
腔型薄壁件加工的稳固方法.pdf

Do****76

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
腔型薄壁件加工的稳固方法.pdf
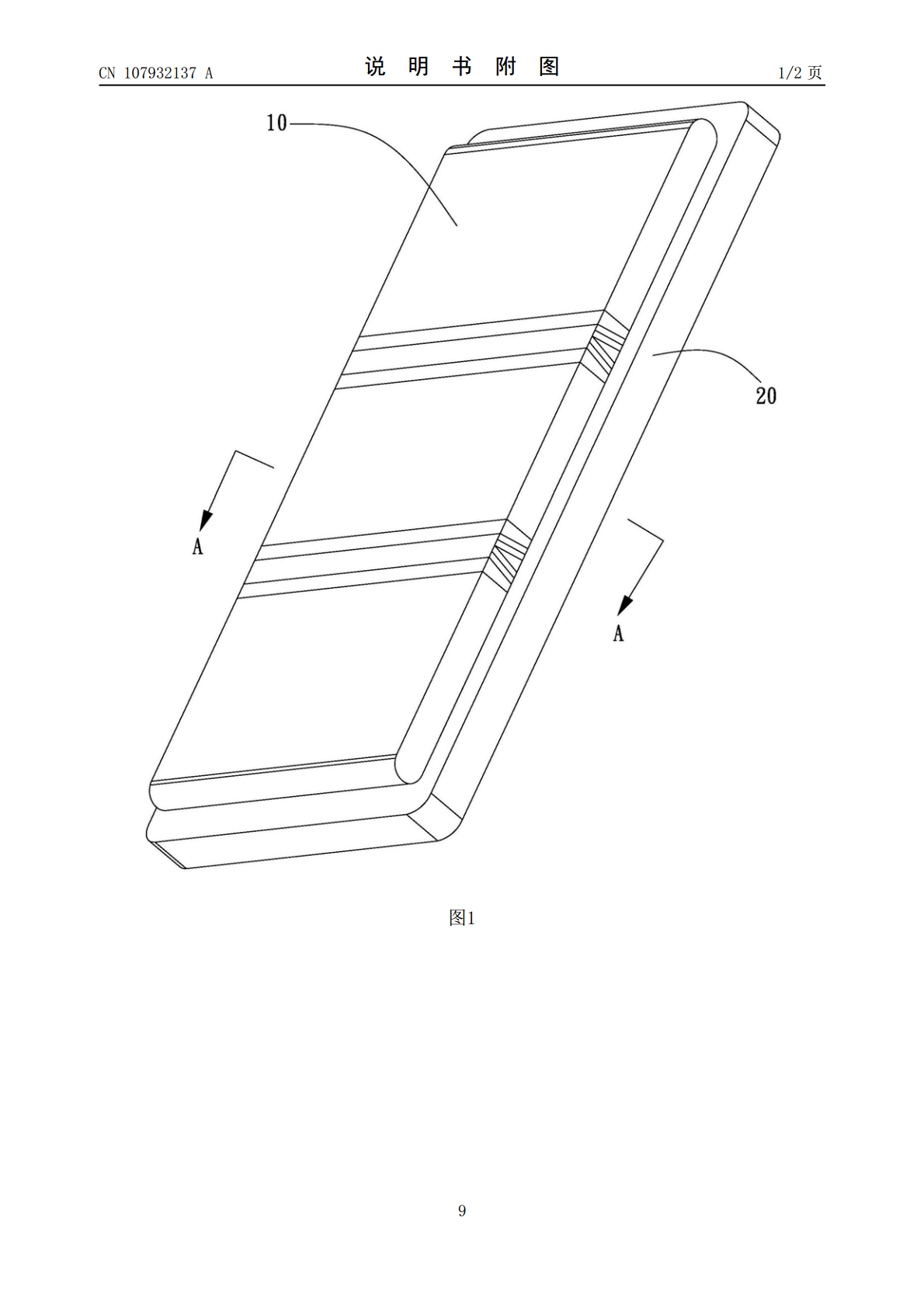
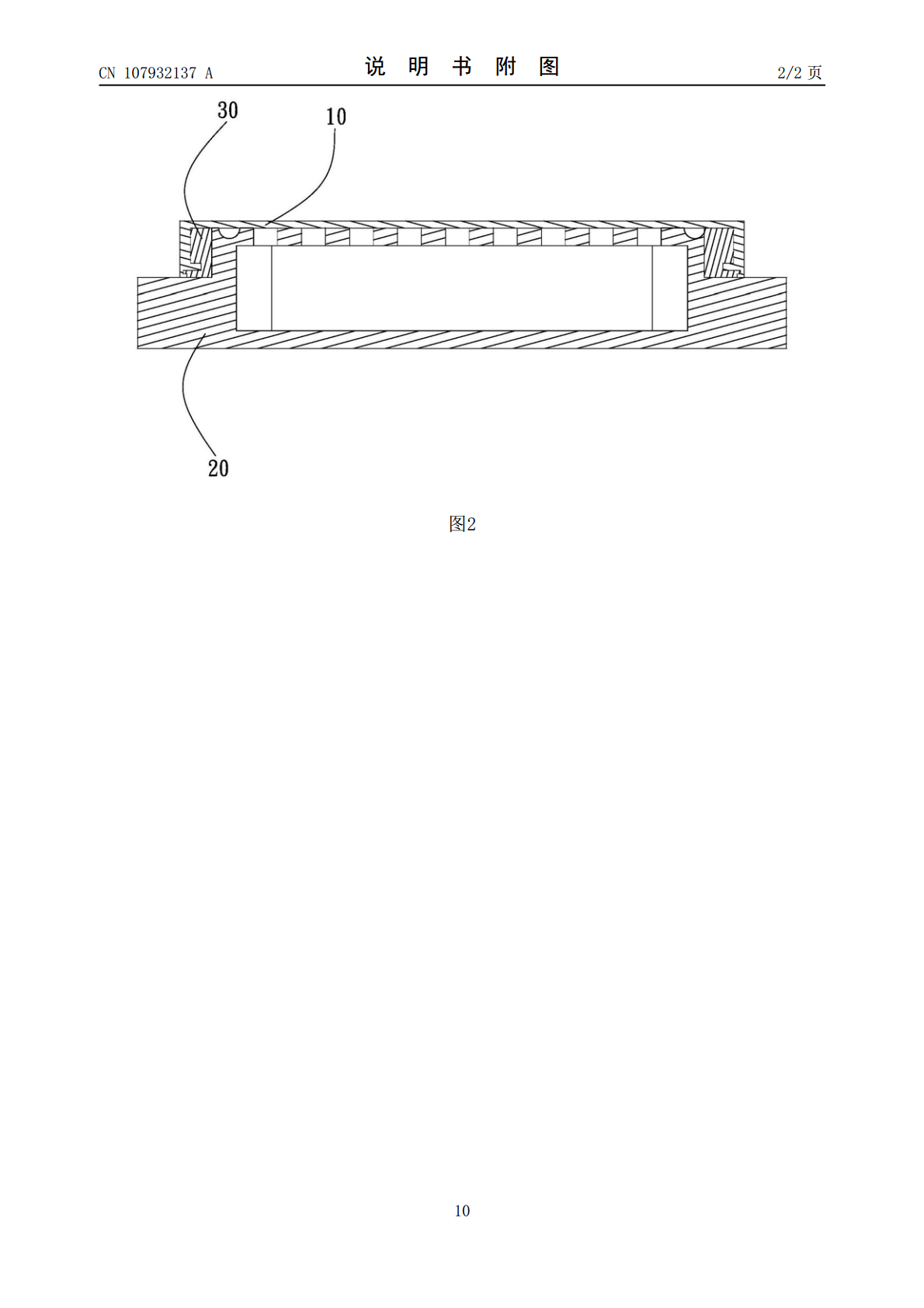
本发明涉及一种腔型薄壁件加工的稳固方法,包括如下步骤:腔型薄壁件具有一腔体,定型夹具置于腔体内,腔型薄壁件与定型夹具之间具有间隙;将填充剂填充到间隙内,得到组合件;将组合件放入温度炉,加热至50℃~65℃,冷却至室温,将定型夹具取出,得到具有填充件的腔型薄壁件。本发明的腔型薄壁件加工的稳固方法通过填充剂填充在腔型薄壁件内,制备成填充件,填充件加强了腔型薄壁件的内壁的强度,避免加工时产品出现让刀现象,使产品加工后的外观及尺寸符合生产要求。

薄壁件加工方法.pdf
本发明薄壁件加工方法涉及机械加工领域,具体涉及薄壁件加工方法,包括以下步骤:备料锻件,并在锻件上留装夹工艺端;粗车锻件;半精车工件外圆;渗碳处理;车碳层;淬火处理;半精车内孔,装夹工件工艺端,车削端面、内孔留0.5mm量、环槽到要求尺寸;切断:线切割切断,以已车端面为基准面,端面留量0.5mm;精车:将工件掉头,车床吸盘吸附已车工件端面,打表找正外圆在0.05-0.10mm以内,用陶瓷刀片或者立方氮化硼刀片精车端面、内孔和外圆到要求尺寸;去毛刺;清洗包装。本发明加工过程简单,可有效提高生产效率和产品加工精
一种用于薄壁腔型镁锂合金零件的机械加工方法.pdf
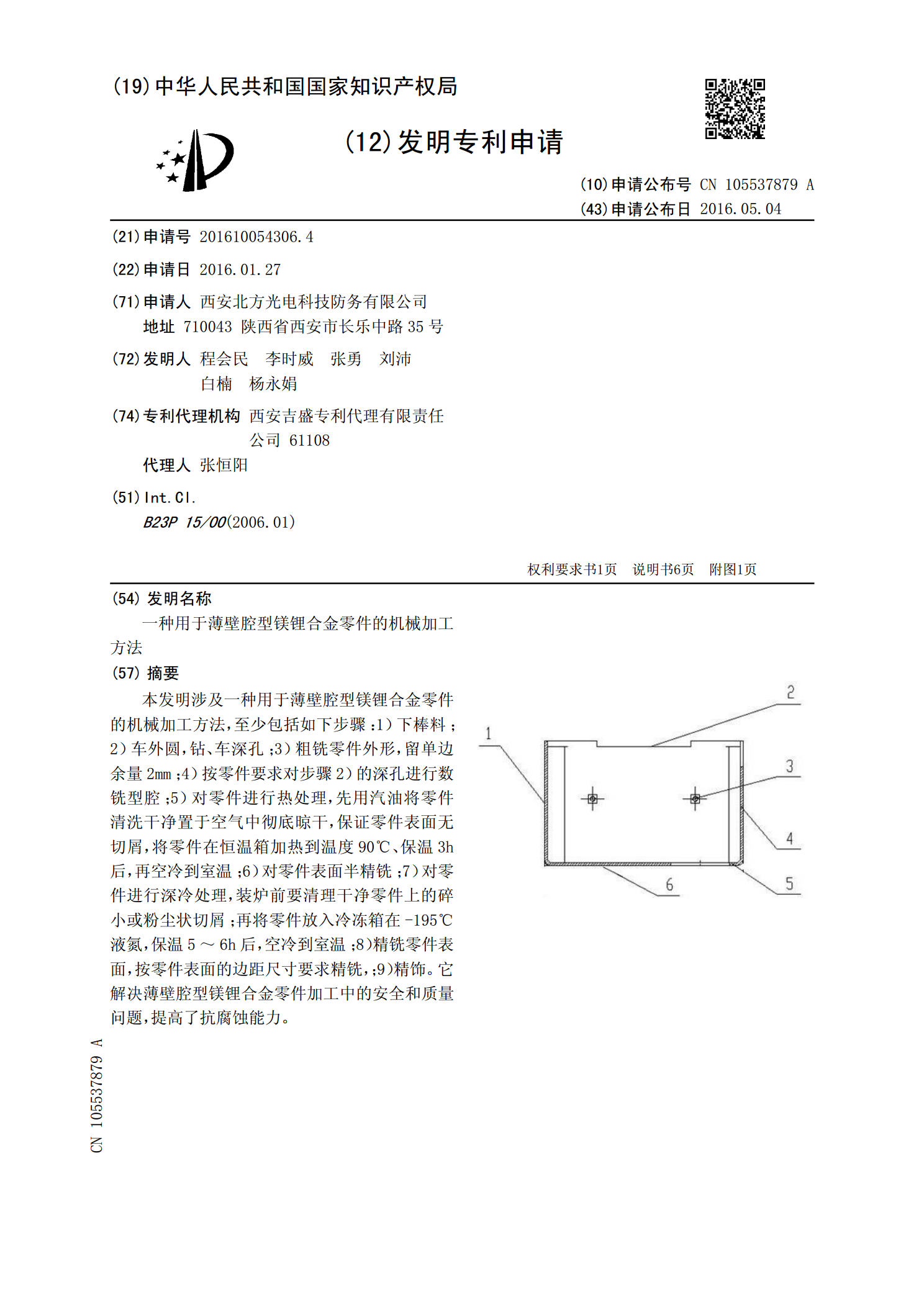
本发明涉及一种用于薄壁腔型镁锂合金零件的机械加工方法,至少包括如下步骤:1)下棒料;2)车外圆,钻、车深孔;3)粗铣零件外形,留单边余量2mm;4)按零件要求对步骤2)的深孔进行数铣型腔;5)对零件进行热处理,先用汽油将零件清洗干净置于空气中彻底晾干,保证零件表面无切屑,将零件在恒温箱加热到温度90℃、保温3h后,再空冷到室温;6)对零件表面半精铣;7)对零件进行深冷处理,装炉前要清理干净零件上的碎小或粉尘状切屑;再将零件放入冷冻箱在-195℃液氮,保温5~6h后,空冷到室温;8)精铣零件表面,按零件表面

一种腔形薄壁件外圆斜槽的加工方法.pdf
一种腔形薄壁件外圆斜槽的加工方法,它涉及一种腔形薄壁件外圆斜槽的加工方法。本发明是要解决腔形薄壁件材质硬,外圆斜槽难加工的问题。加工方法是按以下步骤进行:一、选取车铣复合加工中心作为加工设备,刀具选择键槽铣刀,采用第一工装和第二工装对待加工外圆斜槽工件进行装夹;所述待加工外圆斜槽工件的材质为K648高合精铸件;二、采取从小头端向大头端车削的方式对待加工外圆斜槽工件进行铣槽,得到带有外圆斜槽的腔形薄壁件。本发明用于腔形薄壁件外圆斜槽的加工。

内腔式薄壁缩孔的加工方法.pdf
本发明公开了一种内腔式薄壁缩孔的加工方法,首先用常规钻孔、铰孔方式加工内孔,同时,内孔的口部车出一个待旋压环;在车床上,对待旋压环用带角度的滚轮刀具角度旋压成形,预压角度α为90°~91°;最后,更换成形旋压刀,内孔孔口形状再次旋压成形得到缩孔。该方法可解决薄壁缩孔加工难度高,效率低的问题。打破传统的采用镗削的工艺方法,根据金属的塑性变形特性,实现无屑加工,具有简单易行、成本低廉、经济性好,效率高等优点,适用于大批量生产。