
汽车覆盖件模具铸造方法.pdf

是立****92


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车覆盖件模具铸造方法.pdf
本发明一种汽车覆盖件模具铸造方法,包括以下步骤:(1)加工模型;(2)模型称量后估算模具镶块重量,刷涂料,准备造砂箱;(3)使用40‑60目型砂,舂砂捣实,砂型上扎气孔;(4)使用型砂造上箱,待型砂充分硬化;(5)依次将生铁、废钢、铬铁、锰铁、钼铁、钒铁、硅铁加入200kg感应炉熔化,扒渣,纯铝脱氧,出钢转包,浇注后冷却即得近终成形铸件;(6)浇注完成,待冷却后打箱清理。本发明通过选择铸造模样、型砂、涂料、金属液成分等工作,优化铸造工艺方案,并最终生产出新型铸造汽车覆盖件模具铸件。

一种实型铸造汽车覆盖件钼铬铸铁模具的生产方法.pdf
本发明提供一种实型铸造汽车覆盖件钼铬铸铁模具的生产方法,将生铁、废钢加入感应电炉至炉料总重量的1/3-1/2;将炉料总重量份0.7-1.4%、粒度3-10mm的碳化硅加在炉中间,然后继续添加炉料至需要的总重量进行熔化,计算添加钼铁、硅铁、锰铁、铬铁辅料,通过光谱分析或化学检验确认,将铁水化学成分调至炉前成分要求;炉前铁水出炉时在铁水包底加炉料总重量份0.1-0.5%、粒度0.2-3mm的碳化硅,使用第二步的铁水冲化铁水包底的碳化硅;当出铁水量达到所需铁水总重量的1/3-2/3时,在铁水包内随流加入铁水总重
退件机构及汽车覆盖件模具.pdf
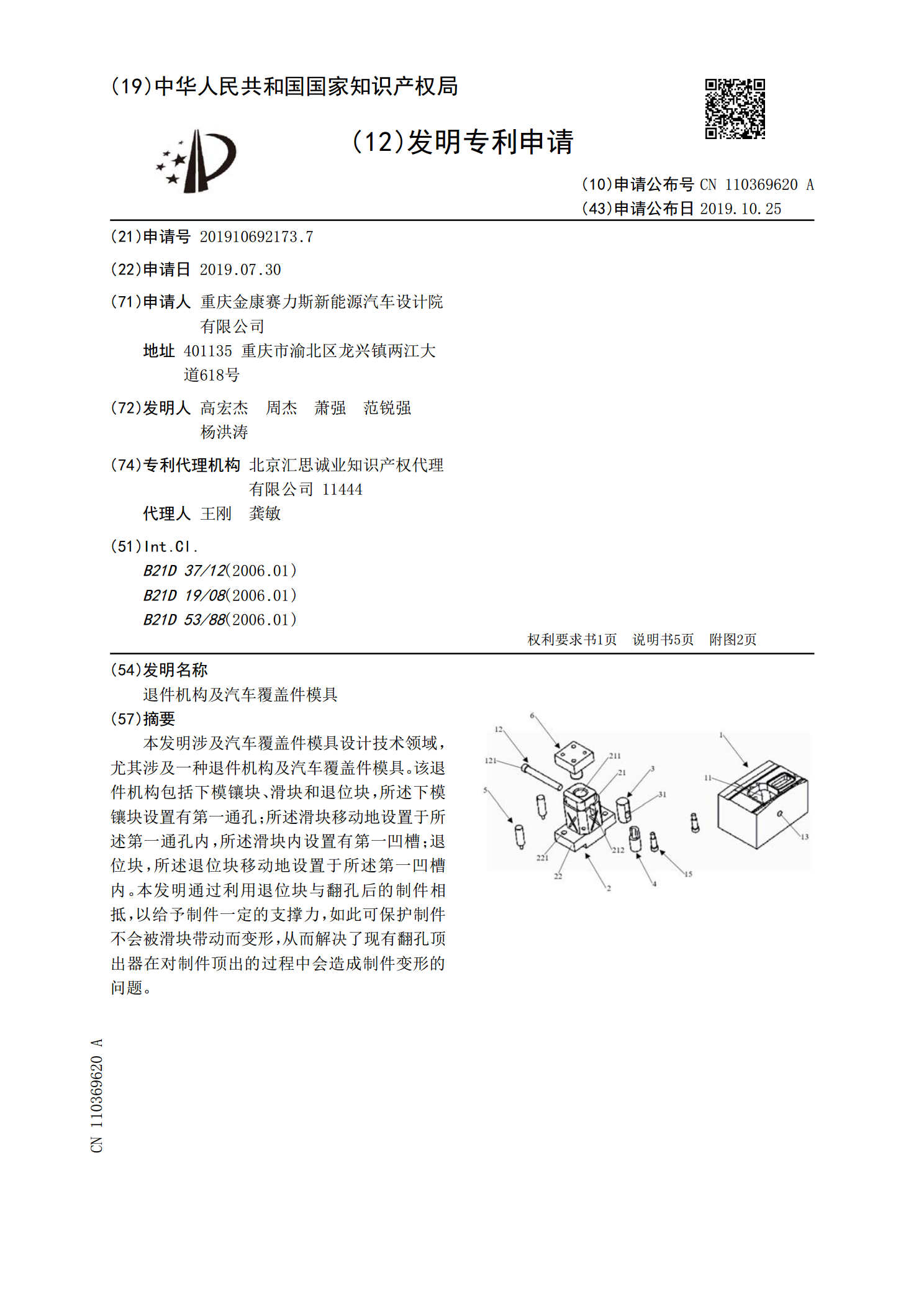
本发明涉及汽车覆盖件模具设计技术领域,尤其涉及一种退件机构及汽车覆盖件模具。该退件机构包括下模镶块、滑块和退位块,所述下模镶块设置有第一通孔;所述滑块移动地设置于所述第一通孔内,所述滑块内设置有第一凹槽;退位块,所述退位块移动地设置于所述第一凹槽内。本发明通过利用退位块与翻孔后的制件相抵,以给予制件一定的支撑力,如此可保护制件不会被滑块带动而变形,从而解决了现有翻孔顶出器在对制件顶出的过程中会造成制件变形的问题。

汽车覆盖件模具数控加工方法论文.docx
汽车覆盖件模具数控加工方法论文关键词:凄恻覆盖件;模具;数控加工在汽车覆盖件模具的数控加工过程中,需要以汽车覆盖件模具的相关要求进行加工,而各类汽车覆盖件需要有模具控制相关参数,所以在覆盖件模具的加工过程中,需要从多个方面进行考虑让模具质量能够满足相关要求。另外在数控加工中,主要控制内容为刀具参数、刀具走向线路等,在具体给的加工过程中,需要对这些内容进行详细设计与控制。1汽车覆盖件模具加工所需满足的要求汽车覆盖件模具是汽车生产质量的主要模块。在汽车生产过程中,汽车工厂不仅需要对汽车模型进行设定,还需要对汽
汽车覆盖件模具数控加工方法论文.docx
汽车覆盖件模具数控加工方法论文关键词:凄恻覆盖件;模具;数控加工在汽车覆盖件模具的数控加工过程中,需要以汽车覆盖件模具的相关要求进行加工,而各类汽车覆盖件需要有模具控制相关参数,所以在覆盖件模具的加工过程中,需要从多个方面进行考虑让模具质量能够满足相关要求。另外在数控加工中,主要控制内容为刀具参数、刀具走向线路等,在具体给的加工过程中,需要对这些内容进行详细设计与控制。1汽车覆盖件模具加工所需满足的要求汽车覆盖件模具是汽车生产质量的主要模块。在汽车生产过程中,汽车工厂不仅需要对汽车模型进行设定,还需要对汽