯连铸连轧技术领域,提供了一种700MPa级汽车大梁钢带的制备方法,连铸坯不经过二次加热直接进入3机架粗轧机组,经过3道次连续大压下(50%~60%)粗轧后,奥氏体晶粒大幅度细化,粗轧后,中间坯经过感应加热炉快速加热至精轧入口所需温度,同时形成反向温度场。本发明可获得尺寸规格为2.5‑3.0mm×1500mm,晶粒度达到12.5‑13.5级,屈服强度>600MPa,抗拉强度为700‑880MPa的高强汽车大梁热轧钢带,可实现“以薄代厚”,使汽车车身轻量化,及“以热代冷”,提高生产效率,降低生
一种低成本Ti微合金化薄规格700MPa级汽车大梁用钢带制备方法.pdf
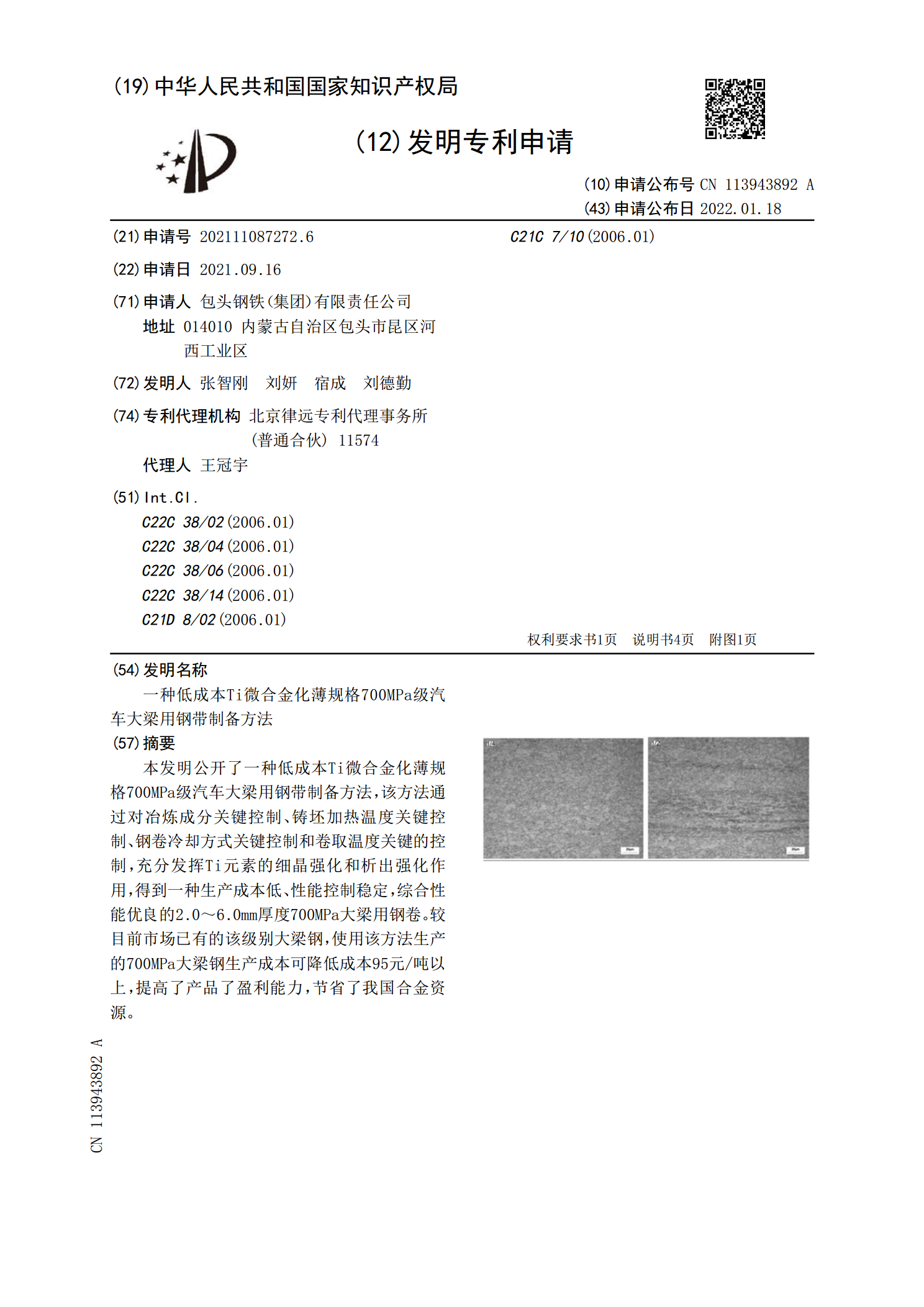
本发明公开了一种低成本Ti微合金化薄规格700MPa级汽车大梁用钢带制备方法,该方法通过对冶炼成分关键控制、铸坯加热温度关键控制、钢卷冷却方式关键控制和卷取温度关键的控制,充分发挥Ti元素的细晶强化和析出强化作用,得到一种生产成本低、性能控制稳定,综合性能优良的2.0~6.0mm厚度700MPa大梁用钢卷。较目前市场已有的该级别大梁钢,使用该方法生产的700MPa大梁钢生产成本可降低成本95元/吨以上,提高了产品了盈利能力,节省了我国合金资源。
冲击韧性稳定的700MPa级汽车大梁钢及生产方法.pdf
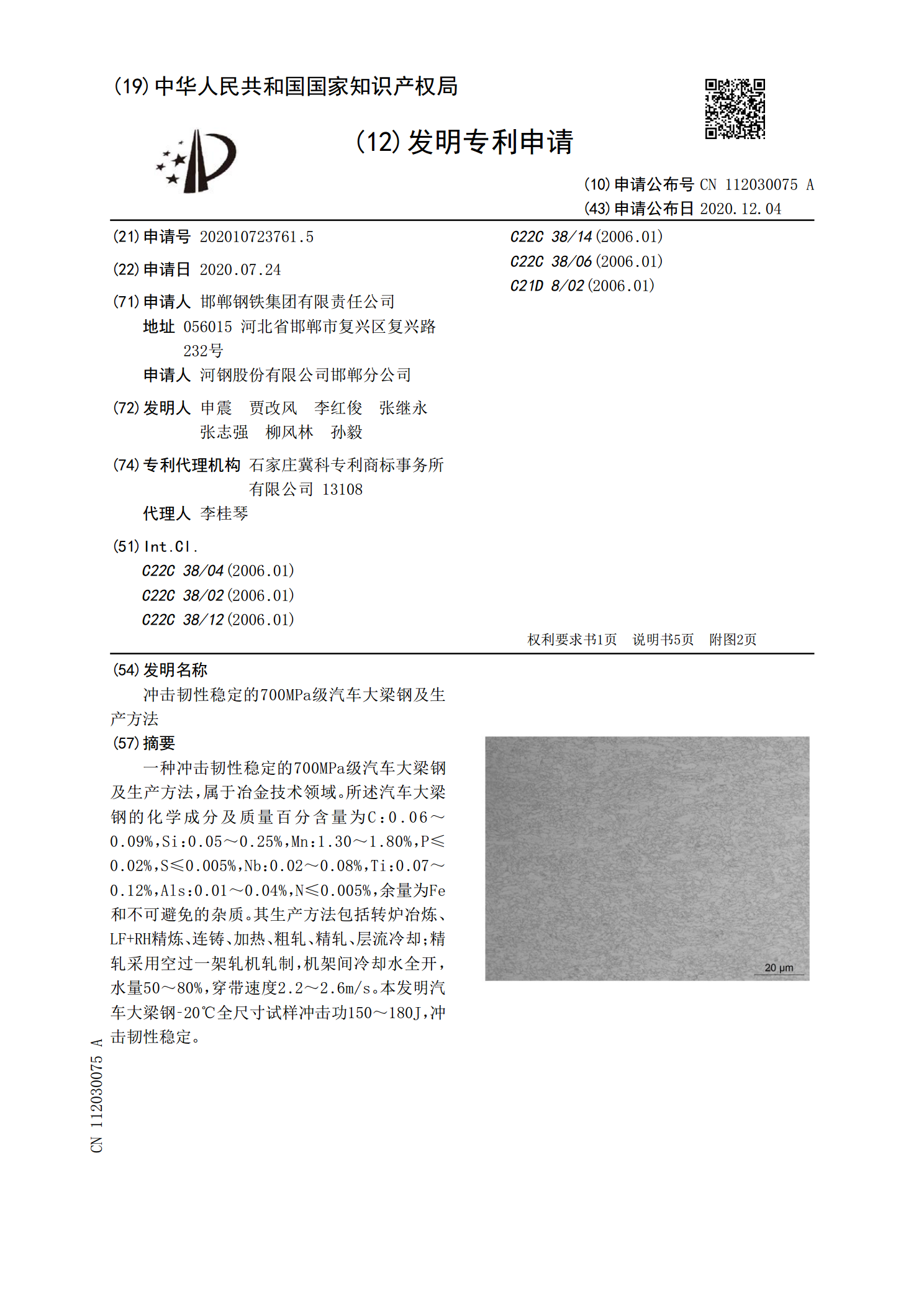
一种冲击韧性稳定的700MPa级汽车大梁钢及生产方法,属于冶金技术领域。所述汽车大梁钢的化学成分及质量百分含量为C:0.06~0.09%,Si:0.05~0.25%,Mn:1.30~1.80%,P≤0.02%,S≤0.005%,Nb:0.02~0.08%,Ti:0.07~0.12%,Als:0.01~0.04%,N≤0.005%,余量为Fe和不可避免的杂质。其生产方法包括转炉冶炼、LF+RH精炼、连铸、加热、粗轧、精轧、层流冷却;精轧采用空过一架轧机轧制,机架间冷却水全开,水量50~80%,穿带速度2.2
一种800MPa级高强耐候大梁钢带及其制备方法.pdf
本发明涉及一种800MPa级高强耐候大梁钢带及制备方法,大梁钢带化学成分重量百分比为:C:0.03%‑0.10%、Si:0.10%‑0.30%、Mn:1.60%‑1.90%、P≤0.020%、S≤0.005%、Als:0.010%‑0.050%、Cu:0.2%‑0.4%、Cr:0.30%‑0.5%、Mo:0.08%‑0.20%、Ti:0.070%‑0.14%,N≤0.0060%,其他为Fe及不可避免的残余元素。制备方法包括板坯加热、粗轧、精轧、控制冷却和轧后缓冷工序;所述板坯加热工序,加热炉空燃比0.9‑

700MPa级汽车大梁钢轧钢工艺探讨.docx
700MPa级汽车大梁钢轧钢工艺探讨700MPa级汽车大梁钢轧钢工艺探讨摘要:汽车大梁是汽车的重要结构部件之一,承载着车身的重要荷载。近年来,随着车辆安全性能的要求越来越高,对大梁钢的强度和韧性也有着更高的要求。本论文以700MPa级汽车大梁钢的轧钢工艺为研究对象,探讨了影响其力学性能的主要因素,并对其轧制工艺进行了分析和优化。通过分析实验结果和对比不同工艺参数的试验数据,得出了一种较为优化的轧钢工艺,以满足700MPa级汽车大梁钢的力学性能要求。关键词:汽车大梁;700MPa级钢;轧钢工艺;力学性能;优