
一种阀门阀杆制备工艺.pdf

又珊****ck

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种阀门阀杆制备工艺.pdf
本发明涉及一种阀门阀杆制备工艺,具体包括以下步骤:(1)将阀杆放置真空电炉中加热;(2)采用喷砂处理对阀杆表面进行粗化,通过有机溶剂除油、水洗对阀杆表面进行净化处理;(3)将经过清洗后的阀杆进行烘干;(4)在阀杆打磨后表面喷涂界面剂,并且在界面剂上征是采用超音速火焰热喷涂进行喷涂陶瓷涂层;(5)将喷涂好的阀杆进行分段加热;(6)进行抛光,使其表面光滑、致密,阀杆整体尺寸保持一致。
一种旋塞阀的阀杆制备方法.pdf
本发明公开了一种旋塞阀的阀杆制备方法,包括有以下步骤:a、浇注成型阀杆毛坯,各组分化学成分重量百分比为:C:2.85-3.20%,Si:1.2-1.5%,Mn:0.8-1.2%,P:0.6-0.8%,S:0.05-0.07%,Cr0.24-0.35%,Cu0.7-0.9%,Al0.03-0.04%,浇注成型的毛坯温度降至300℃,再加热至650-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至450℃,再以20℃/小时,冷却至140℃;本发
一种阀杆弯曲变形校直工艺.pdf
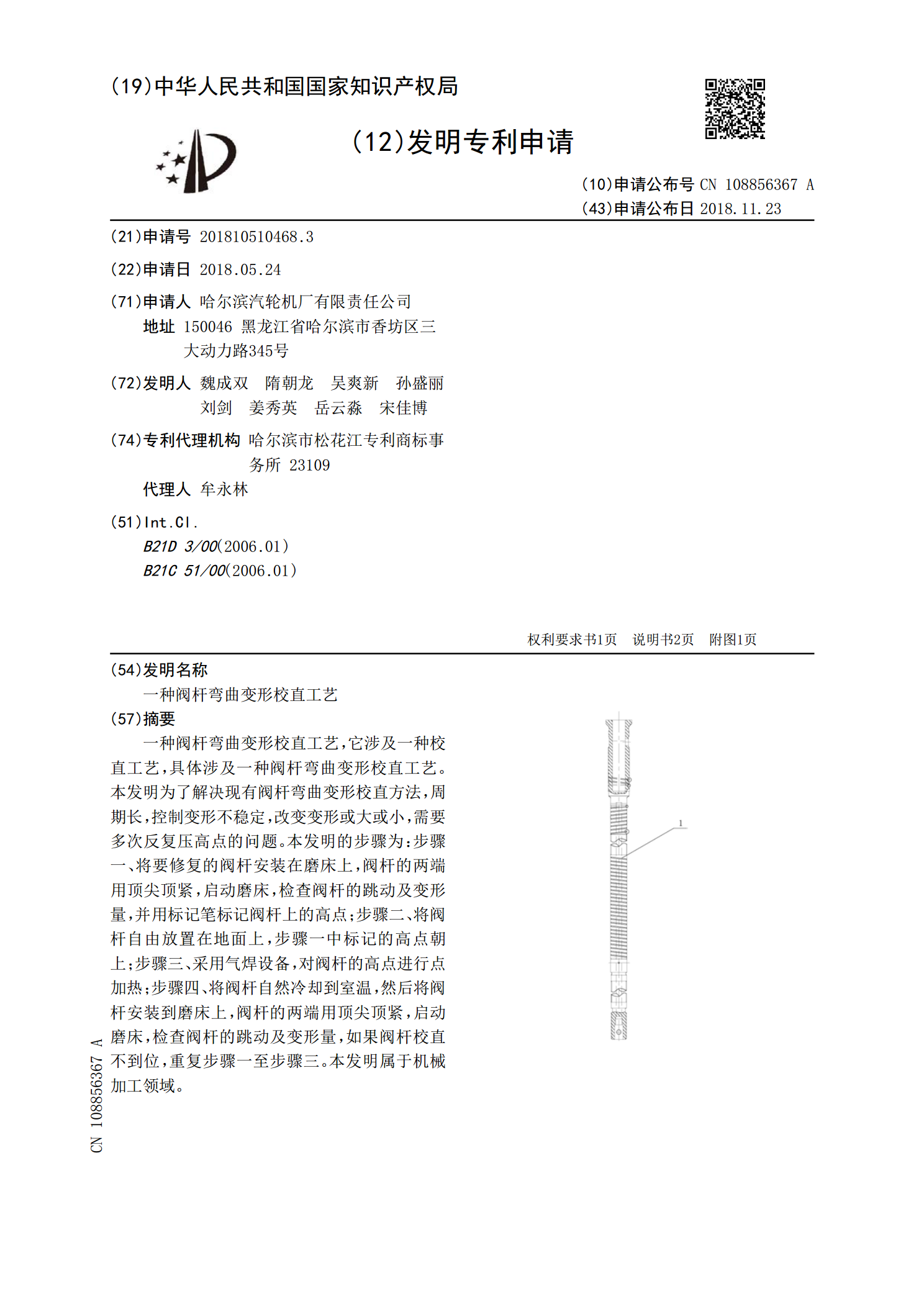
一种阀杆弯曲变形校直工艺,它涉及一种校直工艺,具体涉及一种阀杆弯曲变形校直工艺。本发明为了解决现有阀杆弯曲变形校直方法,周期长,控制变形不稳定,改变变形或大或小,需要多次反复压高点的问题。本发明的步骤为:步骤一、将要修复的阀杆安装在磨床上,阀杆的两端用顶尖顶紧,启动磨床,检查阀杆的跳动及变形量,并用标记笔标记阀杆上的高点;步骤二、将阀杆自由放置在地面上,步骤一中标记的高点朝上;步骤三、采用气焊设备,对阀杆的高点进行点加热;步骤四、将阀杆自然冷却到室温,然后将阀杆安装到磨床上,阀杆的两端用顶尖顶紧,启动磨床
一种旋塞阀的钛合金阀杆制备方法.pdf
本发明公开了一种旋塞阀的钛合金阀杆制备方法,包括有以下步骤:a、选取包含钛钼并且钼含量为6.5-18%的β-钛合金为铸造对象,在高于1550℃的温度熔融合金,将熔融合金精密铸造到阀杆毛坯件,在最高等于钛钼合金的β-转变温度和最低比β-转变温度低100℃的温度进行热等静压,在700-900℃的温度进行固溶退火,再加热至650-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至450℃,再以20℃/小时,冷却至140℃。本发明热处理、深冷处理具有
一种高耐腐蚀性的阀门阀杆螺母的加工工艺.pdf
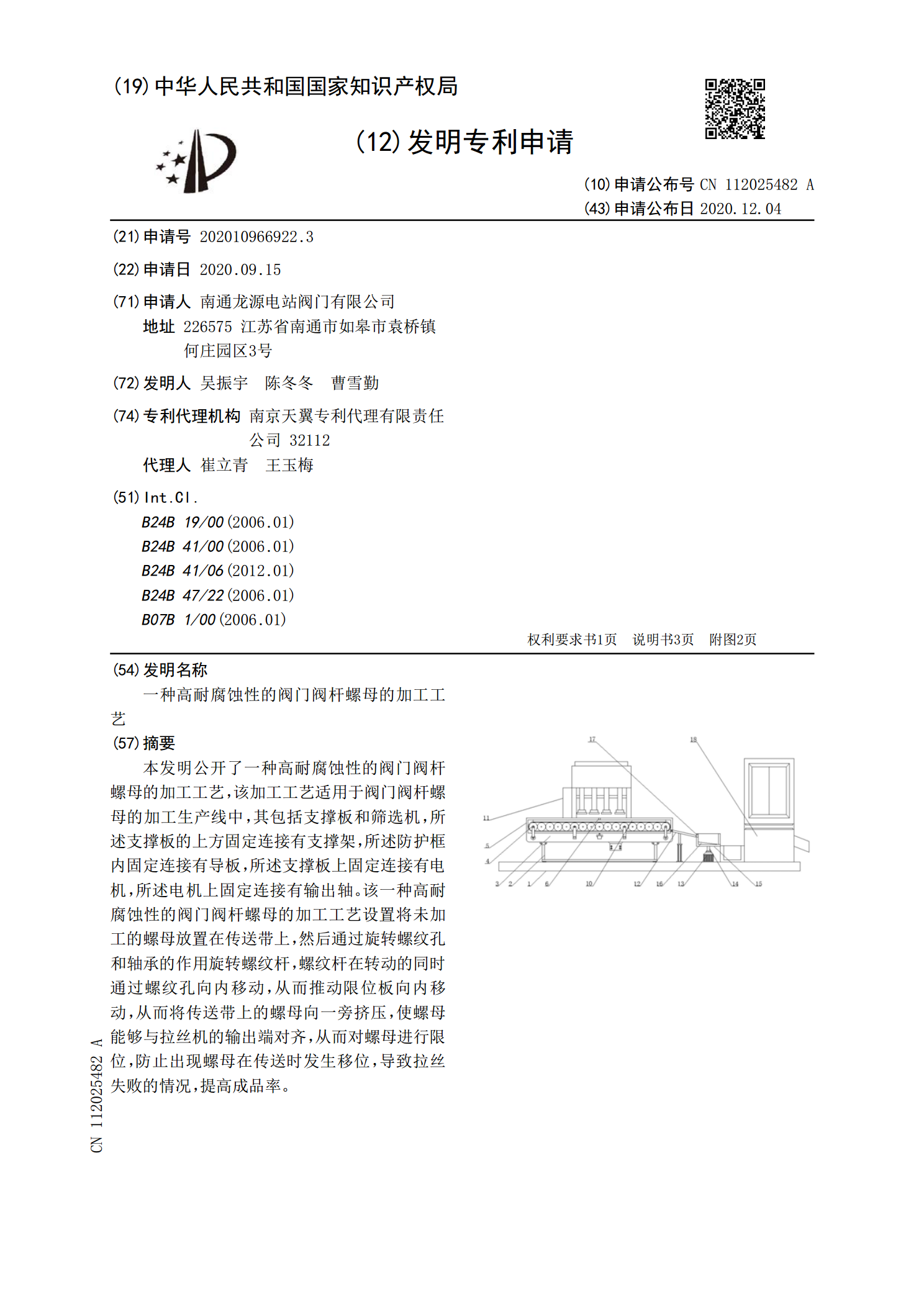
本发明公开了一种高耐腐蚀性的阀门阀杆螺母的加工工艺,该加工工艺适用于阀门阀杆螺母的加工生产线中,其包括支撑板和筛选机,所述支撑板的上方固定连接有支撑架,所述防护框内固定连接有导板,所述支撑板上固定连接有电机,所述电机上固定连接有输出轴。该一种高耐腐蚀性的阀门阀杆螺母的加工工艺设置将未加工的螺母放置在传送带上,然后通过旋转螺纹孔和轴承的作用旋转螺纹杆,螺纹杆在转动的同时通过螺纹孔向内移动,从而推动限位板向内移动,从而将传送带上的螺母向一旁挤压,使螺母能够与拉丝机的输出端对齐,从而对螺母进行限位,防止出现螺母