
钛靶热等静压焊接方法及制备的靶材.pdf

小代****回来

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钛靶热等静压焊接方法及制备的靶材.pdf
本发明提供一种钛靶热等静压焊接方法及制备的靶材,属于靶材技术领域。钛靶热等静压焊接方法,包括如下步骤:将钛靶的钛焊接面进行粗加工。将铝背板的铝焊接面进行粗加工,在铝焊接面上设置铝槽。将粗加工后的钛靶和开设铝槽后的铝背板放入IPA液中进行超声清洗,并进行真空干燥。将钛靶放入铝槽内,并放入包套中进行抽真空处理。将包套放入热等静压炉中进行热等静压焊接。此焊接方法可以节约加工时间,避免加工材料的浪费并缩短焊接时间。通过此方法制备的靶材强度较高,满足半导体溅射靶材使用要求。
钽靶材和铝背板的热等静压扩散焊焊接方法.pdf
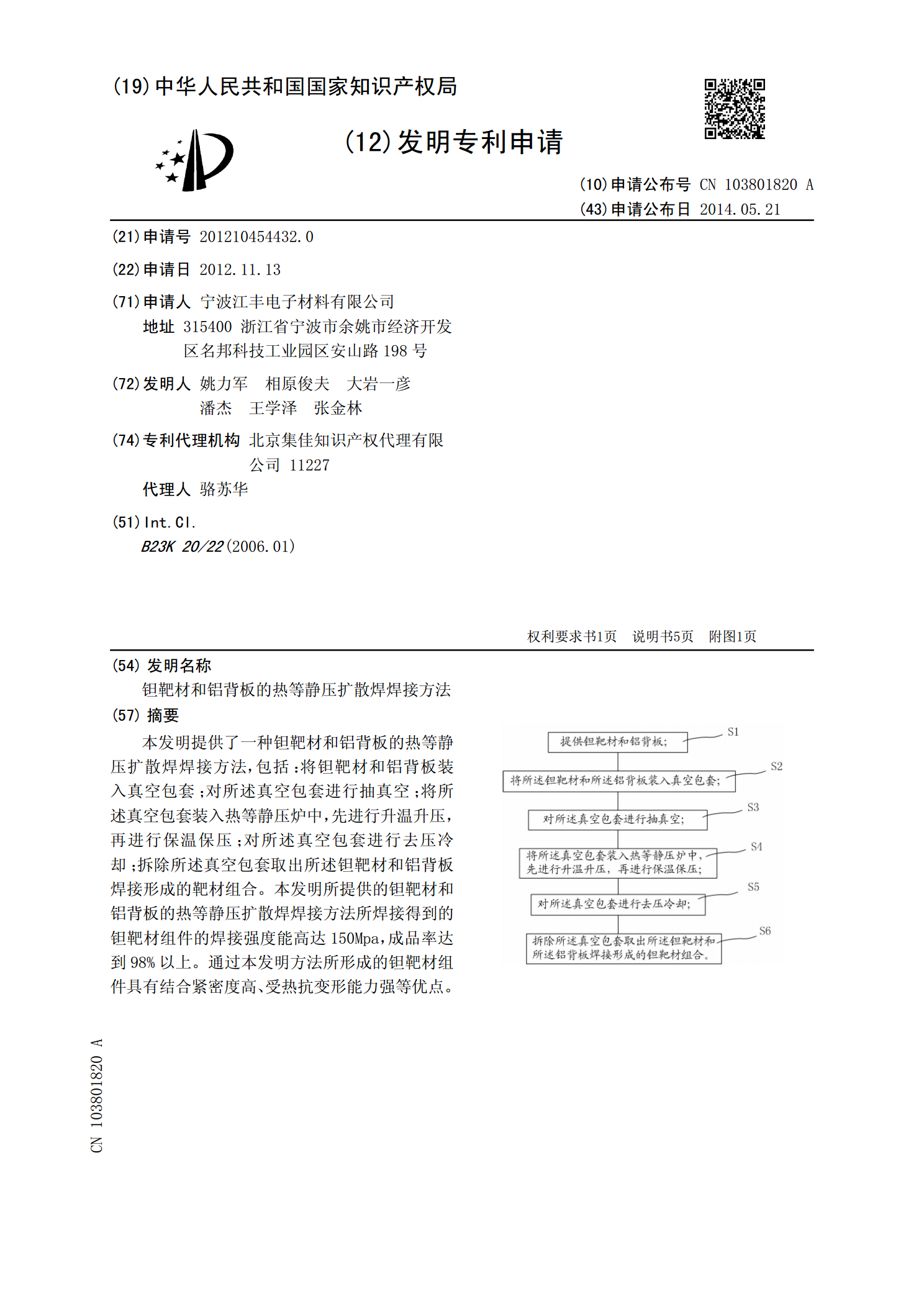
本发明提供了一种钽靶材和铝背板的热等静压扩散焊焊接方法,包括:将钽靶材和铝背板装入真空包套;对所述真空包套进行抽真空;将所述真空包套装入热等静压炉中,先进行升温升压,再进行保温保压;对所述真空包套进行去压冷却;拆除所述真空包套取出所述钽靶材和铝背板焊接形成的靶材组合。本发明所提供的钽靶材和铝背板的热等静压扩散焊焊接方法所焊接得到的钽靶材组件的焊接强度能高达150Mpa,成品率达到98%以上。通过本发明方法所形成的钽靶材组件具有结合紧密度高、受热抗变形能力强等优点。
铬平面靶材热等静压处理方法.pdf
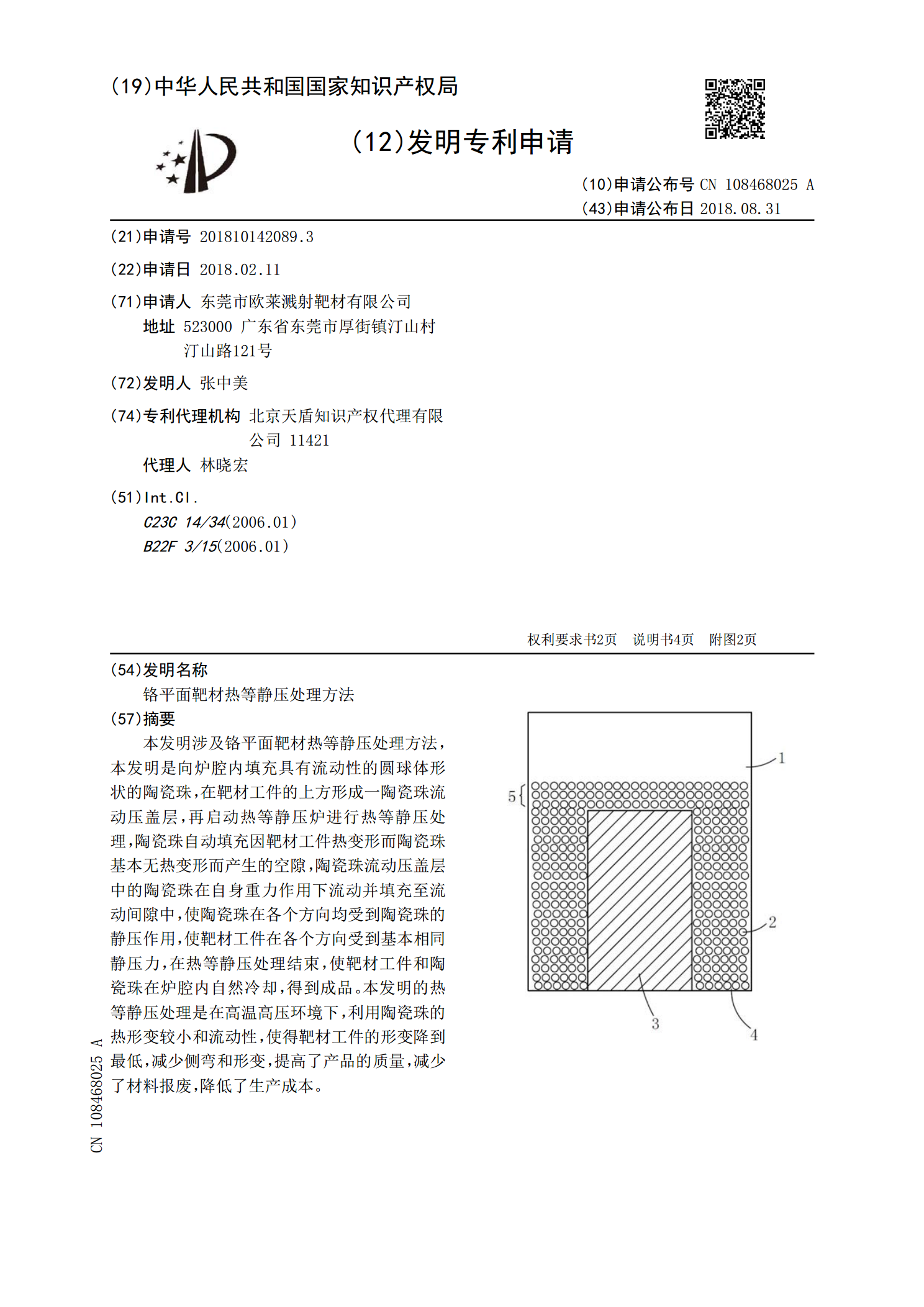
本发明涉及铬平面靶材热等静压处理方法,本发明是向炉腔内填充具有流动性的圆球体形状的陶瓷珠,在靶材工件的上方形成一陶瓷珠流动压盖层,再启动热等静压炉进行热等静压处理,陶瓷珠自动填充因靶材工件热变形而陶瓷珠基本无热变形而产生的空隙,陶瓷珠流动压盖层中的陶瓷珠在自身重力作用下流动并填充至流动间隙中,使陶瓷珠在各个方向均受到陶瓷珠的静压作用,使靶材工件在各个方向受到基本相同静压力,在热等静压处理结束,使靶材工件和陶瓷珠在炉腔内自然冷却,得到成品。本发明的热等静压处理是在高温高压环境下,利用陶瓷珠的热形变较小和流动
钛铝合金靶材的制备方法.pdf
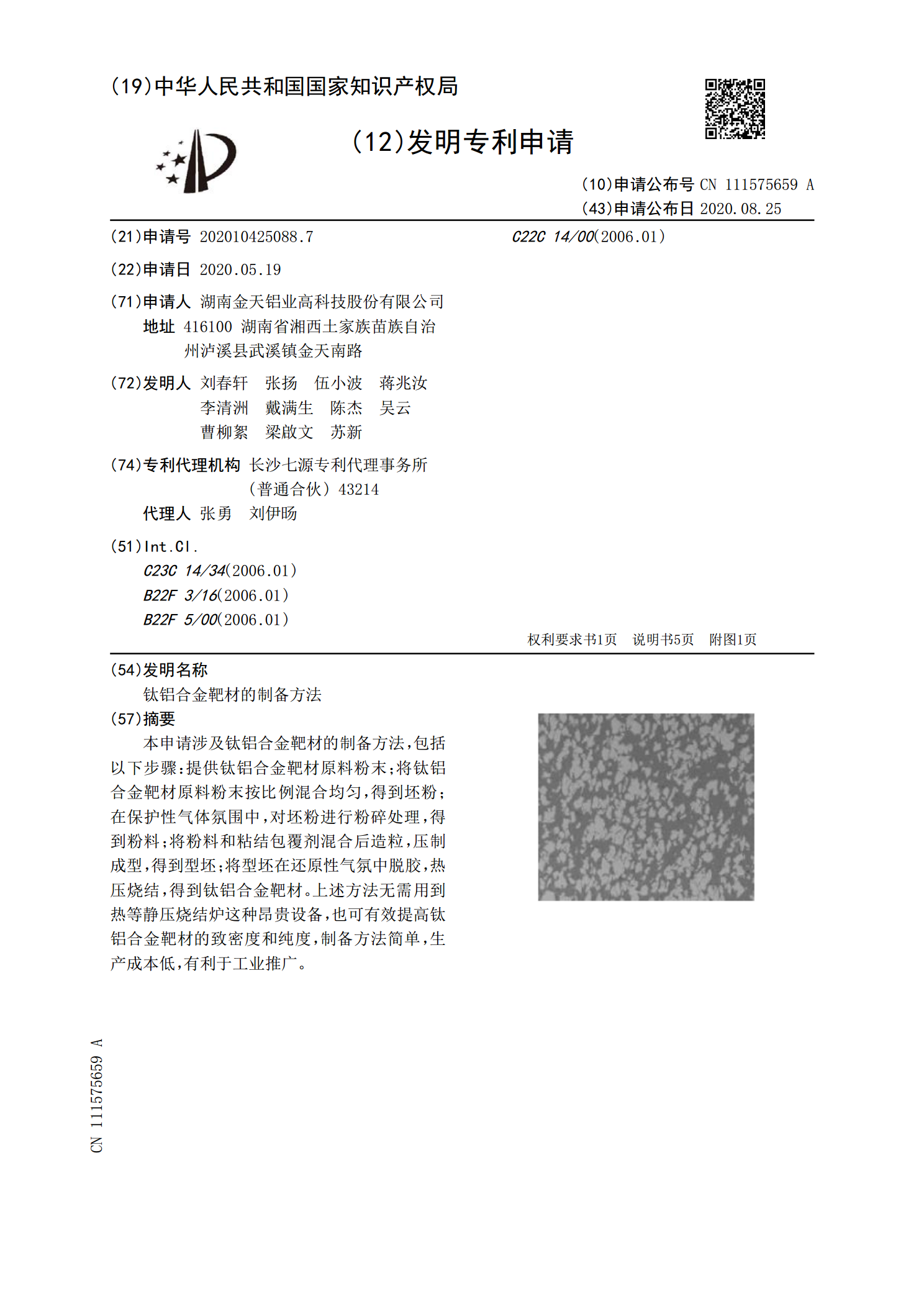
本申请涉及钛铝合金靶材的制备方法,包括以下步骤:提供钛铝合金靶材原料粉末;将钛铝合金靶材原料粉末按比例混合均匀,得到坯粉;在保护性气体氛围中,对坯粉进行粉碎处理,得到粉料;将粉料和粘结包覆剂混合后造粒,压制成型,得到型坯;将型坯在还原性气氛中脱胶,热压烧结,得到钛铝合金靶材。上述方法无需用到热等静压烧结炉这种昂贵设备,也可有效提高钛铝合金靶材的致密度和纯度,制备方法简单,生产成本低,有利于工业推广。

一种条形钛靶材组件的焊接方法.pdf
本发明涉及一种条形钛靶材组件的焊接方法,所述焊接方法包括:将遮蔽后的背板和条形钛靶材进行加热,将焊料设置于所述加热后背板和条形钛靶材的焊接面并采用钢刷对焊接面进行处理;对所述钢刷处理后靶材的焊接面采用手枪钻钢丝钻头进行处理,之后进行浸润处理;对所述钢刷处理后背板的焊接面进行浸润处理;将所述浸润处理后的靶材和背板进行组装并放置压块,然后进行冷却,得到所述条形钛靶材组件;所述压块设置于靶材的非焊接面,沿着所述靶材的中心线设置7‑8列。通过对焊接前的特定的钢刷处理和浸润处理方式,并在随炉冷却中还设置有压块,使得