
控制转炉炉衬厚度的方法.pdf

和裕****az


1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
控制转炉炉衬厚度的方法.pdf
本发明提供一种控制转炉炉衬厚度的方法,包括:通过激光炉衬测厚仪确定转炉的炉衬薄弱位置,通过定点方式对确定的炉衬薄弱位置进行维护,其中,维护手段包括溅渣护炉;其中,溅渣护炉为:吹氮45~55S起渣,起渣后吹氮枪的枪位提至预设位置后再下降,吹氮枪的枪位下降时缓慢阶梯式进行下降,并且吹氮枪的压力为0.80~0.85MPa;采用侧喷式氧枪吹扫转炉的炉帽及出钢面出钢口上部炉衬过厚区域,其中,侧喷式氧枪的八个喷氧口呈圆弧条状设置于侧喷喷头的锥面上,侧喷式氧枪的弧形氧气流吹扫炉帽及出钢口上部的粘渣。利用本发明,能够解决
用于转炉的炉衬厚度监测方法及炉衬厚度监测系统.pdf
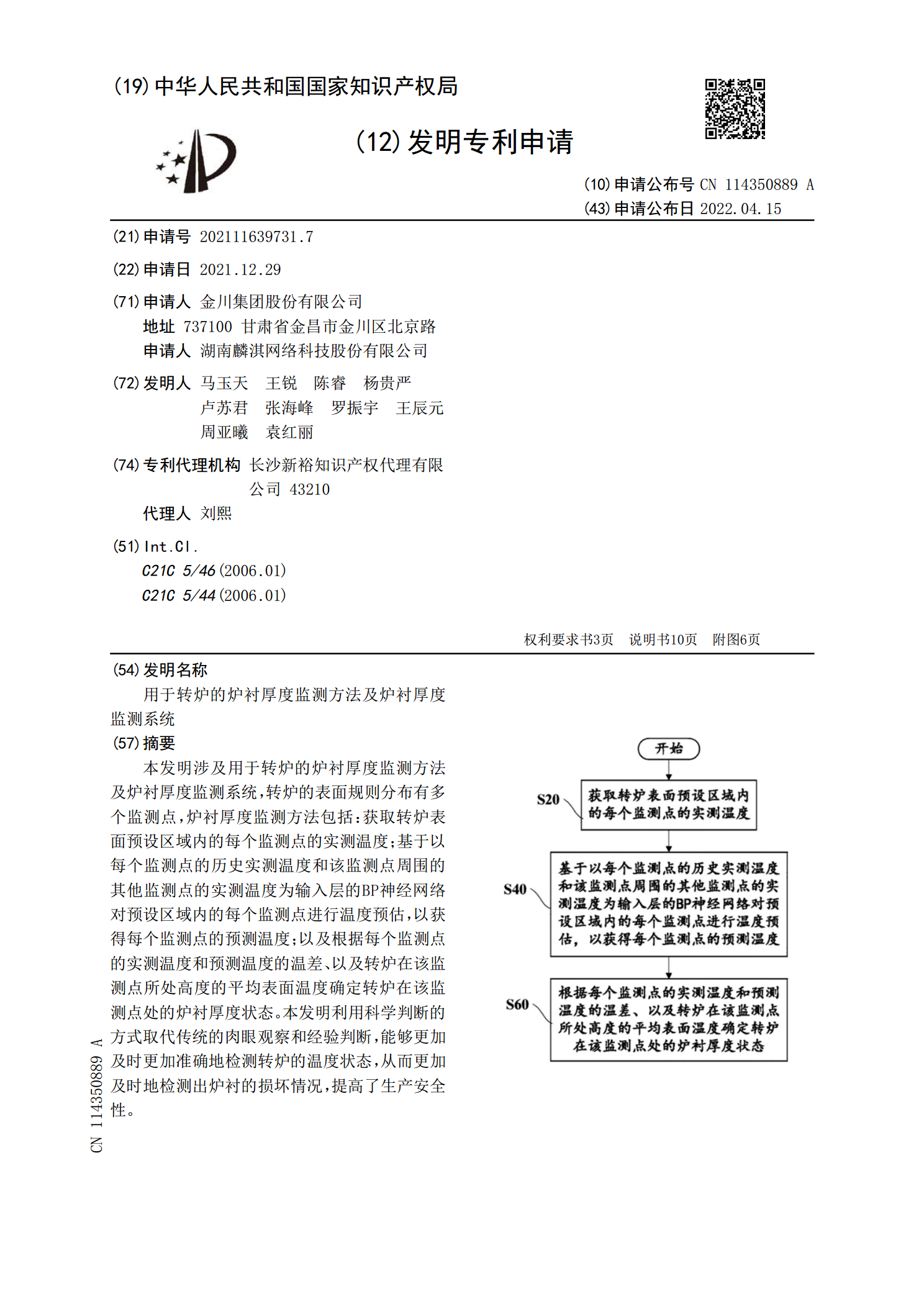
本发明涉及用于转炉的炉衬厚度监测方法及炉衬厚度监测系统,转炉的表面规则分布有多个监测点,炉衬厚度监测方法包括:获取转炉表面预设区域内的每个监测点的实测温度;基于以每个监测点的历史实测温度和该监测点周围的其他监测点的实测温度为输入层的BP神经网络对预设区域内的每个监测点进行温度预估,以获得每个监测点的预测温度;以及根据每个监测点的实测温度和预测温度的温差、以及转炉在该监测点所处高度的平均表面温度确定转炉在该监测点处的炉衬厚度状态。本发明利用科学判断的方式取代传统的肉眼观察和经验判断,能够更加及时更加准确地检
一种转炉炉衬厚度雷达智能检测系统.pdf
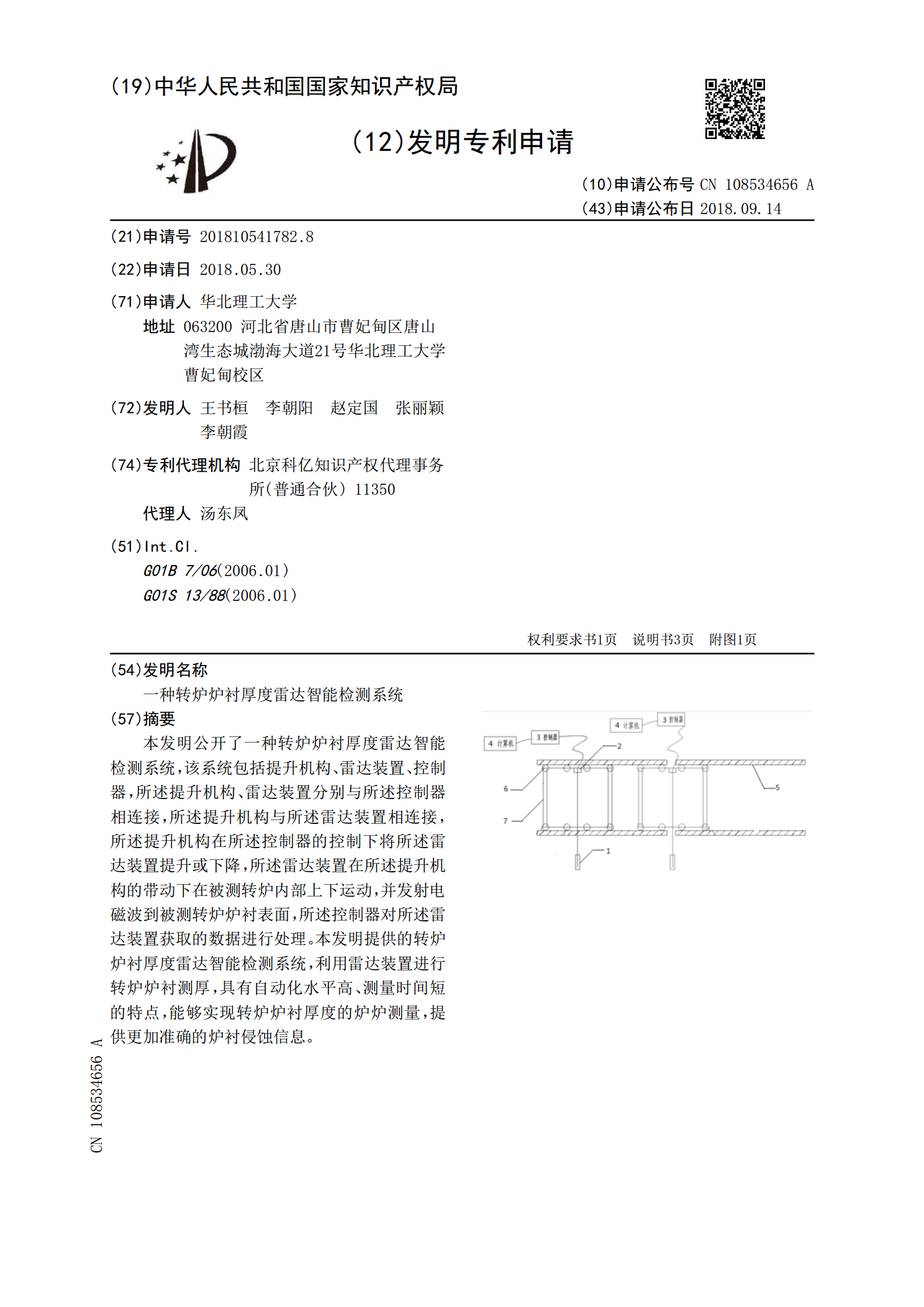
本发明公开了一种转炉炉衬厚度雷达智能检测系统,该系统包括提升机构、雷达装置、控制器,所述提升机构、雷达装置分别与所述控制器相连接,所述提升机构与所述雷达装置相连接,所述提升机构在所述控制器的控制下将所述雷达装置提升或下降,所述雷达装置在所述提升机构的带动下在被测转炉内部上下运动,并发射电磁波到被测转炉炉衬表面,所述控制器对所述雷达装置获取的数据进行处理。本发明提供的转炉炉衬厚度雷达智能检测系统,利用雷达装置进行转炉炉衬测厚,具有自动化水平高、测量时间短的特点,能够实现转炉炉衬厚度的炉炉测量,提供更加准确的
转炉炉衬的维护方法.pdf
本发明公开了一种转炉炉衬的维护方法,包括以下步骤:1)补炉的前一炉,出钢终点温度控制在1640℃~1650℃,转炉终点氧控制在350ppm以下,把钢出干净;2)调整转炉终渣成分,在炉内保留炉渣,调整炉渣粘度,溅渣后粘度合适;3)将铁块倒入转炉内倒渣面侵蚀严重的部位,炉渣与铁块冷却凝固在一起附着在炉衬表面,在倒入铁块时先将转炉摇到50°位置,加铁块时往下摇炉子;4)倒入铁块后,转炉在45°~100°之间摇动,铁块完全侵入炉渣内,将炉子摇平;5)补炉后的第一炉,在脱碳反应中期加入矿石,出钢后进行溅渣护炉。本发
一种防止转炉梨形炉衬的控制方法.pdf
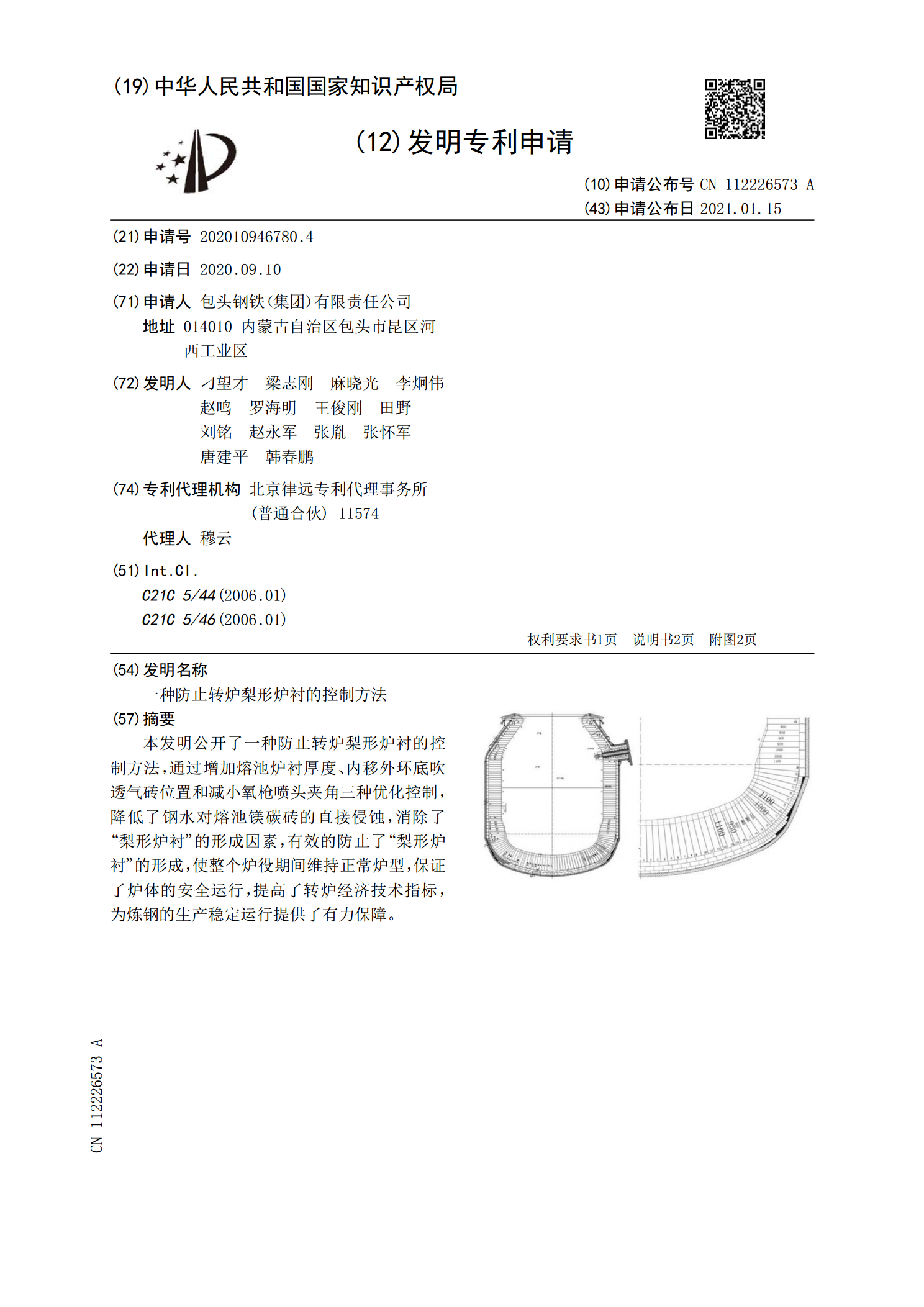
本发明公开了一种防止转炉梨形炉衬的控制方法,通过增加熔池炉衬厚度、内移外环底吹透气砖位置和减小氧枪喷头夹角三种优化控制,降低了钢水对熔池镁碳砖的直接侵蚀,消除了“梨形炉衬”的形成因素,有效的防止了“梨形炉衬”的形成,使整个炉役期间维持正常炉型,保证了炉体的安全运行,提高了转炉经济技术指标,为炼钢的生产稳定运行提供了有力保障。