
一种阀杆弯曲变形校直工艺.pdf

猫巷****傲柏

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种阀杆弯曲变形校直工艺.pdf
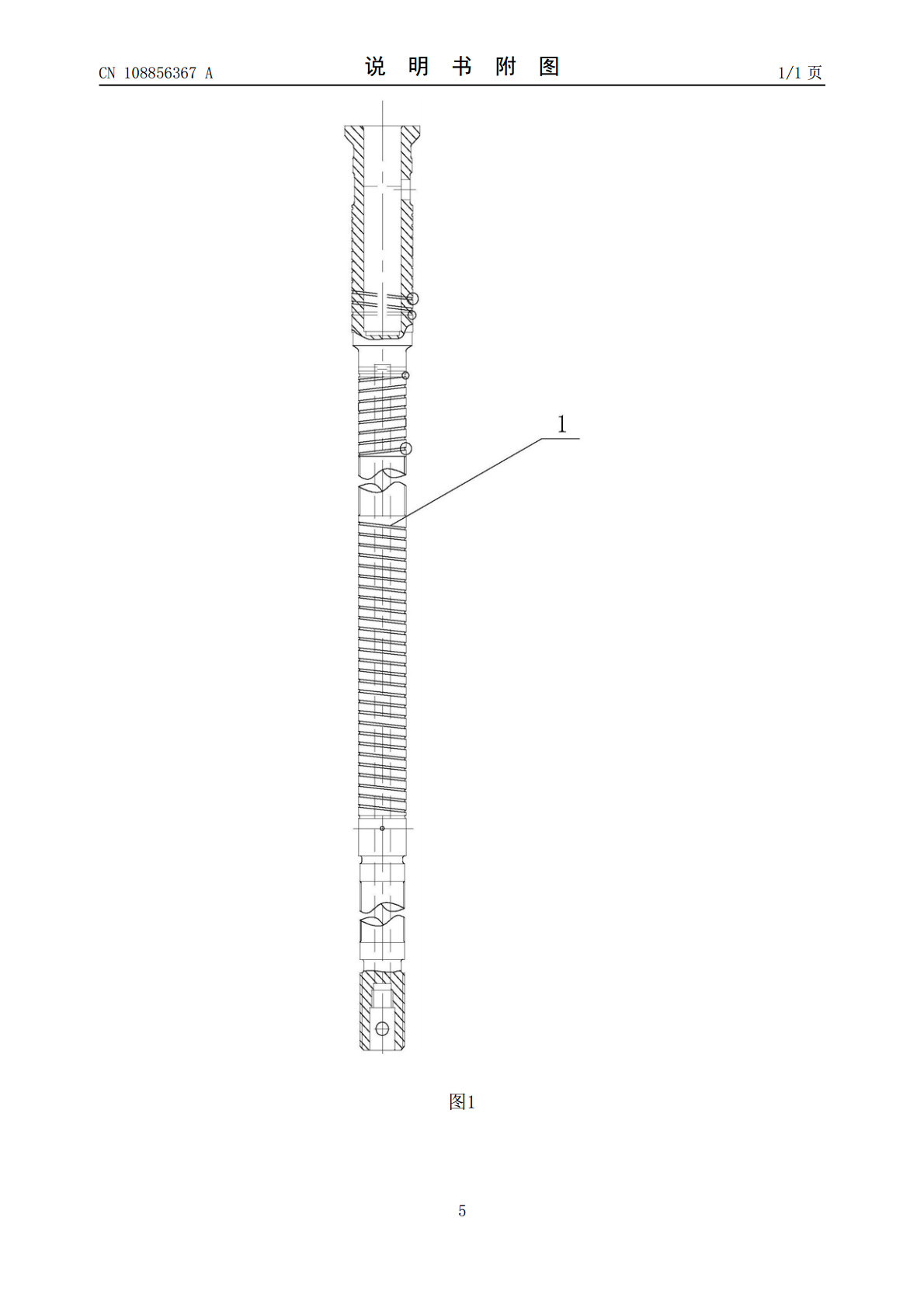
一种阀杆弯曲变形校直工艺,它涉及一种校直工艺,具体涉及一种阀杆弯曲变形校直工艺。本发明为了解决现有阀杆弯曲变形校直方法,周期长,控制变形不稳定,改变变形或大或小,需要多次反复压高点的问题。本发明的步骤为:步骤一、将要修复的阀杆安装在磨床上,阀杆的两端用顶尖顶紧,启动磨床,检查阀杆的跳动及变形量,并用标记笔标记阀杆上的高点;步骤二、将阀杆自由放置在地面上,步骤一中标记的高点朝上;步骤三、采用气焊设备,对阀杆的高点进行点加热;步骤四、将阀杆自然冷却到室温,然后将阀杆安装到磨床上,阀杆的两端用顶尖顶紧,启动磨床

一种丝杆校直装置及校直方法.pdf
本发明提供一种丝杆校直装置及校直方法,在丝杆放置孔(6)处装夹丝杆,把装夹后的丝杆校直装置放置到液压机下并将其固定,通过试验把液压机调节到合适的压力刻度,使压力全部被压在一个平面上,完成对丝杆的校直,解决了细长丝杆直线度问题,使其能够保证较高的直线度。
一种通过螺纹杆校直的压接管校直器.pdf
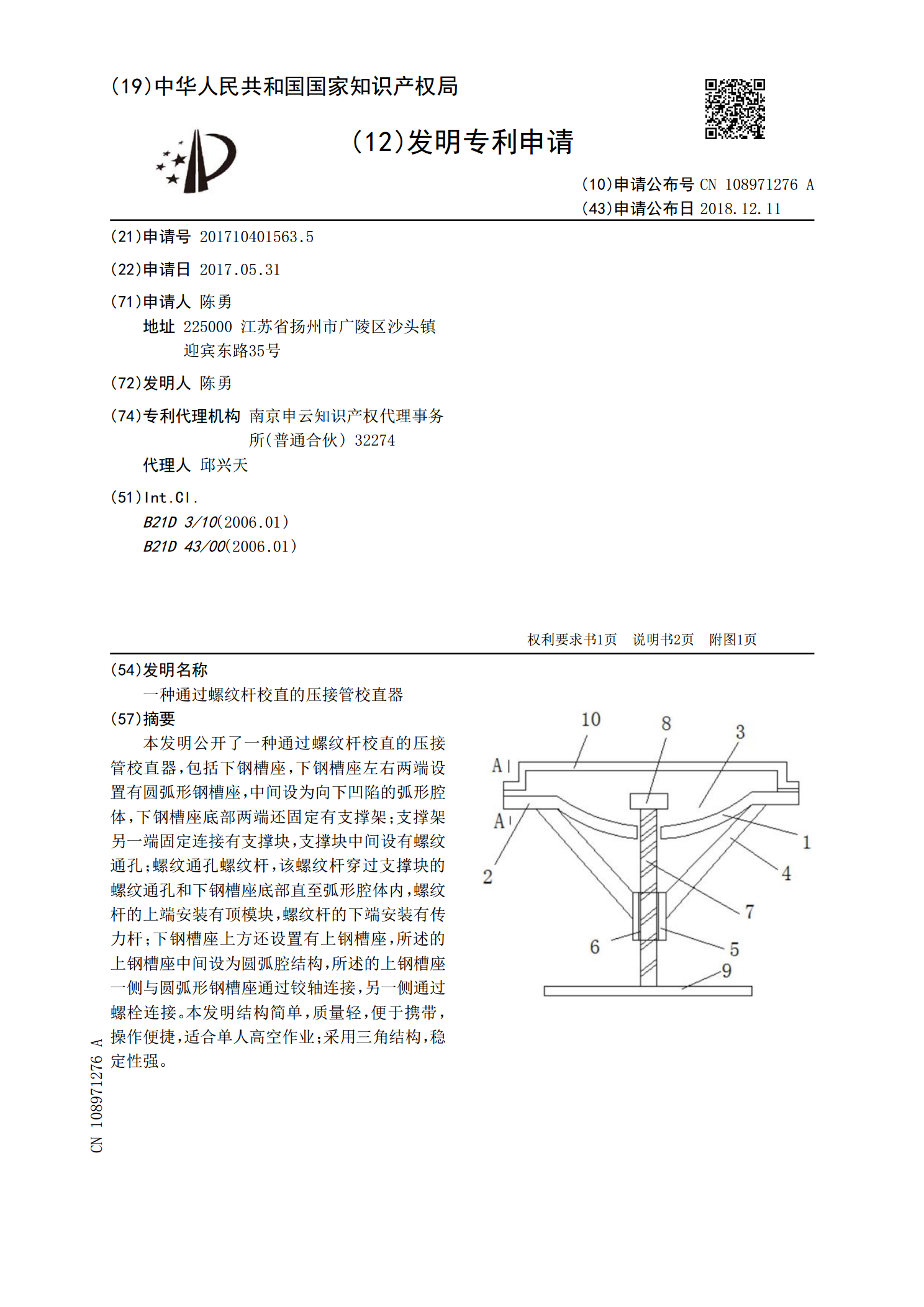
本发明公开了一种通过螺纹杆校直的压接管校直器,包括下钢槽座,下钢槽座左右两端设置有圆弧形钢槽座,中间设为向下凹陷的弧形腔体,下钢槽座底部两端还固定有支撑架;支撑架另一端固定连接有支撑块,支撑块中间设有螺纹通孔;螺纹通孔螺纹杆,该螺纹杆穿过支撑块的螺纹通孔和下钢槽座底部直至弧形腔体内,螺纹杆的上端安装有顶模块,螺纹杆的下端安装有传力杆;下钢槽座上方还设置有上钢槽座,所述的上钢槽座中间设为圆弧腔结构,所述的上钢槽座一侧与圆弧形钢槽座通过铰轴连接,另一侧通过螺栓连接。本发明结构简单,质量轻,便于携带,操作便捷,
一种记忆合金杆压扭大变形弯曲特性测试装置.pdf
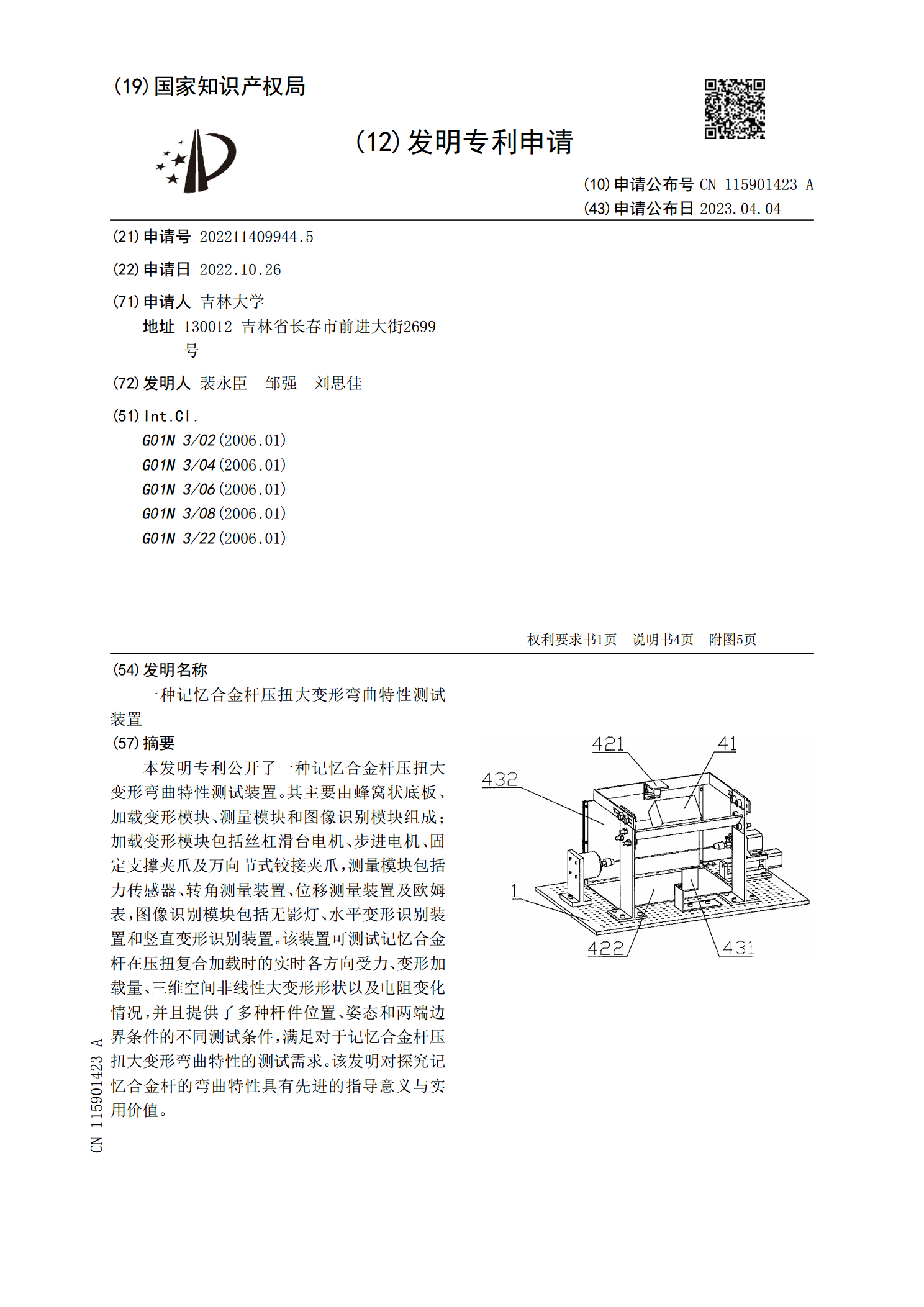
本发明专利公开了一种记忆合金杆压扭大变形弯曲特性测试装置。其主要由蜂窝状底板、加载变形模块、测量模块和图像识别模块组成;加载变形模块包括丝杠滑台电机、步进电机、固定支撑夹爪及万向节式铰接夹爪,测量模块包括力传感器、转角测量装置、位移测量装置及欧姆表,图像识别模块包括无影灯、水平变形识别装置和竖直变形识别装置。该装置可测试记忆合金杆在压扭复合加载时的实时各方向受力、变形加载量、三维空间非线性大变形形状以及电阻变化情况,并且提供了多种杆件位置、姿态和两端边界条件的不同测试条件,满足对于记忆合金杆压扭大变形弯曲
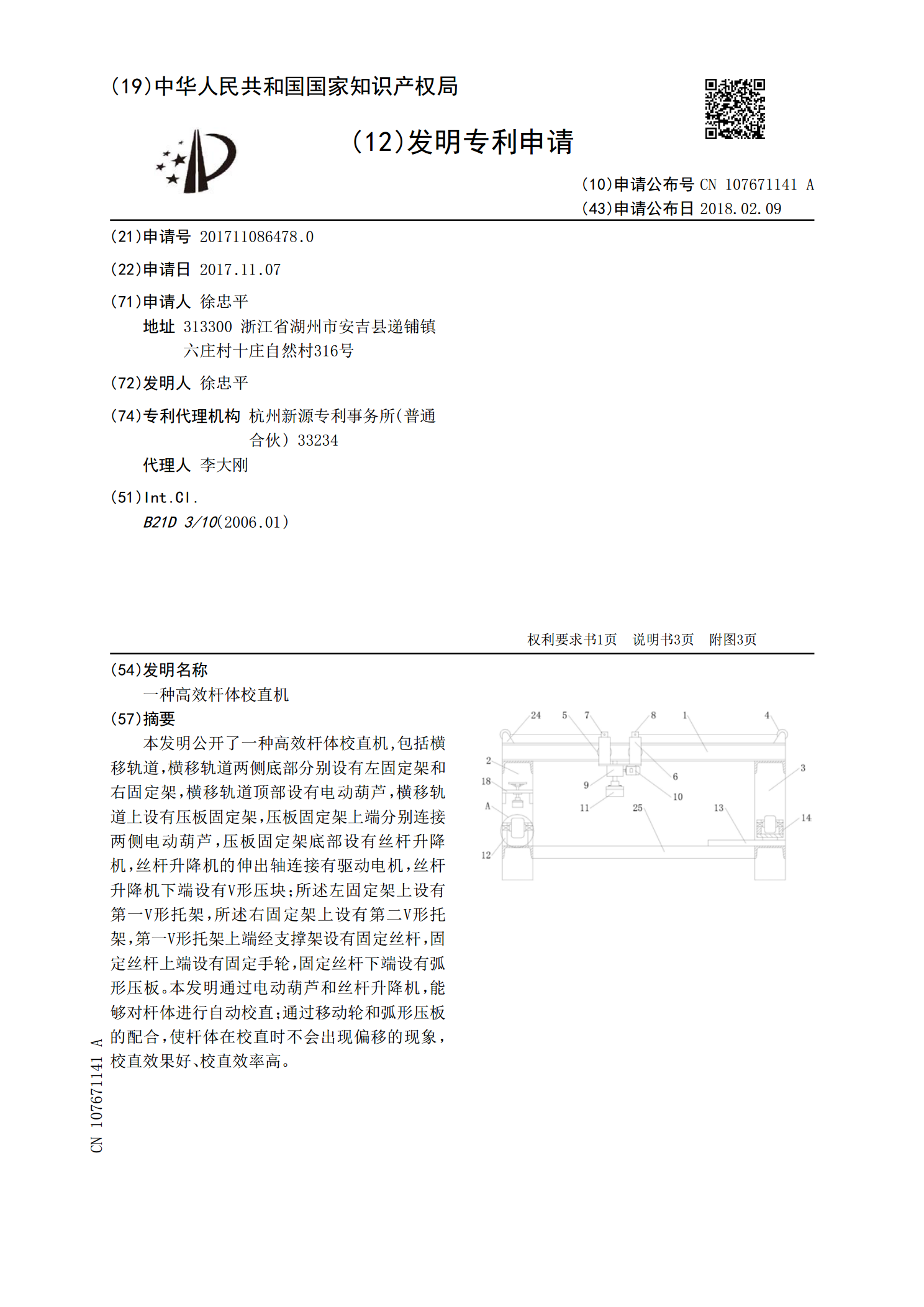
一种高效杆体校直机.pdf
本发明公开了一种高效杆体校直机,包括横移轨道,横移轨道两侧底部分别设有左固定架和右固定架,横移轨道顶部设有电动葫芦,横移轨道上设有压板固定架,压板固定架上端分别连接两侧电动葫芦,压板固定架底部设有丝杆升降机,丝杆升降机的伸出轴连接有驱动电机,丝杆升降机下端设有V形压块;所述左固定架上设有第一V形托架,所述右固定架上设有第二V形托架,第一V形托架上端经支撑架设有固定丝杆,固定丝杆上端设有固定手轮,固定丝杆下端设有弧形压板。本发明通过电动葫芦和丝杆升降机,能够对杆体进行自动校直;通过移动轮和弧形压板的配合,使