
一种腔形薄壁件外圆斜槽的加工方法.pdf

曦晨****22

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种腔形薄壁件外圆斜槽的加工方法.pdf
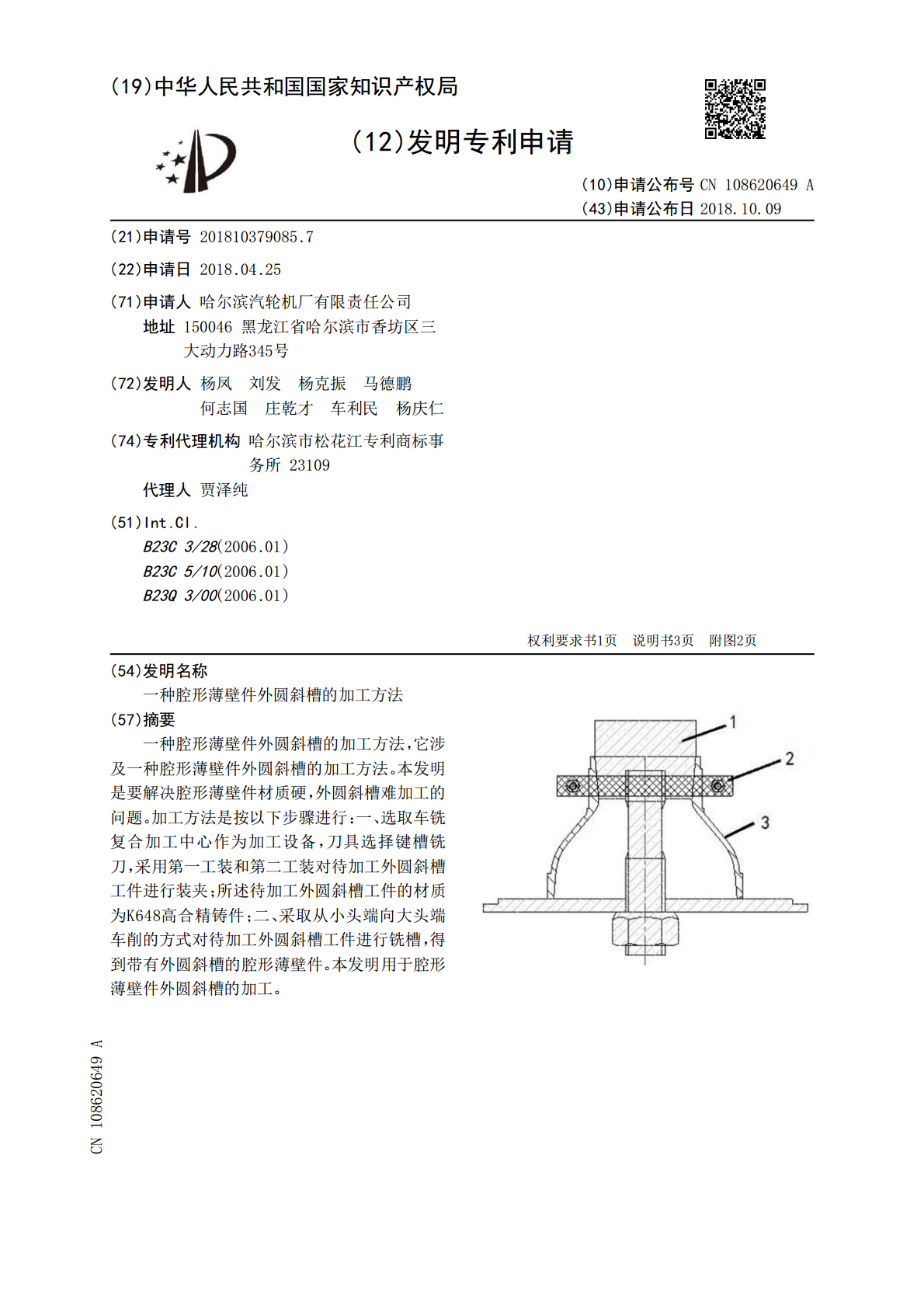
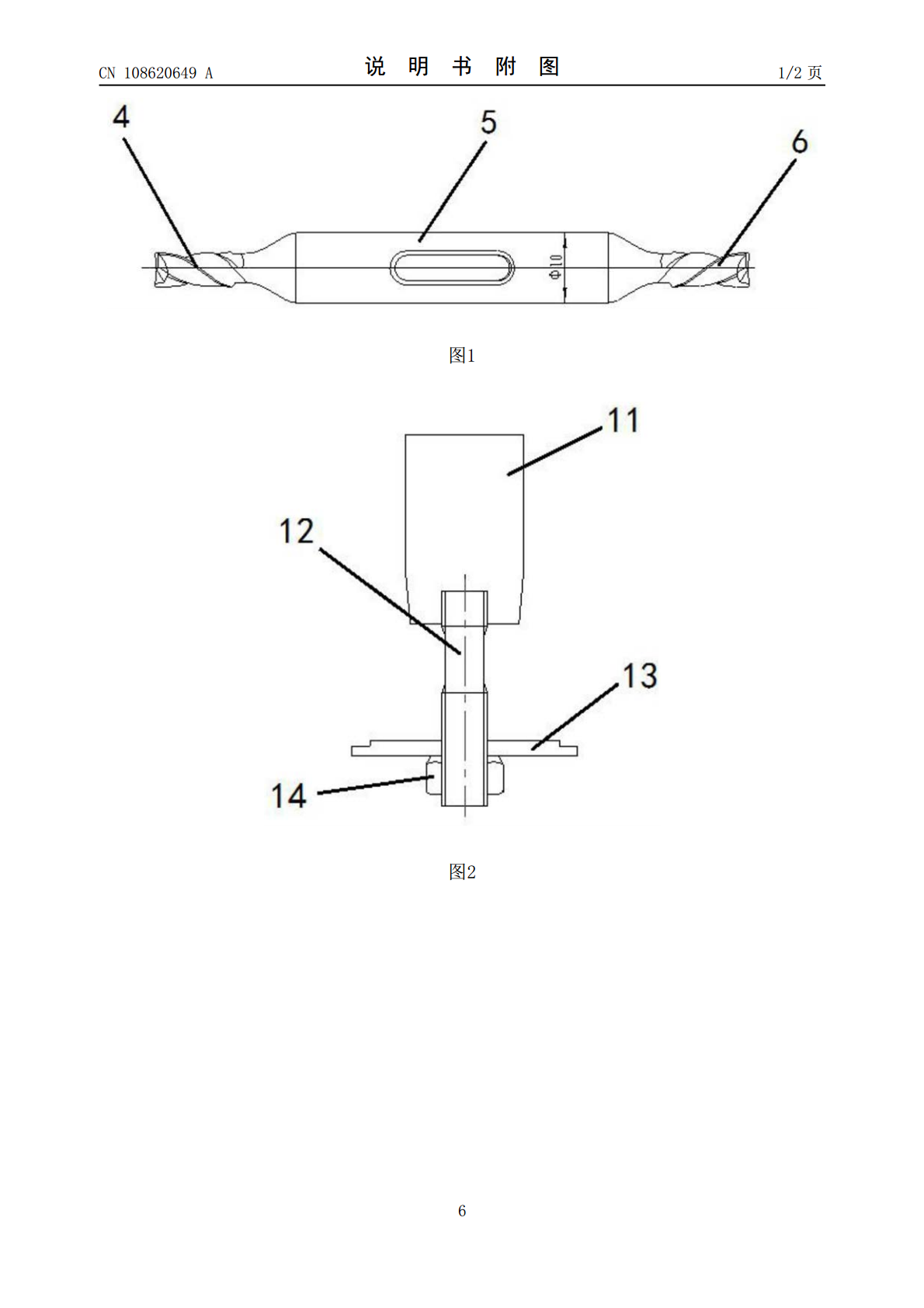
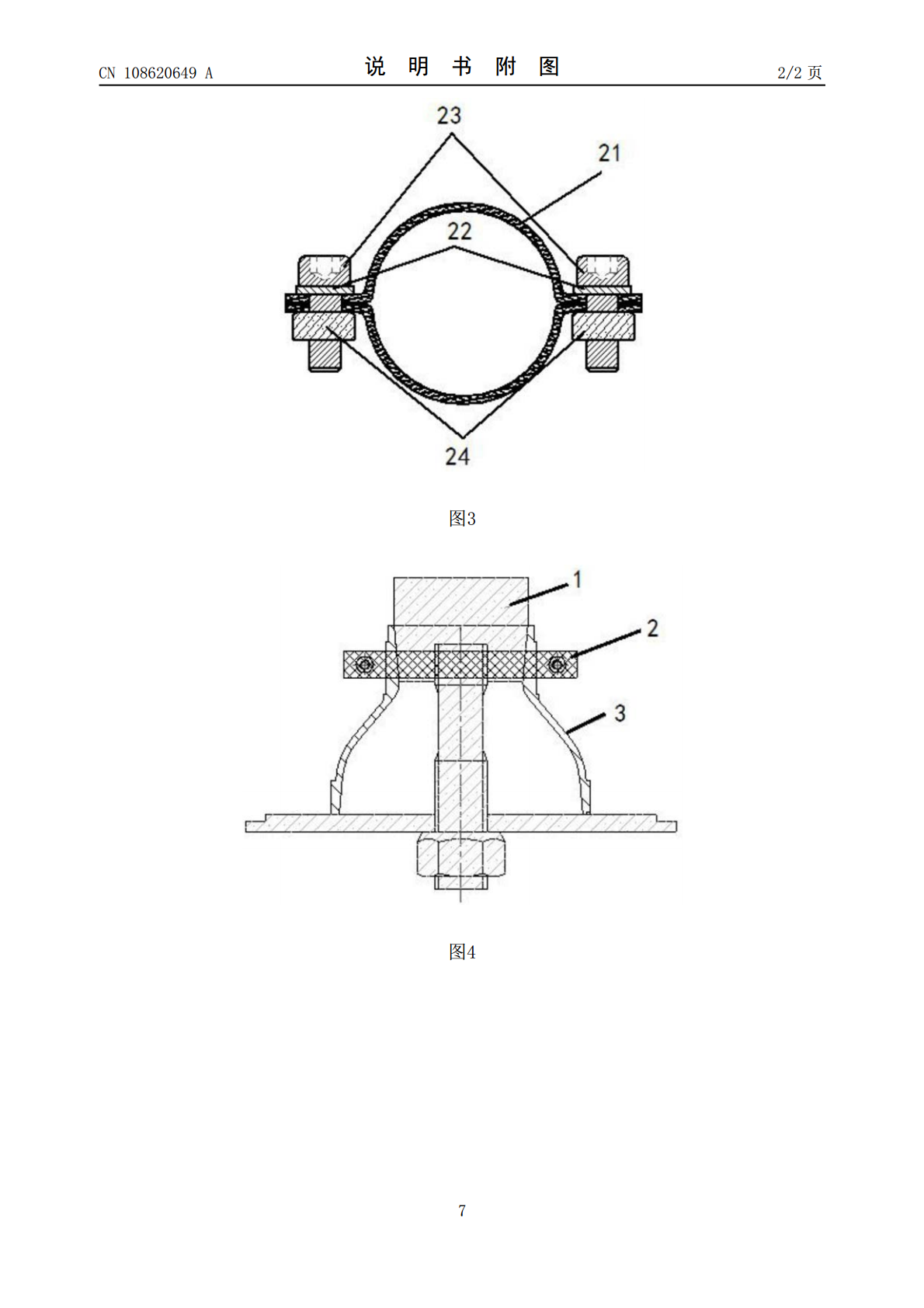
一种腔形薄壁件外圆斜槽的加工方法,它涉及一种腔形薄壁件外圆斜槽的加工方法。本发明是要解决腔形薄壁件材质硬,外圆斜槽难加工的问题。加工方法是按以下步骤进行:一、选取车铣复合加工中心作为加工设备,刀具选择键槽铣刀,采用第一工装和第二工装对待加工外圆斜槽工件进行装夹;所述待加工外圆斜槽工件的材质为K648高合精铸件;二、采取从小头端向大头端车削的方式对待加工外圆斜槽工件进行铣槽,得到带有外圆斜槽的腔形薄壁件。本发明用于腔形薄壁件外圆斜槽的加工。

一种薄壁环形零件的腰形斜槽的加工方法.pdf
本发明公开了一种薄壁环形零件的腰形斜槽的加工方法,属于机械加工领域。镗削出腰形斜槽的过程中,由于刀具是在垂直于进刀方向的平面上依次镗削出多层第一腰形斜槽轮廓,直至形成粗加工腰形斜槽,以及依次镗削出多层第二腰形斜槽轮廓,直至形成腰形斜槽。即刀具在加工腰形斜槽的过程中在腰形斜槽的深度方向上进行了分层,减小了刀具在一次进刀过程中需要的切削量,因此刀具受到的阻力较小。即使使用较高的进给速度,刀具与薄壁环形零件也不会产生过大的振动,因此这种加工过程中刀具可使用较大的进给速度对薄壁环形零件进行加工,虽然刀具的进刀次数
一种环体薄壁件外圆面加工方法.pdf
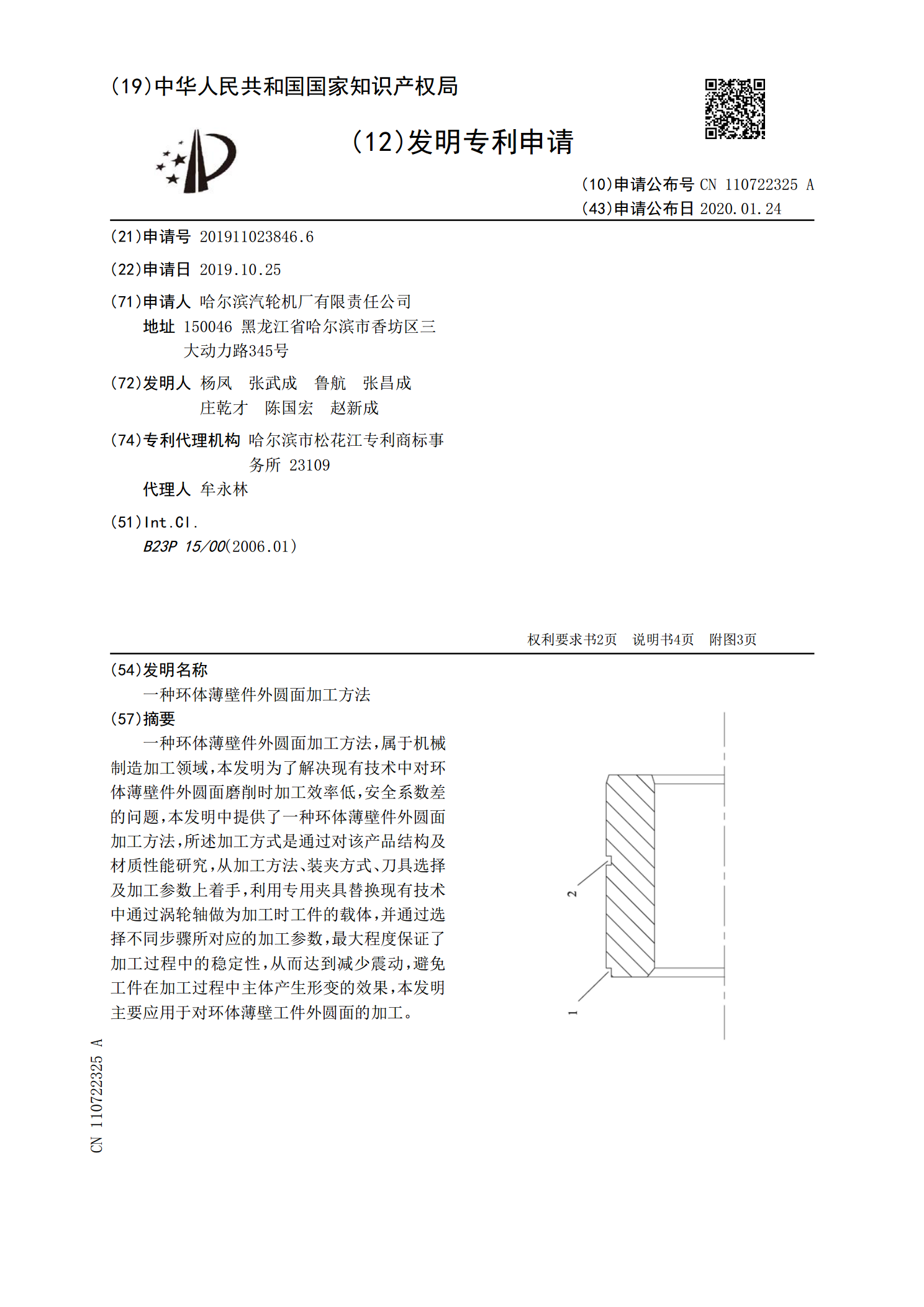
一种环体薄壁件外圆面加工方法,属于机械制造加工领域,本发明为了解决现有技术中对环体薄壁件外圆面磨削时加工效率低,安全系数差的问题,本发明中提供了一种环体薄壁件外圆面加工方法,所述加工方式是通过对该产品结构及材质性能研究,从加工方法、装夹方式、刀具选择及加工参数上着手,利用专用夹具替换现有技术中通过涡轮轴做为加工时工件的载体,并通过选择不同步骤所对应的加工参数,最大程度保证了加工过程中的稳定性,从而达到减少震动,避免工件在加工过程中主体产生形变的效果,本发明主要应用于对环体薄壁工件外圆面的加工。
腔型薄壁件加工的稳固方法.pdf
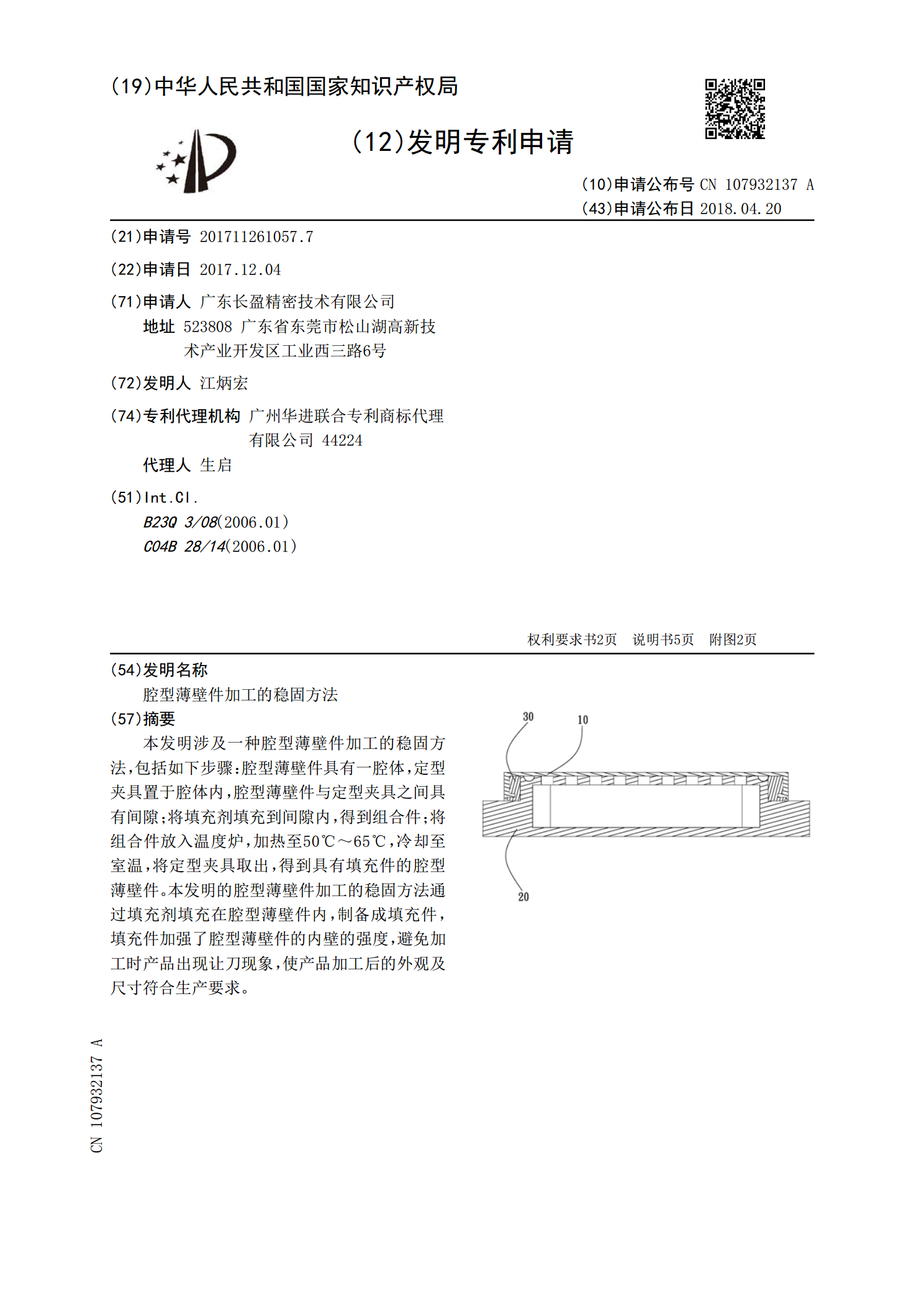
本发明涉及一种腔型薄壁件加工的稳固方法,包括如下步骤:腔型薄壁件具有一腔体,定型夹具置于腔体内,腔型薄壁件与定型夹具之间具有间隙;将填充剂填充到间隙内,得到组合件;将组合件放入温度炉,加热至50℃~65℃,冷却至室温,将定型夹具取出,得到具有填充件的腔型薄壁件。本发明的腔型薄壁件加工的稳固方法通过填充剂填充在腔型薄壁件内,制备成填充件,填充件加强了腔型薄壁件的内壁的强度,避免加工时产品出现让刀现象,使产品加工后的外观及尺寸符合生产要求。
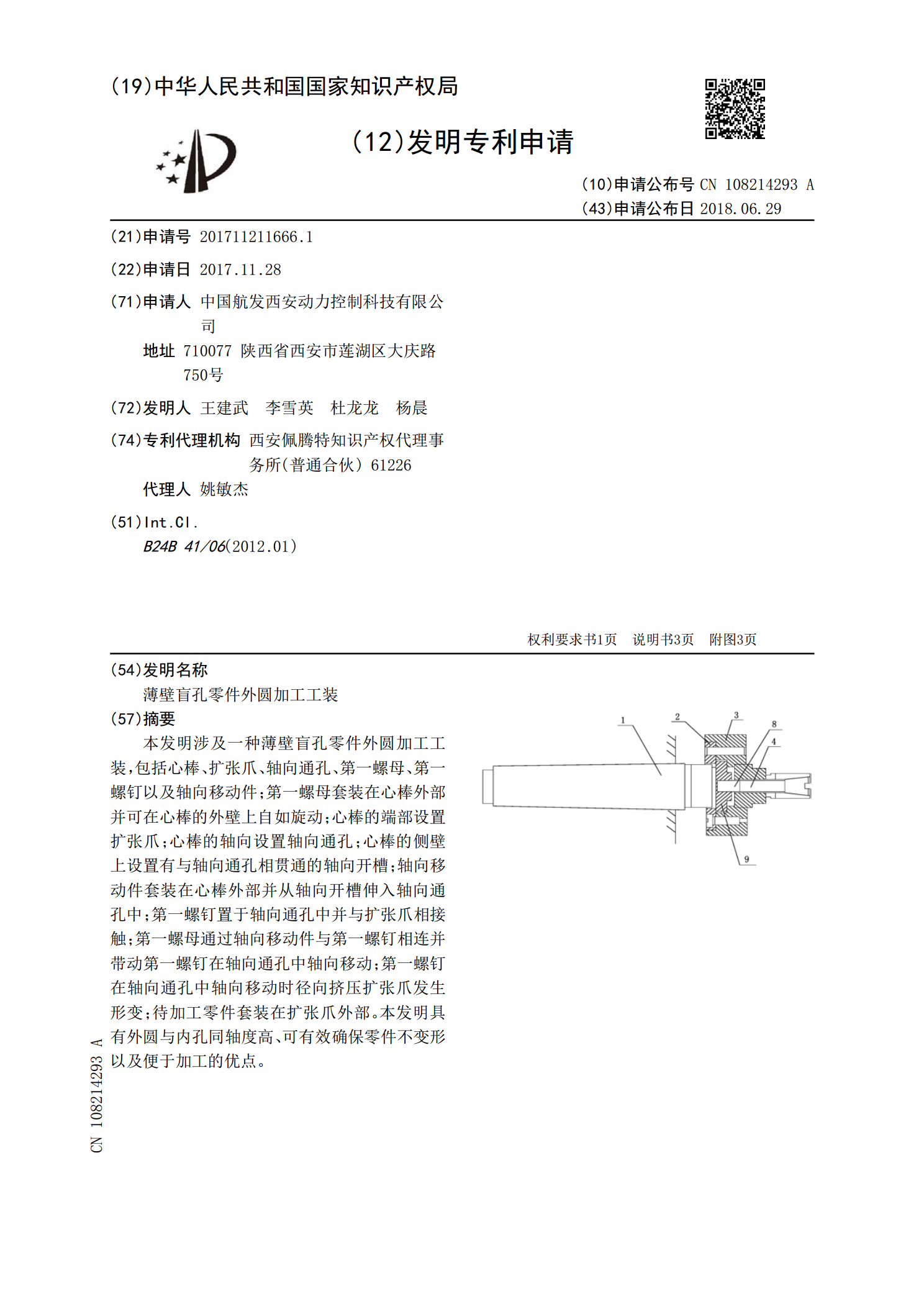
薄壁盲孔零件外圆加工工装.pdf
本发明涉及一种薄壁盲孔零件外圆加工工装,包括心棒、扩张爪、轴向通孔、第一螺母、第一螺钉以及轴向移动件;第一螺母套装在心棒外部并可在心棒的外壁上自如旋动;心棒的端部设置扩张爪;心棒的轴向设置轴向通孔;心棒的侧壁上设置有与轴向通孔相贯通的轴向开槽;轴向移动件套装在心棒外部并从轴向开槽伸入轴向通孔中;第一螺钉置于轴向通孔中并与扩张爪相接触;第一螺母通过轴向移动件与第一螺钉相连并带动第一螺钉在轴向通孔中轴向移动;第一螺钉在轴向通孔中轴向移动时径向挤压扩张爪发生形变;待加工零件套装在扩张爪外部。本发明具有外圆与内孔