
一种高炉风口小套挤压工艺.pdf

听云****君哇

1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高炉风口小套挤压工艺.pdf
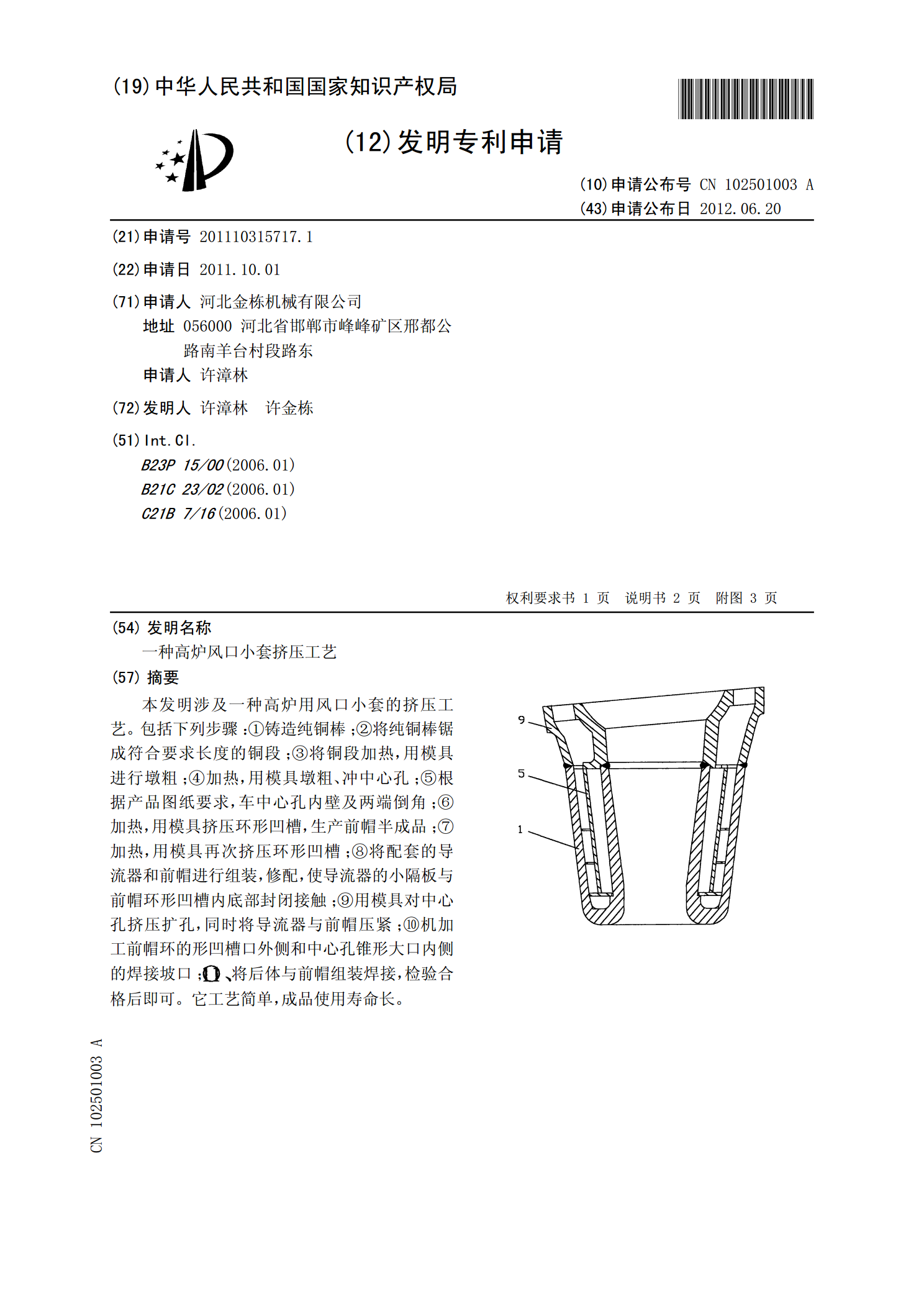
本发明涉及一种高炉用风口小套的挤压工艺。包括下列步骤:①铸造纯铜棒;②将纯铜棒锯成符合要求长度的铜段;③将铜段加热,用模具进行墩粗;④加热,用模具墩粗、冲中心孔;⑤根据产品图纸要求,车中心孔内壁及两端倒角;⑥加热,用模具挤压环形凹槽,生产前帽半成品;⑦加热,用模具再次挤压环形凹槽;⑧将配套的导流器和前帽进行组装,修配,使导流器的小隔板与前帽环形凹槽内底部封闭接触;⑨用模具对中心孔挤压扩孔,同时将导流器与前帽压紧;⑩机加工前帽环的形凹槽口外侧和中心孔锥形大口内侧的焊接坡口;将后体与前帽组装焊接,检验合格后即
一种高炉风口小套.pdf
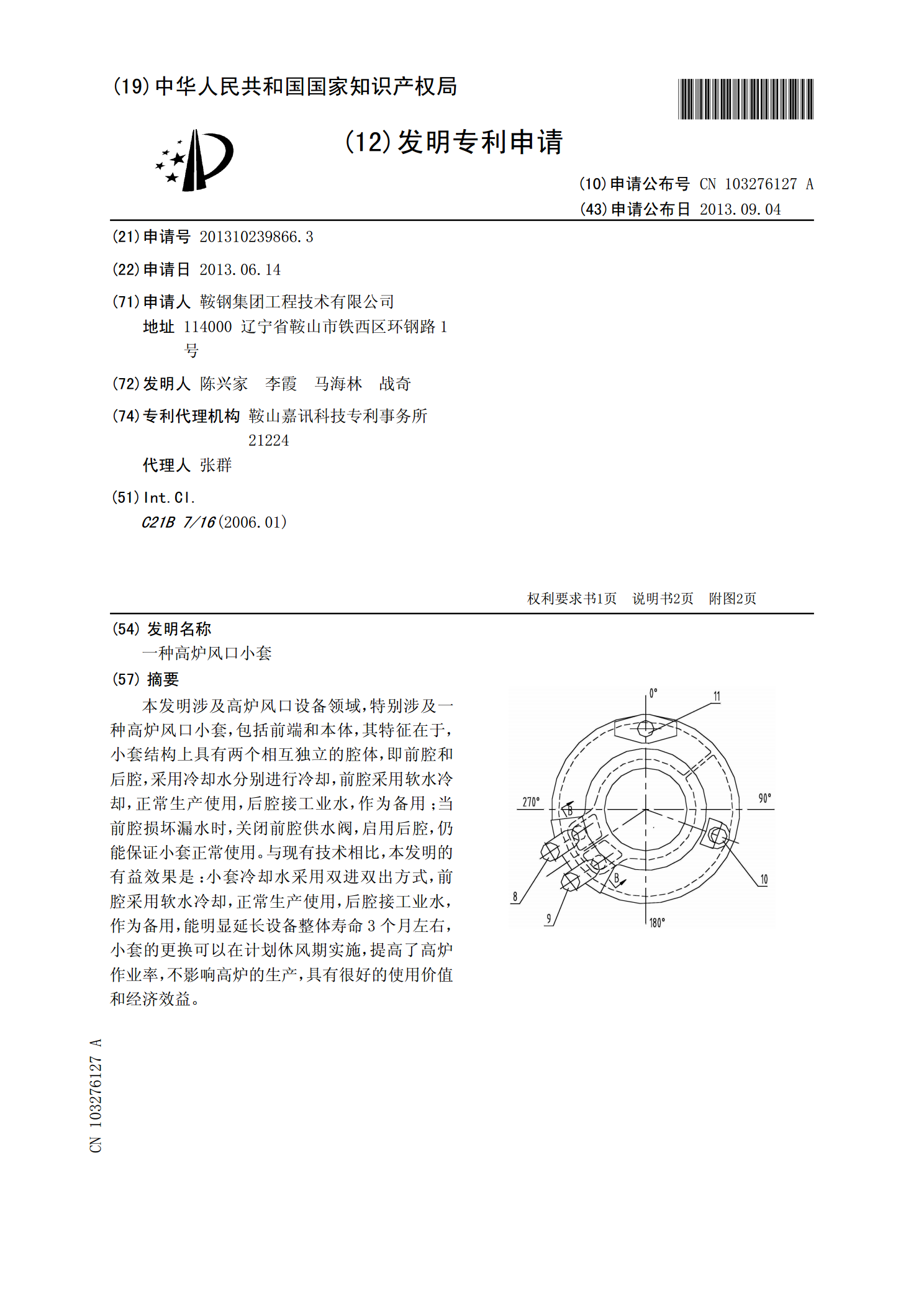
本发明涉及高炉风口设备领域,特别涉及一种高炉风口小套,包括前端和本体,其特征在于,小套结构上具有两个相互独立的腔体,即前腔和后腔,采用冷却水分别进行冷却,前腔采用软水冷却,正常生产使用,后腔接工业水,作为备用;当前腔损坏漏水时,关闭前腔供水阀,启用后腔,仍能保证小套正常使用。与现有技术相比,本发明的有益效果是:小套冷却水采用双进双出方式,前腔采用软水冷却,正常生产使用,后腔接工业水,作为备用,能明显延长设备整体寿命3个月左右,小套的更换可以在计划休风期实施,提高了高炉作业率,不影响高炉的生产,具有很好的使
一种高炉风口小套.pdf
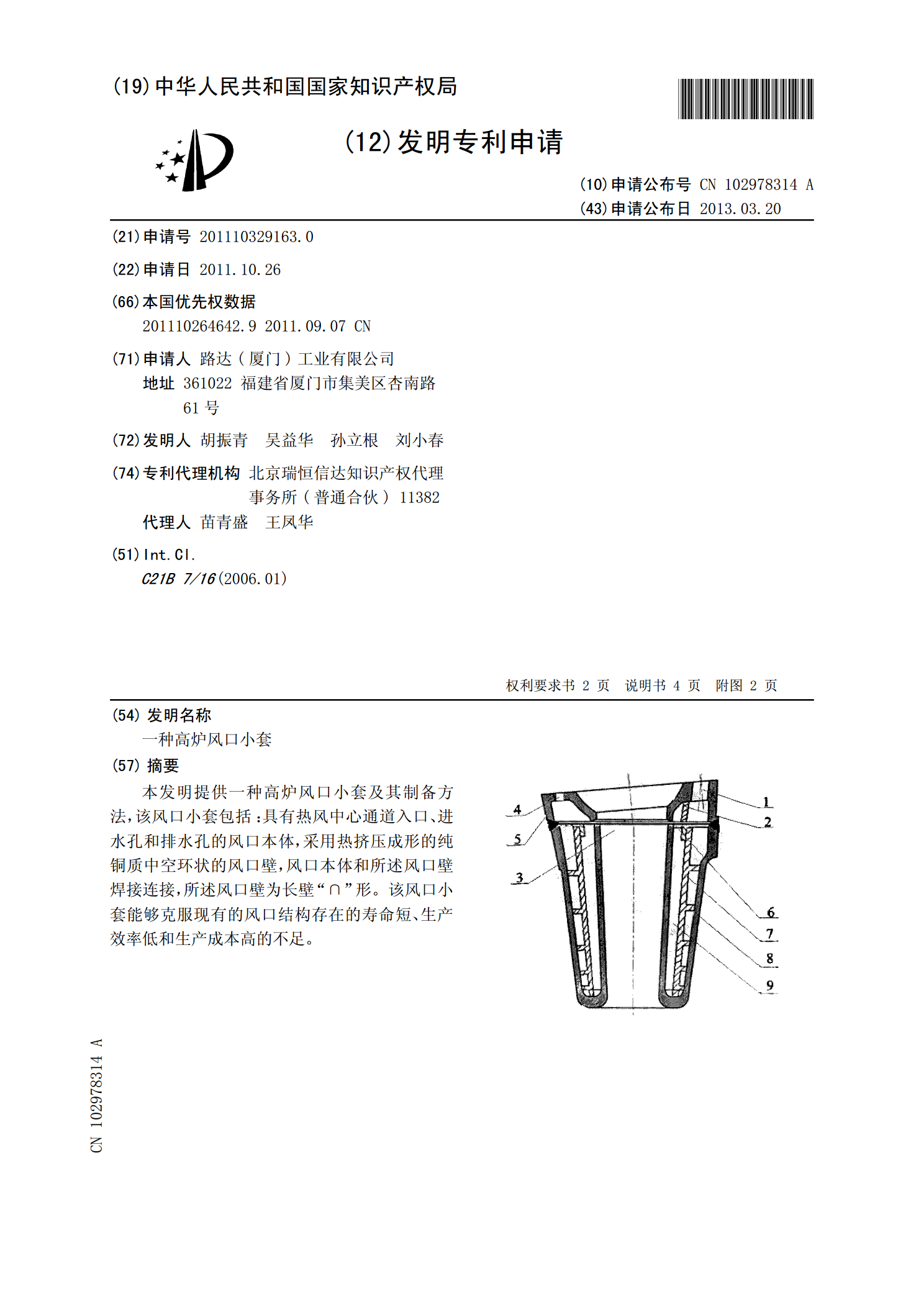
本发明提供一种高炉风口小套及其制备方法,该风口小套包括:具有热风中心通道入口、进水孔和排水孔的风口本体,采用热挤压成形的纯铜质中空环状的风口壁,风口本体和所述风口壁焊接连接,所述风口壁为长壁“∩”形。该风口小套能够克服现有的风口结构存在的寿命短、生产效率低和生产成本高的不足。
高炉风口小套的制作工艺.pdf
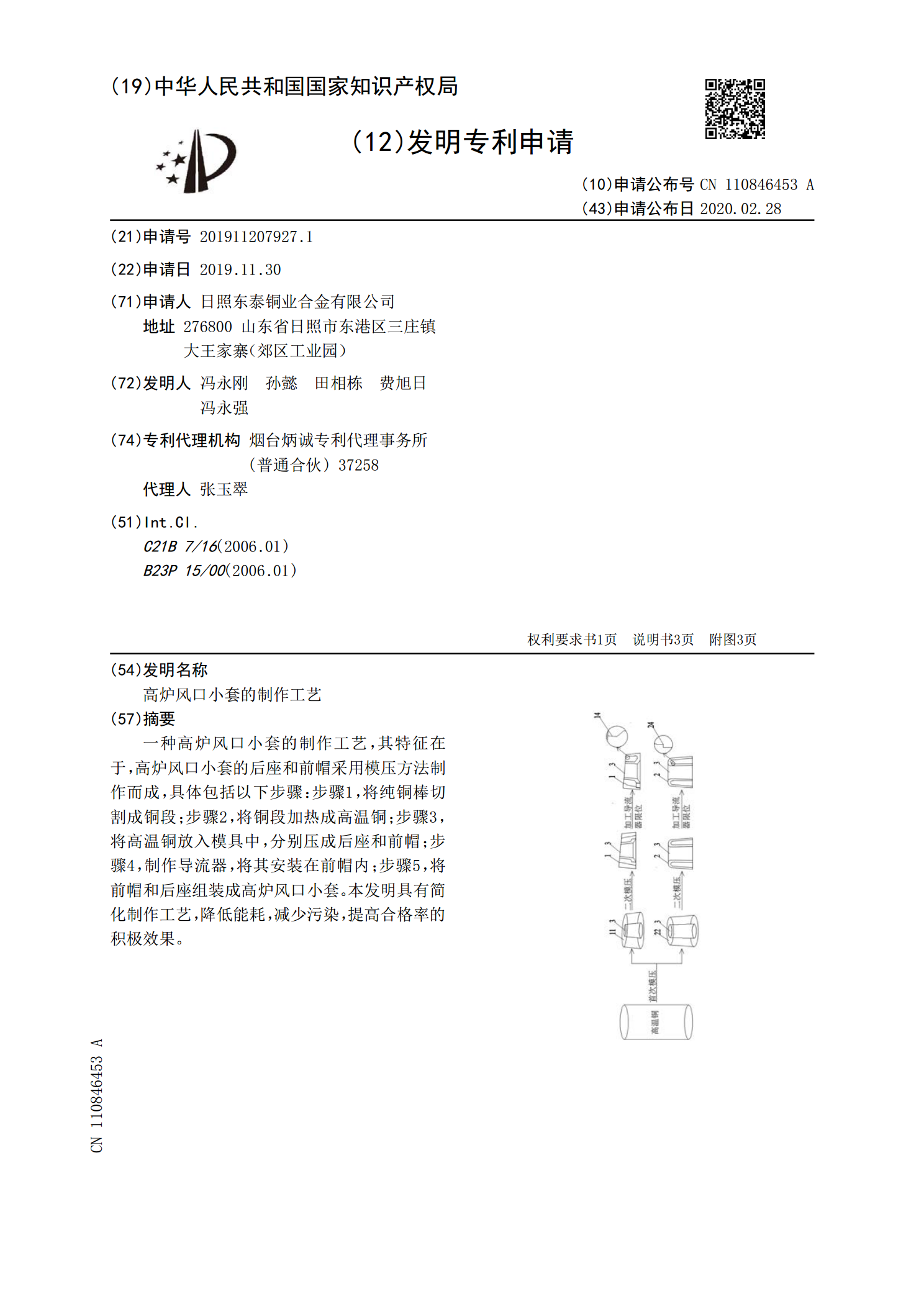
一种高炉风口小套的制作工艺,其特征在于,高炉风口小套的后座和前帽采用模压方法制作而成,具体包括以下步骤:步骤1,将纯铜棒切割成铜段;步骤2,将铜段加热成高温铜;步骤3,将高温铜放入模具中,分别压成后座和前帽;步骤4,制作导流器,将其安装在前帽内;步骤5,将前帽和后座组装成高炉风口小套。本发明具有简化制作工艺,降低能耗,减少污染,提高合格率的积极效果。
一种耐磨高炉风口小套.pdf
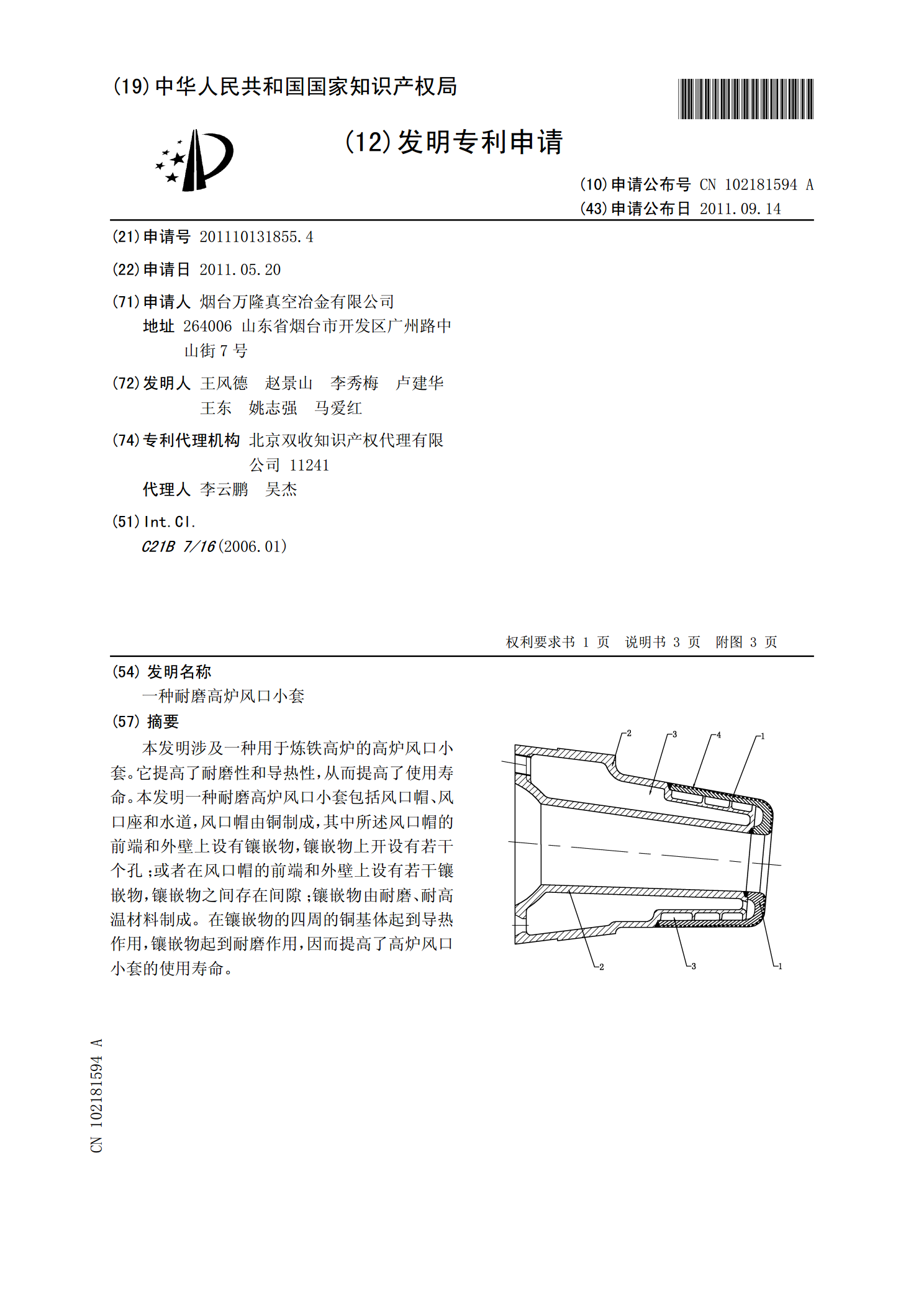
本发明涉及一种用于炼铁高炉的高炉风口小套。它提高了耐磨性和导热性,从而提高了使用寿命。本发明一种耐磨高炉风口小套包括风口帽、风口座和水道,风口帽由铜制成,其中所述风口帽的前端和外壁上设有镶嵌物,镶嵌物上开设有若干个孔;或者在风口帽的前端和外壁上设有若干镶嵌物,镶嵌物之间存在间隙;镶嵌物由耐磨、耐高温材料制成。在镶嵌物的四周的铜基体起到导热作用,镶嵌物起到耐磨作用,因而提高了高炉风口小套的使用寿命。