
高炉风口前端帽体的短流程挤压成型工艺的优化设计方法.pdf

明轩****la


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高炉风口前端帽体的短流程挤压成型工艺的优化设计方法.pdf
本发明提出一种高炉风口前端帽体的短流程挤压成型工艺的优化设计方法,通过将紫铜圆筒坯料经过一次热反挤压和一次扩孔即可得到前端帽体成品,具体包括以下步骤:(1)高炉风口前端帽体的热反挤压工艺设计;(2)高炉风口前端帽体的扩孔工艺设计;(3)高炉风口前端帽体的热反挤压工艺优化与模具设计;(4)高炉风口前端帽体的分瓣扩孔模具设计;(5)将紫铜空心圆筒坯料加热至热成形温度,放入反挤压模具中,一次反挤压得到半成品;(6)利用所设计的分瓣扩孔模具,对其中心孔挤压扩孔。该工艺优化设计方法针对性强,使得具有高度差内外锥度筒

一种高炉风口小套用前帽旋压成型设备及其工艺.pdf
本发明涉及一种高炉风口小套用前帽旋压成型设备及其工艺,成型设备包括机架,机架为“十”字形结构,机架包括基座和两个侧座,基座上设有第一导轨,基座上设有第二导轨,第一导轨和第二导轨均为横向设置,成型工艺包括以下步骤:步骤1、准备铜饼毛坯;步骤2、加热铜饼毛坯;步骤3、放置铜饼毛坯;步骤4、强力旋压铜饼毛坯,本发明高炉风口小套用前帽旋压成型工艺相对于冲压前帽的成型工艺节省材料,不需要二次加工精度可控,深筒状的强旋前帽相对于短筒状冲压前帽导热提高30%。
一种高炉风口小套挤压工艺.pdf
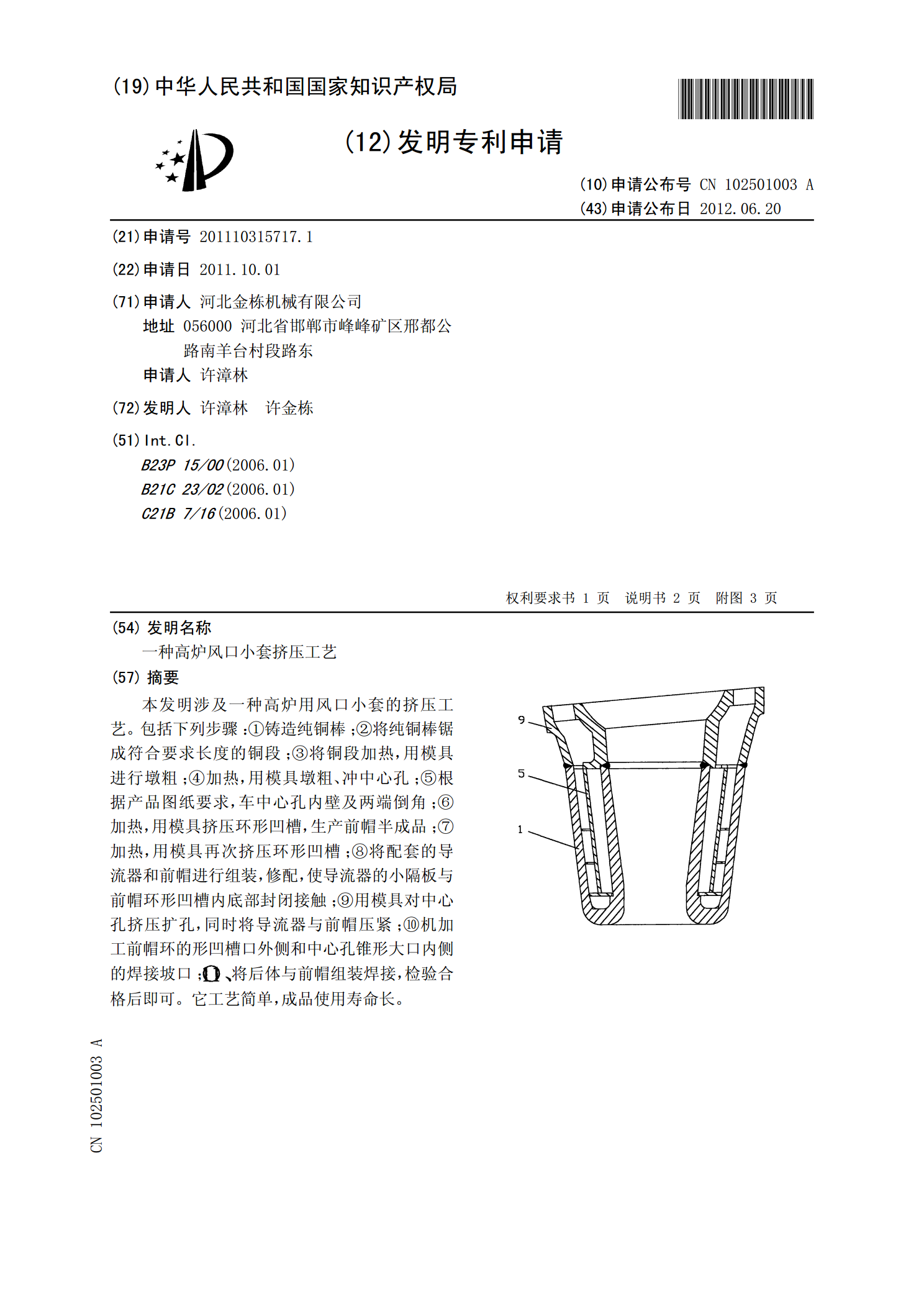
本发明涉及一种高炉用风口小套的挤压工艺。包括下列步骤:①铸造纯铜棒;②将纯铜棒锯成符合要求长度的铜段;③将铜段加热,用模具进行墩粗;④加热,用模具墩粗、冲中心孔;⑤根据产品图纸要求,车中心孔内壁及两端倒角;⑥加热,用模具挤压环形凹槽,生产前帽半成品;⑦加热,用模具再次挤压环形凹槽;⑧将配套的导流器和前帽进行组装,修配,使导流器的小隔板与前帽环形凹槽内底部封闭接触;⑨用模具对中心孔挤压扩孔,同时将导流器与前帽压紧;⑩机加工前帽环的形凹槽口外侧和中心孔锥形大口内侧的焊接坡口;将后体与前帽组装焊接,检验合格后即

短、直流式高炉风口及其制造方法.pdf
短、直流式高炉风口及其制造方法,所要解决的问题是高炉风口是炼铁高炉重要纯铜部件,作用是将炉外热风通过风口中孔导入炉内,同时风口内腔用水冷却抵御炉内高温铁水、熔渣、焦炭,热风对风口外表面冲刷、浸蚀,极易损坏,其方案是风口的内腔由至少四个流道腔和一个直通腔组成,所述直通腔穿过四个流道腔与风口端部的第一流道腔连通,第一流道腔与第二流道腔连通,第二流道腔与第三流道腔连通,第三流道腔与第四流道腔连通;第二流道腔的出水口设置在直通腔的两侧;第四流道腔的出水口与直通腔的进水口小于第四流道腔和直通腔的腔径。本发明的优点

短、直流式高炉风口及其制造方法.pdf
短、直流式高炉风口及其制造方法,所要解决的问题是高炉风口是炼铁高炉重要纯铜部件,作用是将炉外热风通过风口中孔导入炉内,同时风口内腔用水冷却抵御炉内高温铁水、熔渣、焦炭,热风对风口外表面冲刷、浸蚀,极易损坏,其方案是风口的内腔由至少四个流道腔和一个直通腔组成,所述直通腔穿过四个流道腔与风口端部的第一流道腔连通,第一流道腔与第二流道腔连通,第二流道腔与第三流道腔连通,第三流道腔与第四流道腔连通;第二流道腔的出水口设置在直通腔的两侧;第四流道腔的出水口与直通腔的进水口小于第四流道腔和直通腔的腔径。本发明的优点