
钽靶材和铝背板的热等静压扩散焊焊接方法.pdf

秀美****甜v

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钽靶材和铝背板的热等静压扩散焊焊接方法.pdf
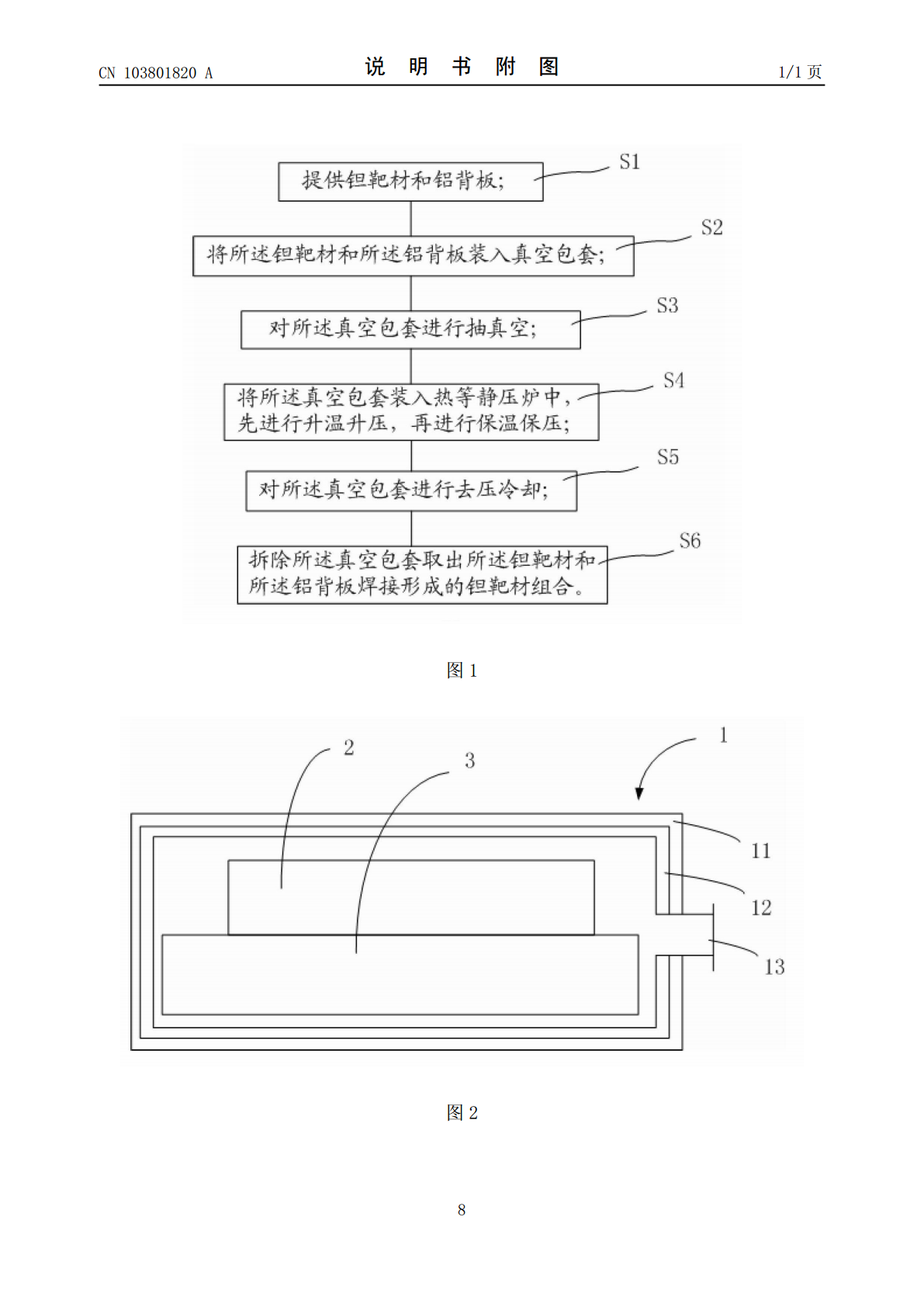
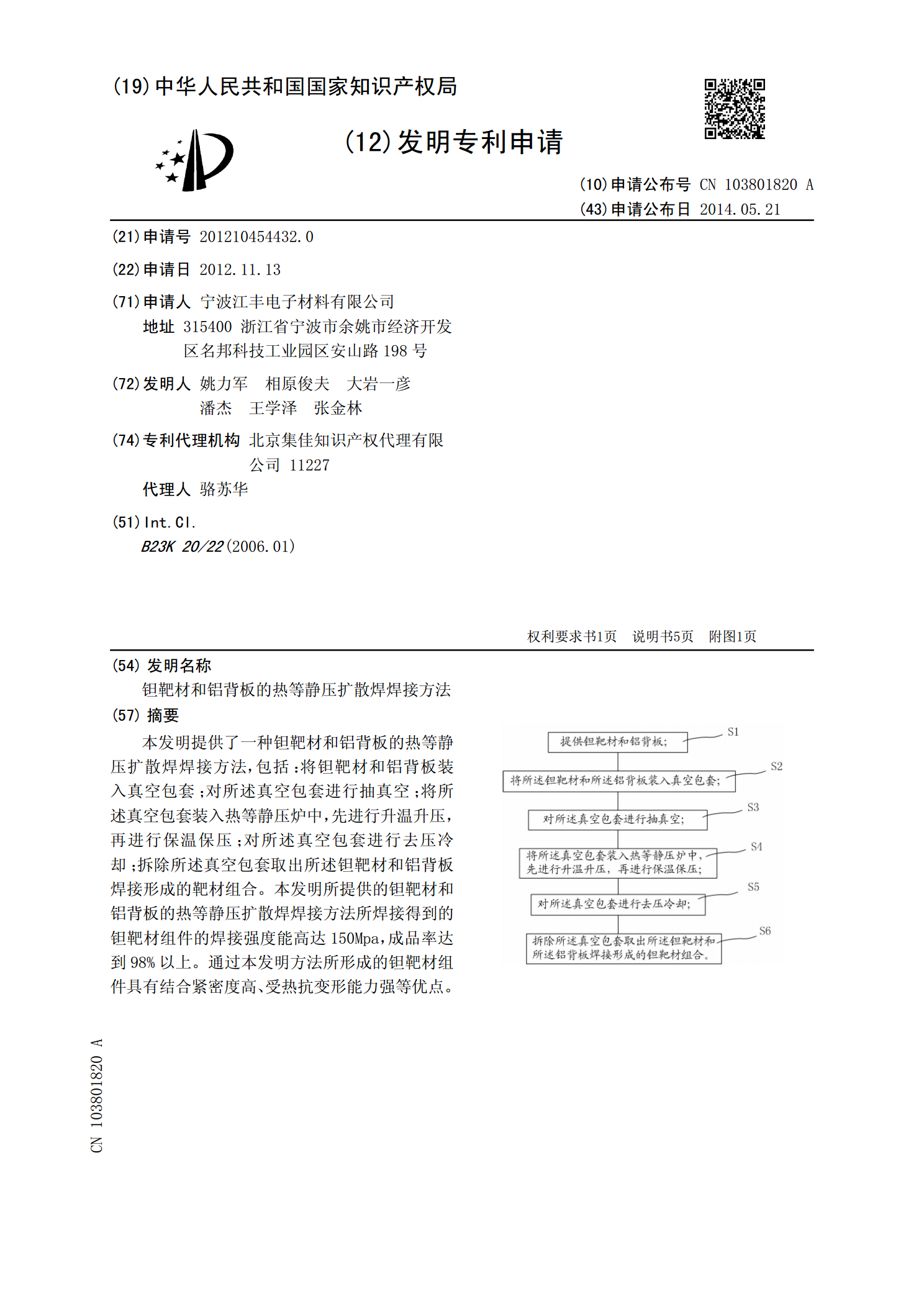
本发明提供了一种钽靶材和铝背板的热等静压扩散焊焊接方法,包括:将钽靶材和铝背板装入真空包套;对所述真空包套进行抽真空;将所述真空包套装入热等静压炉中,先进行升温升压,再进行保温保压;对所述真空包套进行去压冷却;拆除所述真空包套取出所述钽靶材和铝背板焊接形成的靶材组合。本发明所提供的钽靶材和铝背板的热等静压扩散焊焊接方法所焊接得到的钽靶材组件的焊接强度能高达150Mpa,成品率达到98%以上。通过本发明方法所形成的钽靶材组件具有结合紧密度高、受热抗变形能力强等优点。
钛靶热等静压焊接方法及制备的靶材.pdf
本发明提供一种钛靶热等静压焊接方法及制备的靶材,属于靶材技术领域。钛靶热等静压焊接方法,包括如下步骤:将钛靶的钛焊接面进行粗加工。将铝背板的铝焊接面进行粗加工,在铝焊接面上设置铝槽。将粗加工后的钛靶和开设铝槽后的铝背板放入IPA液中进行超声清洗,并进行真空干燥。将钛靶放入铝槽内,并放入包套中进行抽真空处理。将包套放入热等静压炉中进行热等静压焊接。此焊接方法可以节约加工时间,避免加工材料的浪费并缩短焊接时间。通过此方法制备的靶材强度较高,满足半导体溅射靶材使用要求。

铜背板与靶材的焊接方法.pdf
本发明提供一种铜背板与靶材的焊接方法,包括以下步骤:将铜背板、靶材放入包套中,包套设有通气管;将包套放入炉中,通过通气管对包套进行抽真空;待包套内部达到一定真空度后,使炉的温度升高到一定温度,并使炉持续保温一段时间,在炉的保温期间,依然对包套进行抽真空;密封包套的通气管;对内部设置有铜背板、靶材的包套进行热等静压焊接以使铜背板与靶材焊接在一起。在对包套进行抽真空的过程中,使包套持续置于高温环境中以使包套内部的液态水或其它液体形成蒸汽并可被抽走,从而使包套内部形成真正的真空环境,从而获得焊接强度及成品率较高
一种铝靶材组件的摩擦扩散焊方法.pdf
本发明公开了一种铝靶材组件的摩擦扩散焊方法,包括以下步骤:步骤1:对铝靶材和铝背板的待焊接面进行机械打磨及清洗处理;步骤2:将步骤1处理后的铝靶材和铝背板通过夹具固定使两者的待焊接面相对布置,通过驱动夹具使铝靶材和铝背板的待焊接面相互靠拢,并且在靠拢过程中至少一个进行旋转,在铝背板和铝靶材接触后,增加压强至0.5MPa~2.0MPa保持5s~25s后完成初步摩擦焊接;步骤3;将步骤2完成初步摩擦焊接的铝靶材组件置于轴向加压扩散焊炉内,抽真空,加热并轴向加压直至完成焊接;步骤4:冷却步骤3处理后的铝靶材组件
一种大尺寸钛靶材与铜背板的扩散焊接方法.pdf
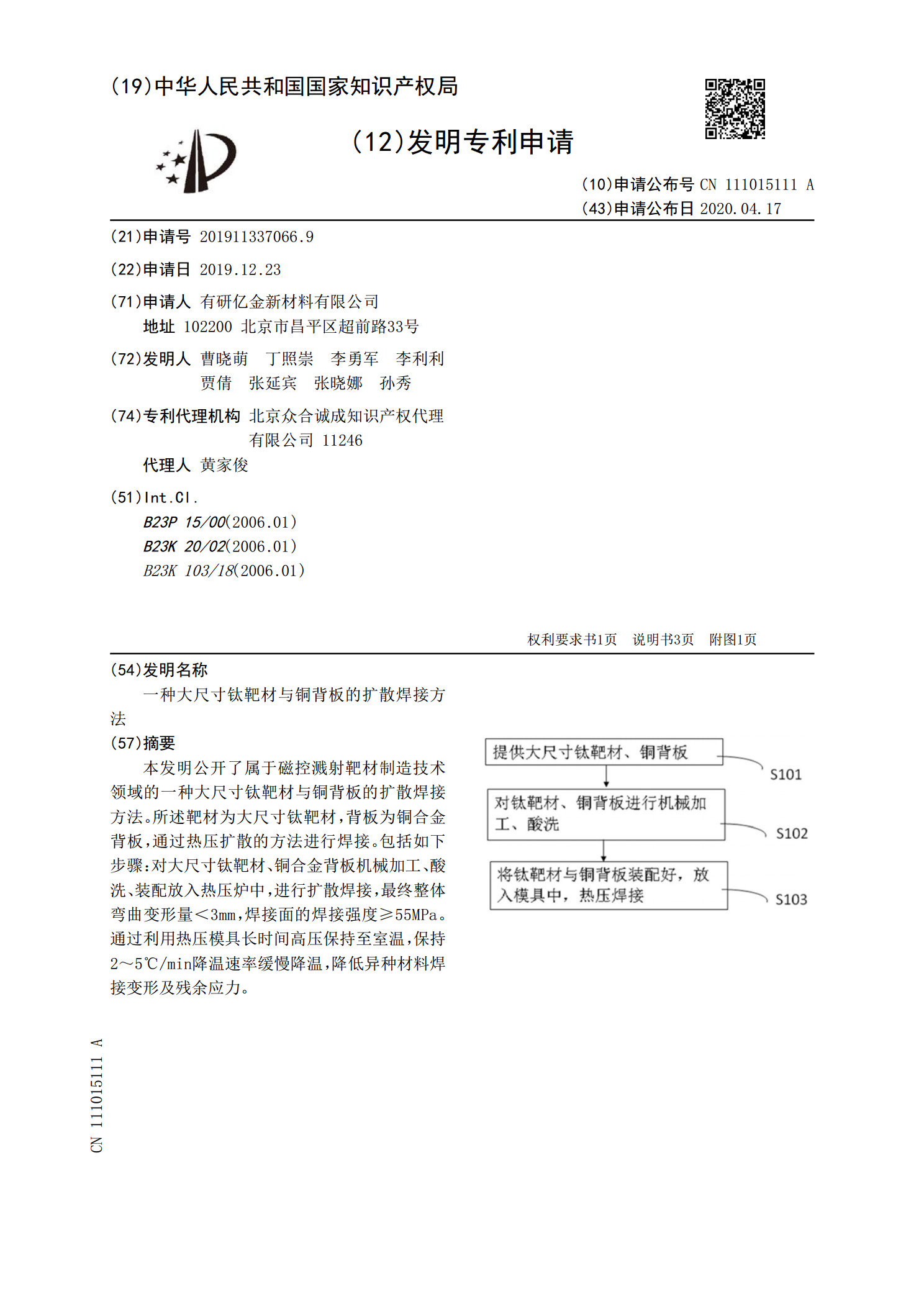
本发明公开了属于磁控溅射靶材制造技术领域的一种大尺寸钛靶材与铜背板的扩散焊接方法。所述靶材为大尺寸钛靶材,背板为铜合金背板,通过热压扩散的方法进行焊接。包括如下步骤:对大尺寸钛靶材、铜合金背板机械加工、酸洗、装配放入热压炉中,进行扩散焊接,最终整体弯曲变形量<3mm,焊接面的焊接强度≥55MPa。通过利用热压模具长时间高压保持至室温,保持2~5℃/min降温速率缓慢降温,降低异种材料焊接变形及残余应力。