
一种800MPa级高强耐候大梁钢带及其制备方法.pdf

一吃****继勇


1/9
2/9
3/9

4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种800MPa级高强耐候大梁钢带及其制备方法.pdf
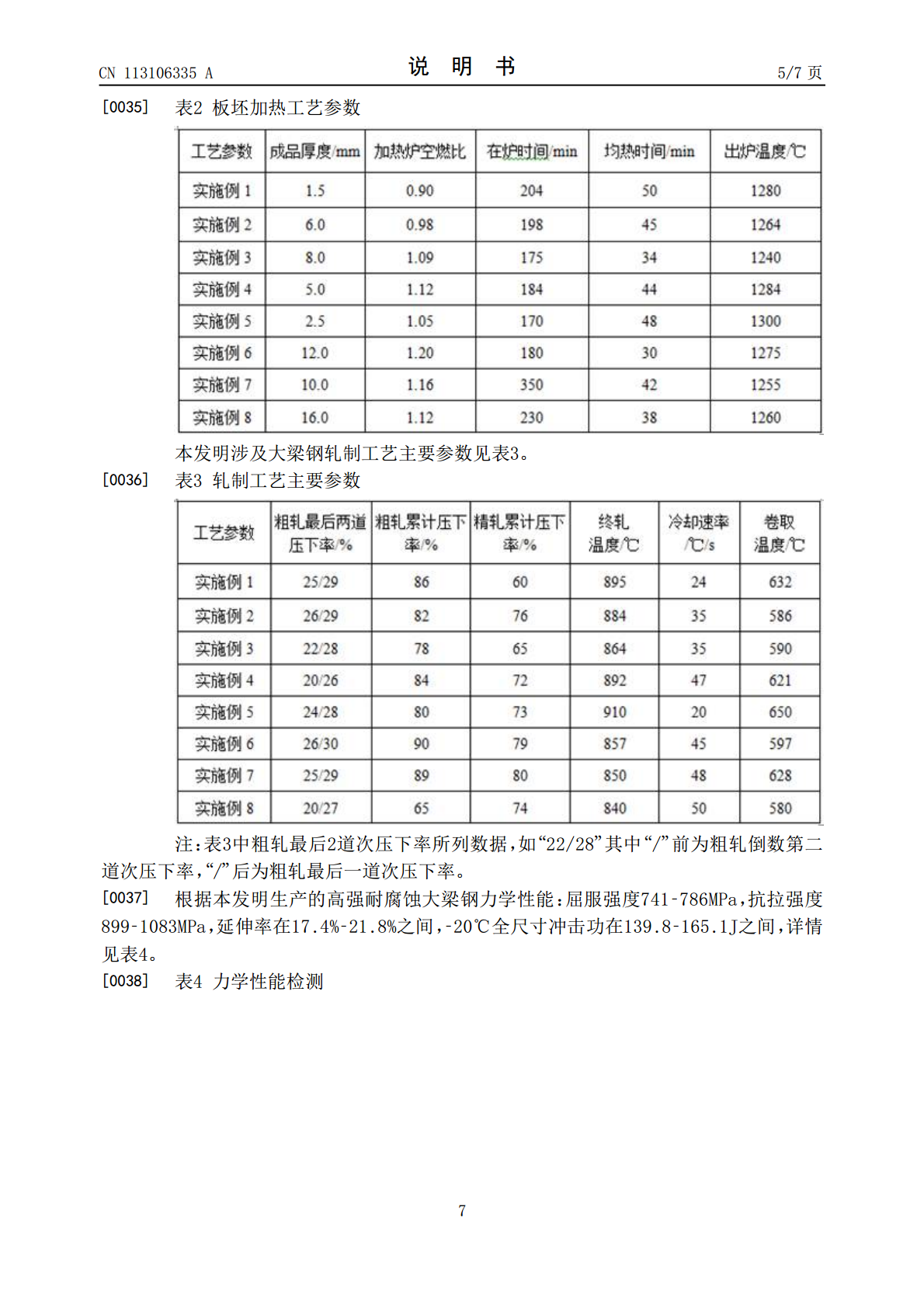
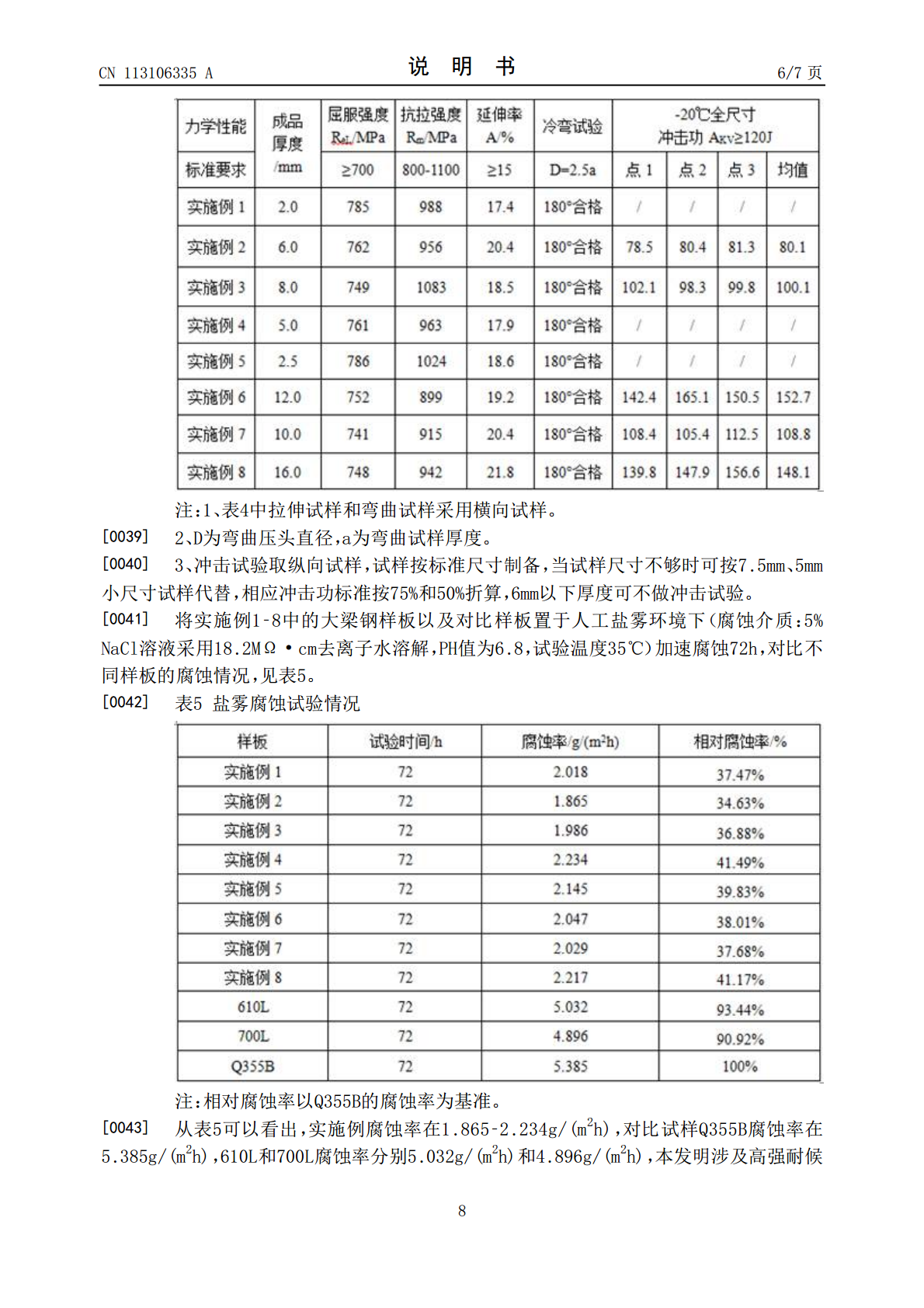
本发明涉及一种800MPa级高强耐候大梁钢带及制备方法,大梁钢带化学成分重量百分比为:C:0.03%‑0.10%、Si:0.10%‑0.30%、Mn:1.60%‑1.90%、P≤0.020%、S≤0.005%、Als:0.010%‑0.050%、Cu:0.2%‑0.4%、Cr:0.30%‑0.5%、Mo:0.08%‑0.20%、Ti:0.070%‑0.14%,N≤0.0060%,其他为Fe及不可避免的残余元素。制备方法包括板坯加热、粗轧、精轧、控制冷却和轧后缓冷工序;所述板坯加热工序,加热炉空燃比0.9‑
一种800MPa级高强耐候钢板及其生产方法.pdf
本发明公开了一种800MPa级高强耐候钢板及其生产方法,高强耐候钢板化学成分的重量百分比为C≤0.12%,Si≤0.40%,Mn:1.60~2.00%,P≤0.025%,S≤0.010%,Nb+V+Ti:0.10~0.40%,Mo:0.10~0.45%,Als:0.015~0.050%,N≤0.008%,余量为Fe及不可避免的杂质元素。生产方法包括转炉冶炼,LF精炼,板坯连铸,板坯加热,高压水除鳞,控制轧制及控制冷却工序。本发明所生产热轧卷板,利用多种元素的综合强化作用来提高钢的强度,并添加Mo元素提高钢
一种耐大气腐蚀800MPa级薄规格高强耐候钢板及其生产方法.pdf
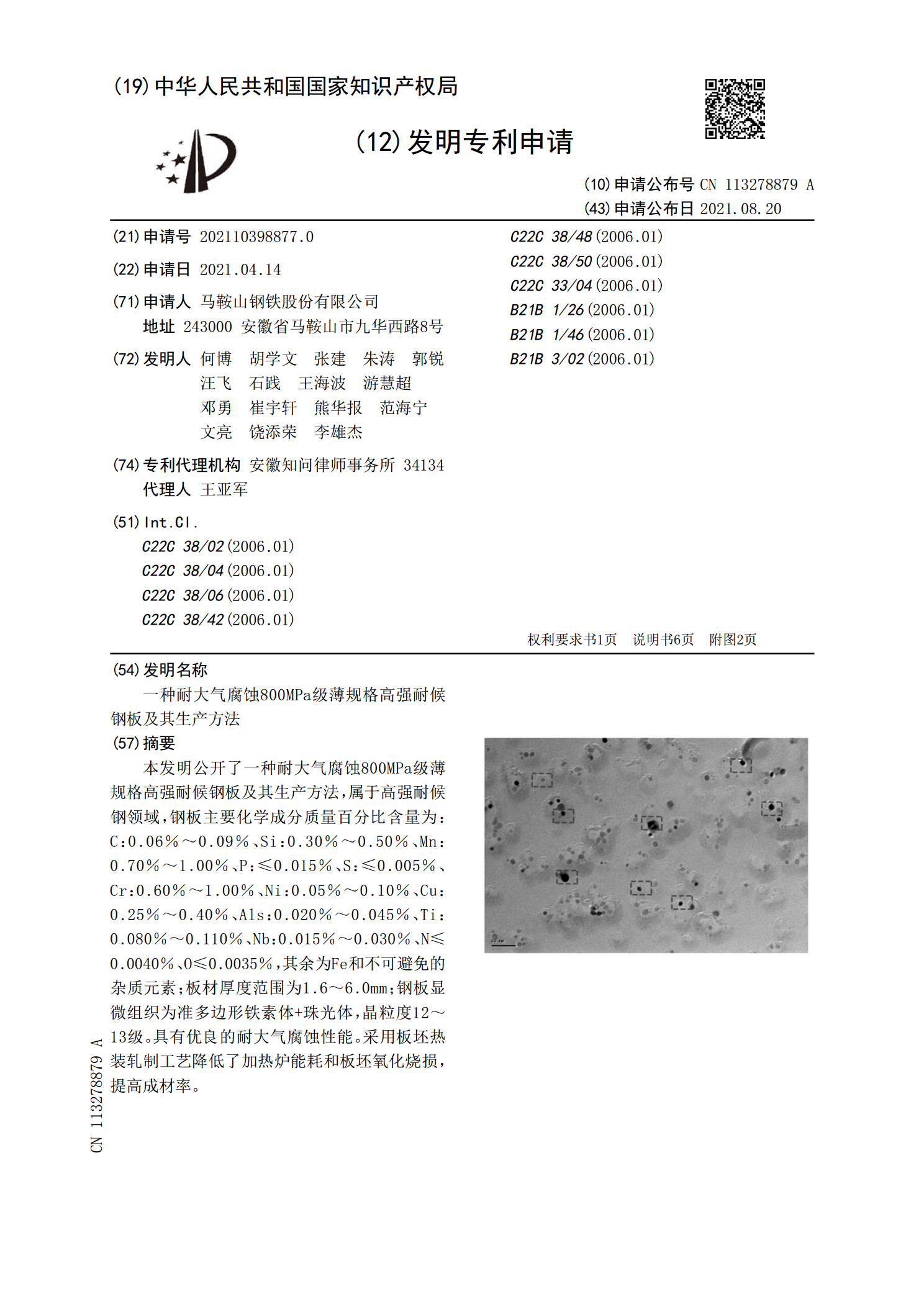
本发明公开了一种耐大气腐蚀800MPa级薄规格高强耐候钢板及其生产方法,属于高强耐候钢领域,钢板主要化学成分质量百分比含量为:C:0.06%~0.09%、Si:0.30%~0.50%、Mn:0.70%~1.00%、P:≤0.015%、S:≤0.005%、Cr:0.60%~1.00%、Ni:0.05%~0.10%、Cu:0.25%~0.40%、Als:0.020%~0.045%、Ti:0.080%~0.110%、Nb:0.015%~0.030%、N≤0.0040%、O≤0.0035%,其余为Fe和不可避免的

一种700Mpa级高强耐候钢带及其CSP工艺生产方法.pdf
本发明公开了一种700Mpa级高强耐候钢带及其CSP工艺生产方法,一种700Mpa级高强耐候钢带由C、Si、Mn、P、S、Als、Cu、Cr、Ni、Ti、Mo及Fe和不可避免的夹杂元素按重量百分比组成。生产方法包括如下步骤:铁水预处理、转炉和精炼炉冶炼、连铸连轧。本发明生产方法工艺简单,生产成本低,充分利用CSP现有技术装备,通过在普碳钢中加入微量元素,使钢材表面形成氧化物膜保护基体,减缓腐蚀速度,提高钢铁腐蚀能力。本发明控制连铸拉速及板坯厚度,可使中包及结晶器内钢水中的夹杂物有充分时间上浮避免漏钢风险,

一种耐候高强环保仿古砖及其制备方法.pdf
本发明公开了一种耐候高强环保仿古砖,包括以下重量份的原料:青石粉10‑20份、仿古助剂3‑7份、高炉矿渣7‑9份、钢渣5‑7份、煤矸石4‑8份、净化填土10‑14份、防水乳胶8‑12份、增粘添加物6‑8份、矿石粉料13‑15份、细砂10‑14份、硅酸盐水泥7‑11份。本发明的环保仿古砖具有抗渗、抗腐蚀、抗冻融的优异性能,其抗压强度较高,外观颜色纯正、古韵味十足,用于古建筑修复或者模拟具有逼真的效果,同时本发明的制备方法采用大量工业农业废弃物,节约了资源,降低了成本、原料易得、且工艺简明、有效降低了对环境的