
靶材组件的制造方法.pdf

宁馨****找我

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
靶材组件的制造方法.pdf
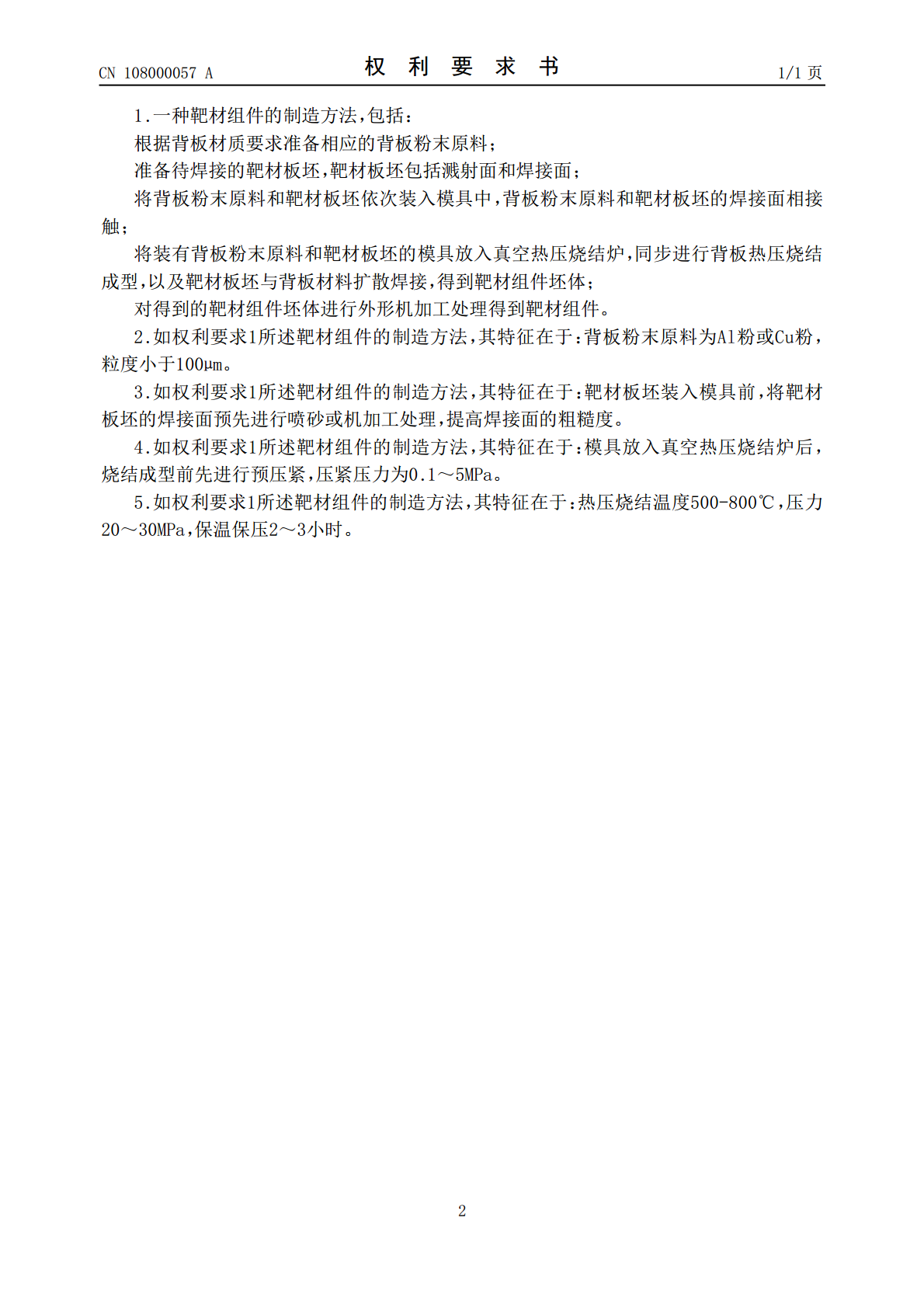
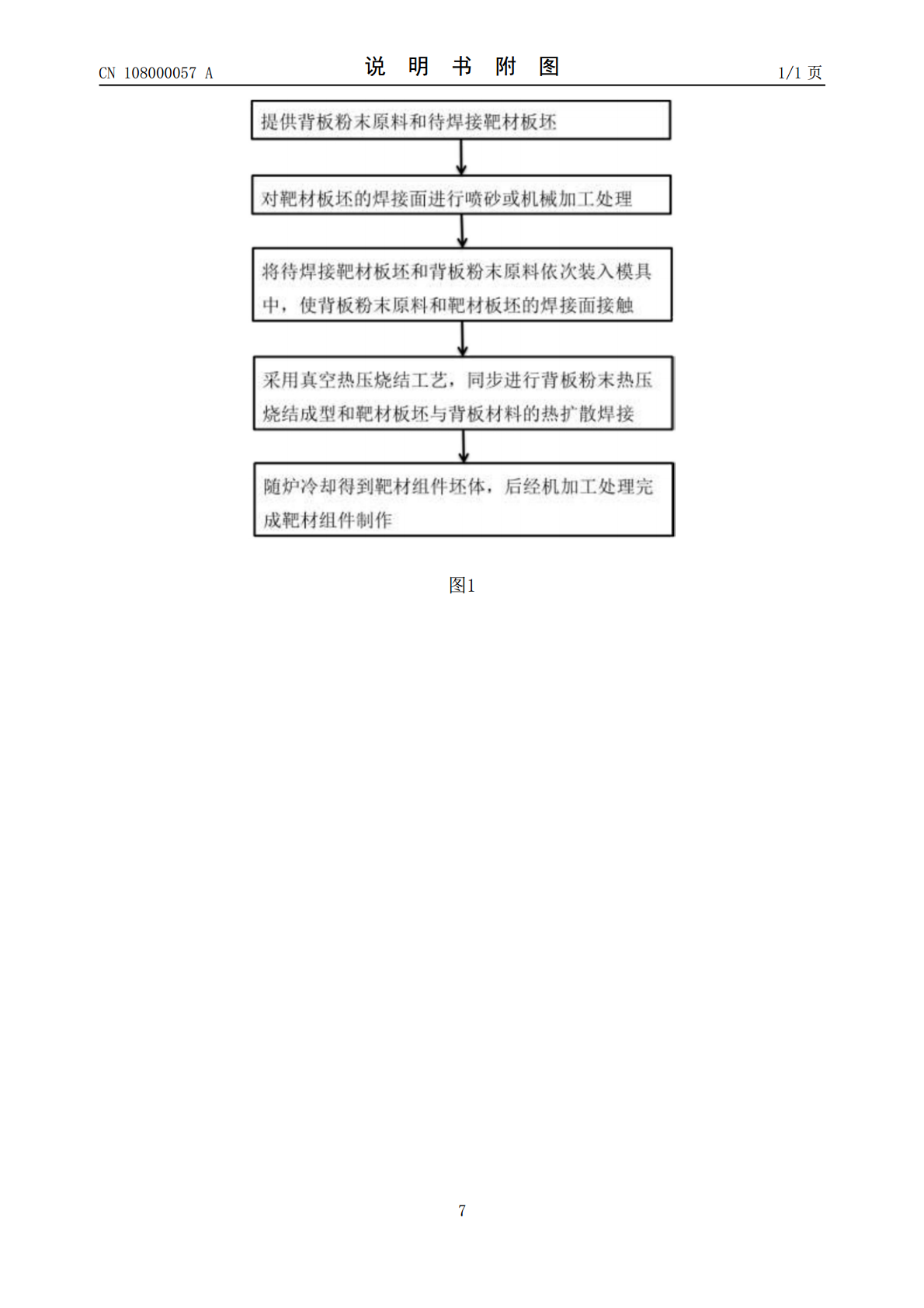
本发明公开了一种靶材组件的制造方法,包括:根据背板材质要求准备相应的背板粉末原料;准备待焊接的靶材板坯,靶材板坯包括溅射面和焊接面;将背板粉末原料和靶材板坯依次装入模具中,背板粉末原料和靶材板坯的焊接面相接触;将装有背板粉末原料和靶材板坯的模具放入真空热压烧结炉,同步进行背板热压烧结成型,以及靶材板坯与背板材料扩散焊接,得到靶材组件坯体;对得到的靶材组件坯体进行外形机加工处理得到靶材组件。本发明制造的靶材组件表面平整度高、弯曲变形小、焊合率高,背板致密度高,组件焊接成品率高。

靶材组件及其制造方法.pdf
一种靶材组件的制造方法,包括以下步骤:提供靶材与背板;对所述靶材的焊接面进行加工,在所述靶材焊接面的中心区域加工出第一焊接平面,并在所述第一焊接平面的周围加工出第二焊接平面,其中,所述第一焊接平面相对第二焊接平面凸出;对所述背板的焊接面进行加工,使所述背板的厚度从中心向四周逐渐减小;将所述靶材、背板焊接在一起;去除部分靶材和部分背板材料,以形成靶材组件。本发明还提供一种靶材组件,包括靶材以及背板,所述靶材的焊接面嵌入所述背板的焊接面中。本发明提供的方法进一步排出了靶材、背板之间的残留气体,提高了靶材成品率

背板的制造方法以及靶材组件.pdf
本发明提供一种背板的制造方法以及靶材组件,所述制造方法包括:提供背板坯料,所述背板坯料包括焊接面、以及与所述焊接面相对的背面;对所述背面进行粗加工,在所述背面内形成初始水道;对所述初始水道进行精加工,形成水道结构;在所述精加工过程中,采用易挥发性溶液作为冷却液。本发明对所述初始水道进行精加工的过程中,采用易挥发性溶液作为冷却液,冷却液挥发后不易在所述水道结构内形成残留,从而可以提高所述水道结构的表面洁净度、色泽度,且可以减小或避免所述水道结构内的残留杂质,从而提高了所述水道结构的形成质量,进而提高了所述背
铝锰合金靶材组件的制造方法.pdf
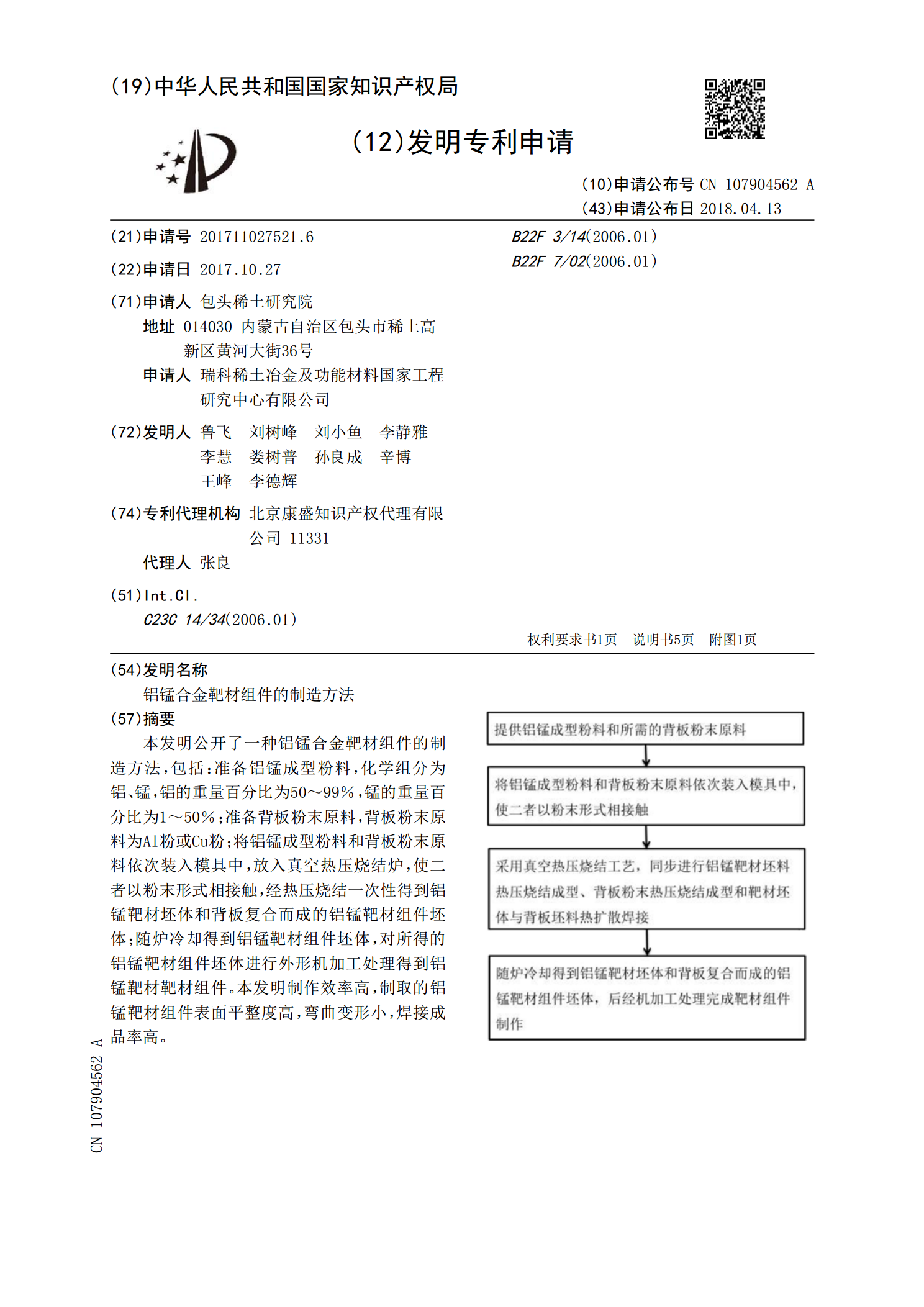
本发明公开了一种铝锰合金靶材组件的制造方法,包括:准备铝锰成型粉料,化学组分为铝、锰,铝的重量百分比为50~99%,锰的重量百分比为1~50%;准备背板粉末原料,背板粉末原料为Al粉或Cu粉;将铝锰成型粉料和背板粉末原料依次装入模具中,放入真空热压烧结炉,使二者以粉末形式相接触,经热压烧结一次性得到铝锰靶材坯体和背板复合而成的铝锰靶材组件坯体;随炉冷却得到铝锰靶材组件坯体,对所得的铝锰靶材组件坯体进行外形机加工处理得到铝锰靶材靶材组件。本发明制作效率高,制取的铝锰靶材组件表面平整度高,弯曲变形小,焊接成品
靶材组件的焊接方法.pdf
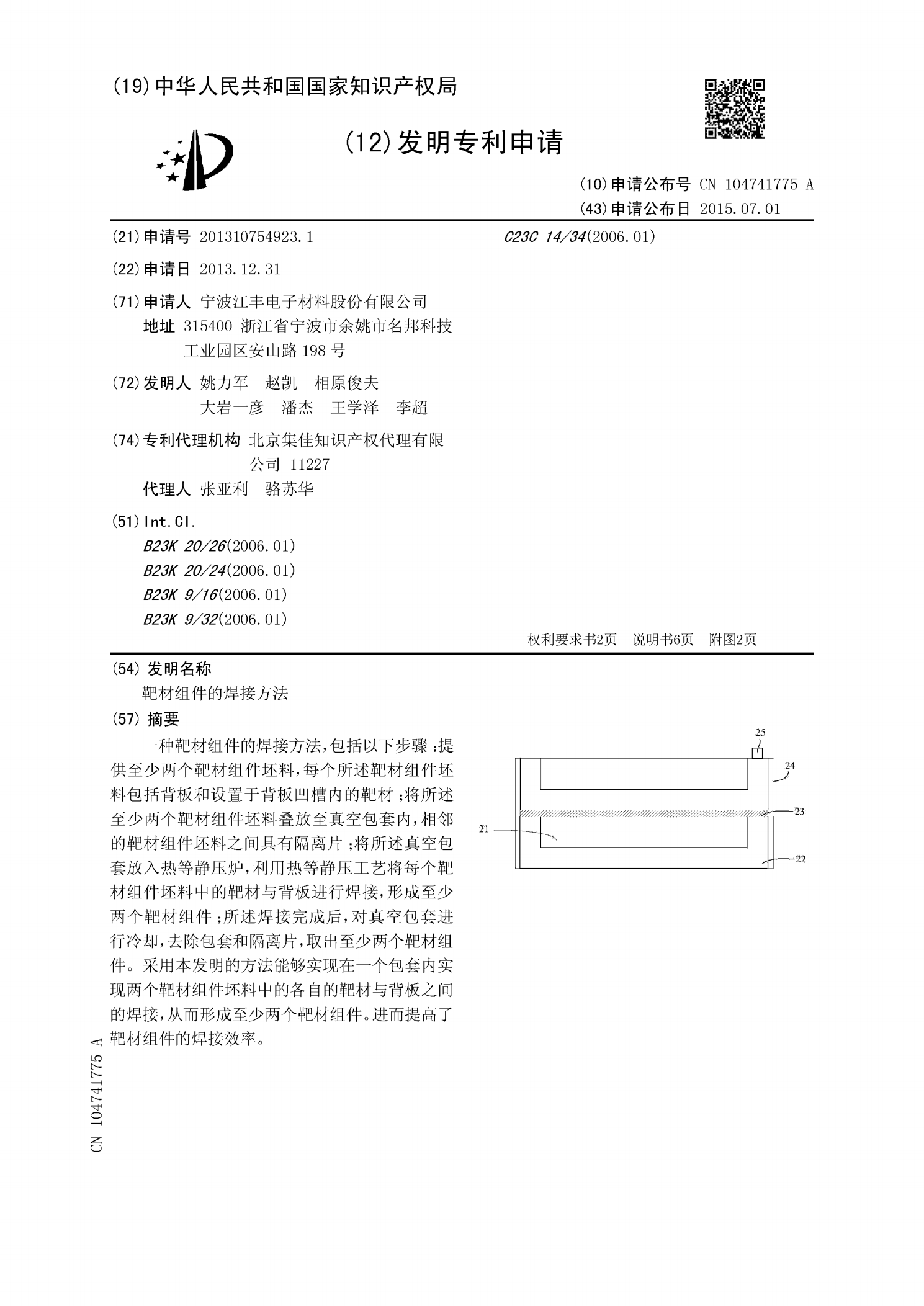
一种靶材组件的焊接方法,包括以下步骤:提供至少两个靶材组件坯料,每个所述靶材组件坯料包括背板和设置于背板凹槽内的靶材;将所述至少两个靶材组件坯料叠放至真空包套内,相邻的靶材组件坯料之间具有隔离片;将所述真空包套放入热等静压炉,利用热等静压工艺将每个靶材组件坯料中的靶材与背板进行焊接,形成至少两个靶材组件;所述焊接完成后,对真空包套进行冷却,去除包套和隔离片,取出至少两个靶材组件。采用本发明的方法能够实现在一个包套内实现两个靶材组件坯料中的各自的靶材与背板之间的焊接,从而形成至少两个靶材组件。进而提高了靶材