
一种AF1410钢长杆锻件的热处理方法.pdf

小长****6淑


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种AF1410钢长杆锻件的热处理方法.pdf
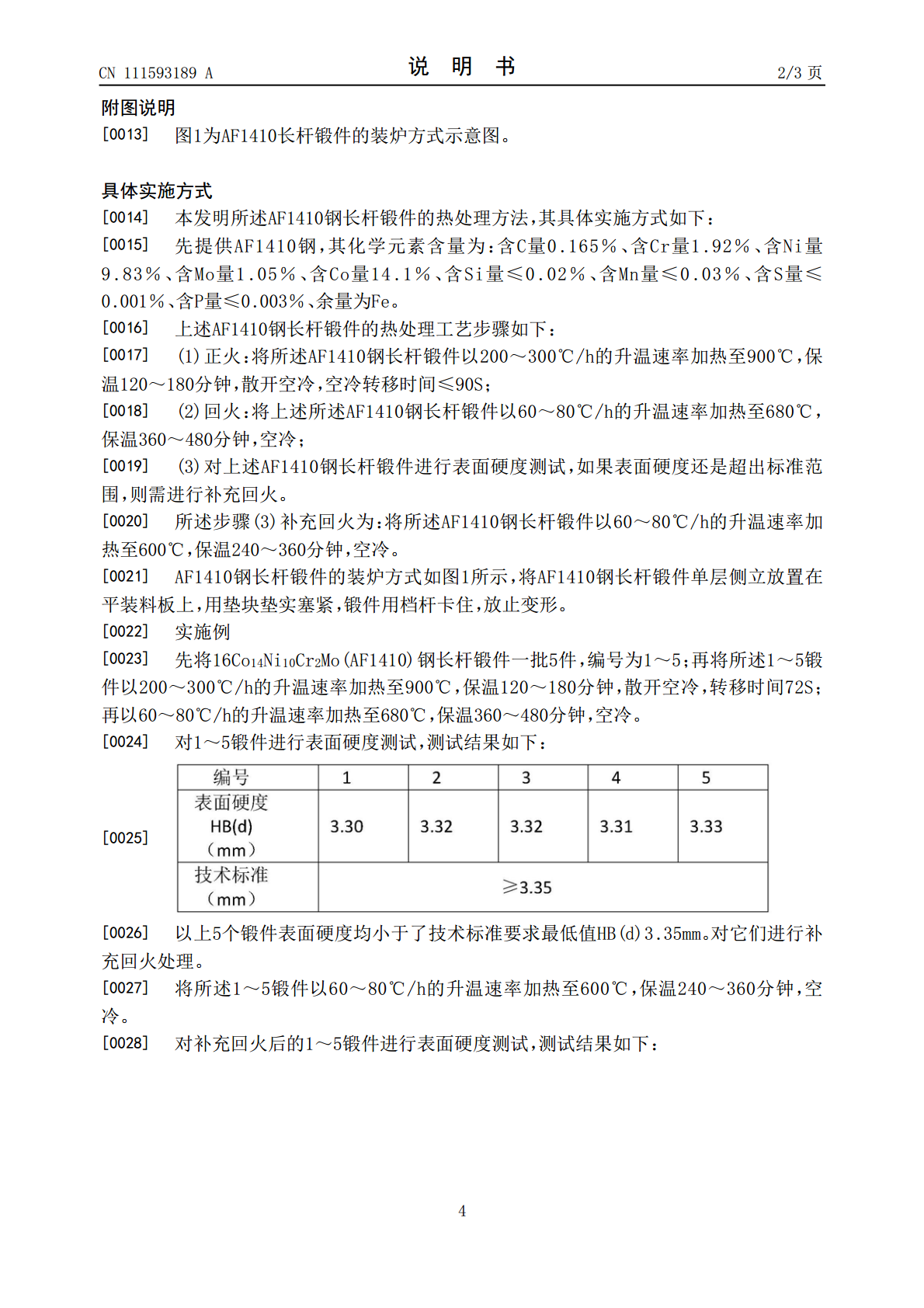
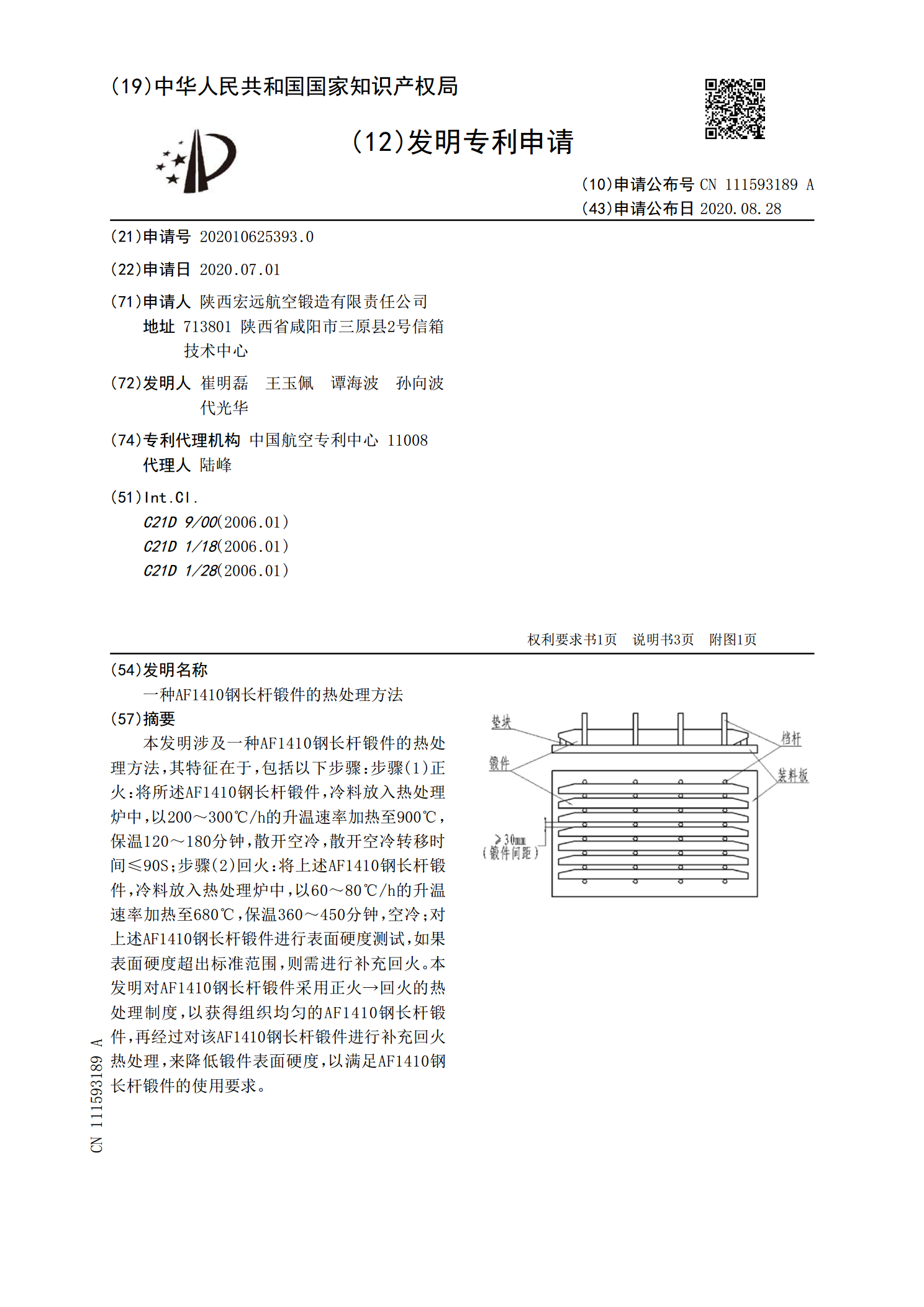
本发明涉及一种AF1410钢长杆锻件的热处理方法,其特征在于,包括以下步骤:步骤(1)正火:将所述AF1410钢长杆锻件,冷料放入热处理炉中,以200~300℃/h的升温速率加热至900℃,保温120~180分钟,散开空冷,散开空冷转移时间≤90S;步骤(2)回火:将上述AF1410钢长杆锻件,冷料放入热处理炉中,以60~80℃/h的升温速率加热至680℃,保温360~450分钟,空冷;对上述AF1410钢长杆锻件进行表面硬度测试,如果表面硬度超出标准范围,则需进行补充回火。本发明对AF1410钢长杆锻件
消除AF1410钢锻件组织混晶的方法.pdf
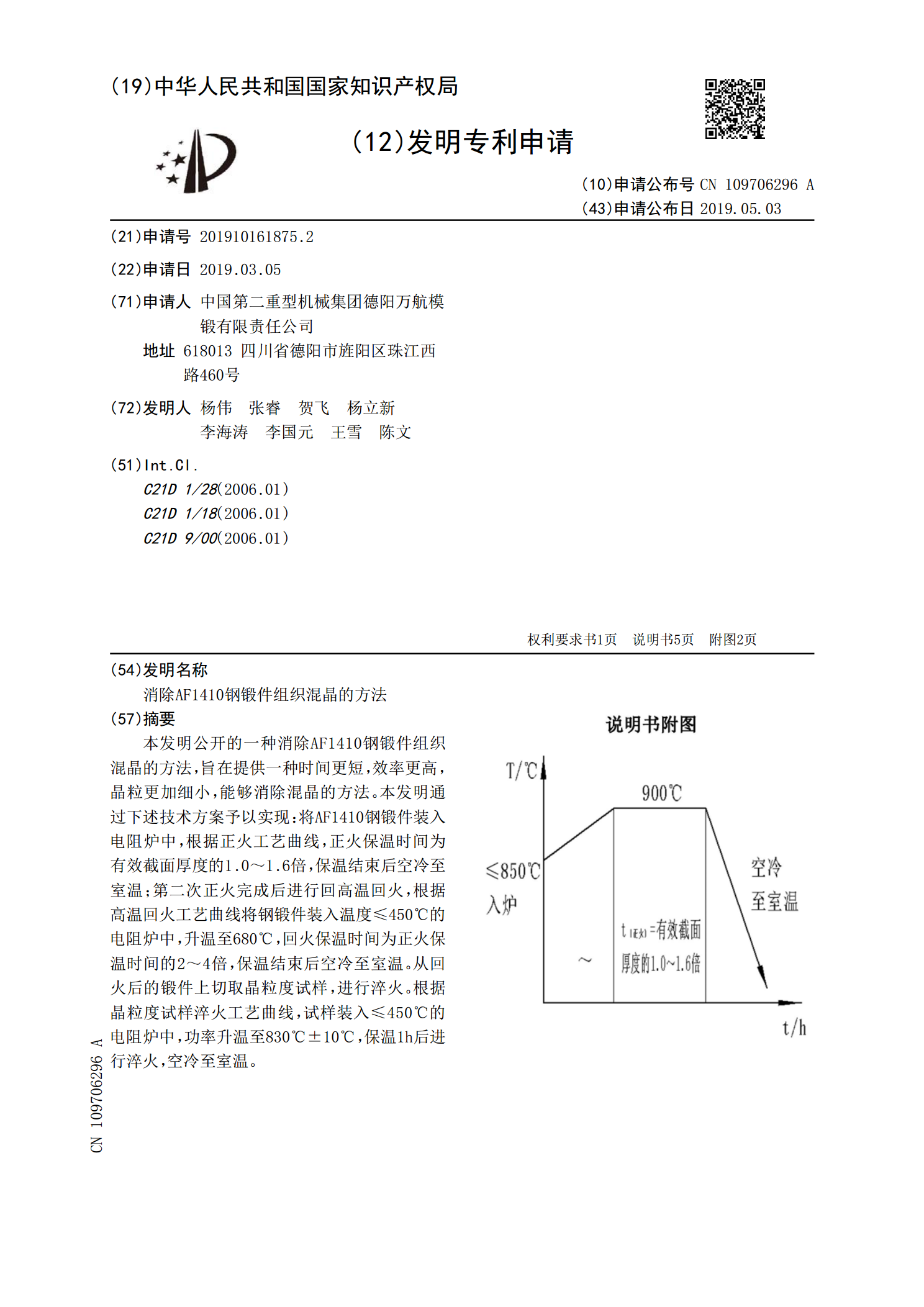
本发明公开的一种消除AF1410钢锻件组织混晶的方法,旨在提供一种时间更短,效率更高,晶粒更加细小,能够消除混晶的方法。本发明通过下述技术方案予以实现:将AF1410钢锻件装入电阻炉中,根据正火工艺曲线,正火保温时间为有效截面厚度的1.0~1.6倍,保温结束后空冷至室温;第二次正火完成后进行回高温回火,根据高温回火工艺曲线将钢锻件装入温度≤450℃的电阻炉中,升温至680℃,回火保温时间为正火保温时间的2~4倍,保温结束后空冷至室温。从回火后的锻件上切取晶粒度试样,进行淬火。根据晶粒度试样淬火工艺曲线,试

不锈钢耐热钢锻件热处理方法.pdf
本发明涉及金属热处理技术领域,尤其涉及不锈钢耐热钢锻件热处理方法,可提高所加工的工件的高温持久性能,特别适用于600MW汽轮机的高温部件喷嘴加强环的热处理加工,本发明的方法在调质处理前增加一道退火步骤,所述退火步骤中,将不锈钢耐热钢锻件以30-80℃/h的速度加热到900-940℃并保温7-9小时,然后随炉冷却到450-550℃后出炉空冷。本发明的方法可改善不锈钢耐热钢锻件的原始组织细化晶粒度,为后续的调质步骤作准备,在后续调质过程中,通过工艺曲线控制,在保证产品强度的条件下,把晶粒度控制在2-4级,可以

一种钢滚圈锻件的热处理工艺.pdf
本发明公开一种钢滚圈锻件的热处理工艺,所述钢滚圈锻件采用35号钢锻造而成,且钢滚圈锻件的壁厚为70mm~100mm,包括以下步骤:a、将钢滚圈锻件加热至840℃~870℃,保温4h~6h;b、保温结束后,将钢滚圈锻件浸入冷却介质中,停留5s~10s,所述冷却介质的温度为15℃~25℃;c、将钢滚圈锻件取出空冷至室温。本发明通过严格控制过水时间,从而可利用工件余热进行高温回火,相较于传统调质处理方式,可省去高温回火操作,不仅节约了能源,且大大缩短了生产时间,提高了生产效率。
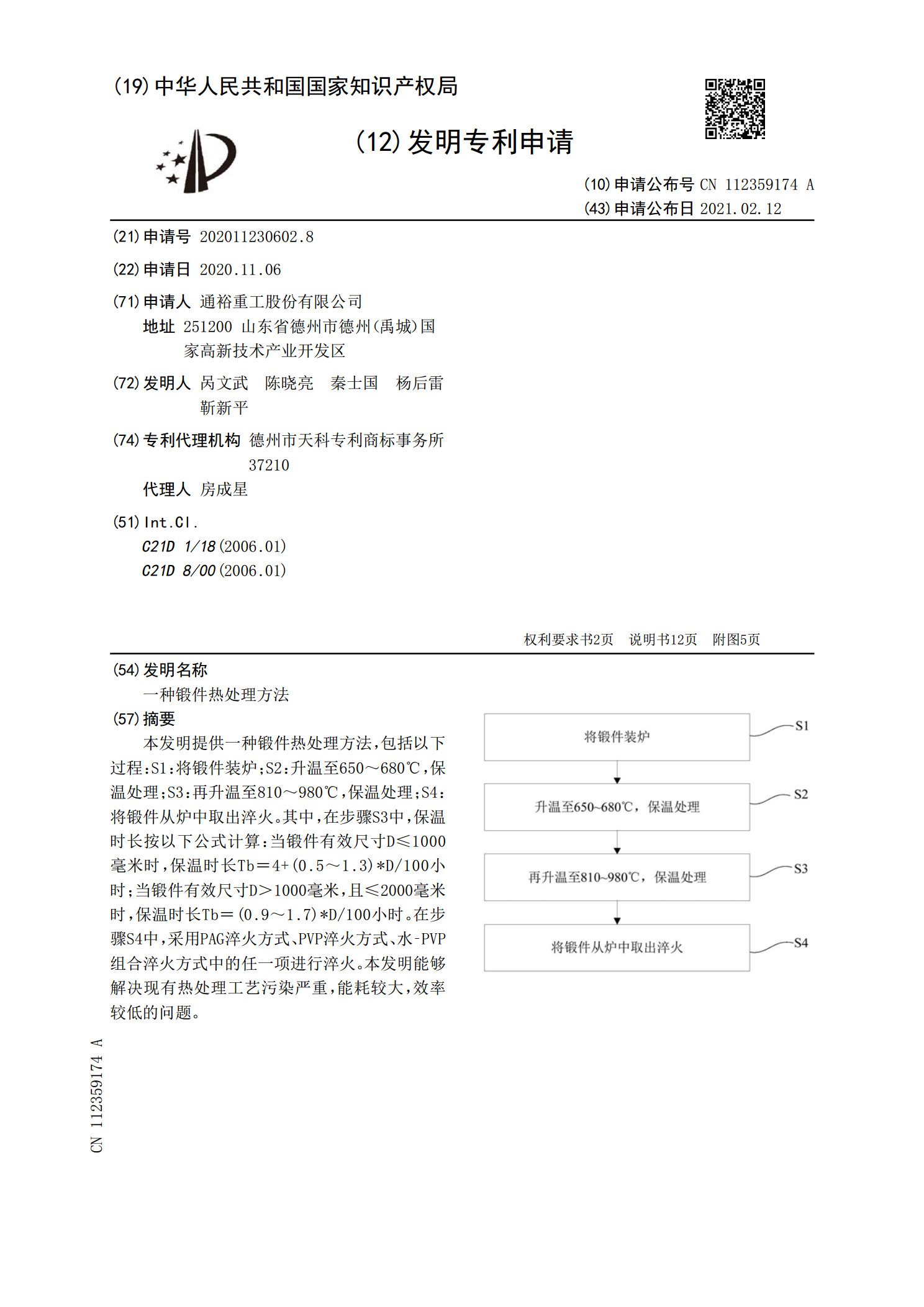
一种锻件热处理方法.pdf
本发明提供一种锻件热处理方法,包括以下过程:S1:将锻件装炉;S2:升温至650~680℃,保温处理;S3:再升温至810~980℃,保温处理;S4:将锻件从炉中取出淬火。其中,在步骤S3中,保温时长按以下公式计算:当锻件有效尺寸D≤1000毫米时,保温时长Tb=4+(0.5~1.3)*D/100小时;当锻件有效尺寸D>1000毫米,且≤2000毫米时,保温时长Tb=(0.9~1.7)*D/100小时。在步骤S4中,采用PAG淬火方式、PVP淬火方式、水‑PVP组合淬火方式中的任一项进行淬火。本发明能够解