
一种GCr15轴承钢小方坯的生产方法.pdf

小新****ou


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种GCr15轴承钢小方坯的生产方法.pdf
本发明公开了一种GCr15轴承钢小方坯的生产方法,工艺流程为“铁水预处理→120t顶底复吹转炉→LF→VD→150mm×150mm小方坯连铸机→高线铸坯加热→高压水除鳞→轧制→控冷”。转炉采用双渣法工艺进行脱硫,终点高拉碳;LF精炼实现钢水的还原精炼和深脱硫、高碱度;VD真空脱气去除钢水中的氢和氮,破空后镇静,去除夹杂物和进一步脱硫;连铸过程采用低过热度弱冷工艺、电磁搅拌技术和铸坯缓冷工艺,提高铸坯的质量;铸坯加热工序保证充足的加热时间及加热温度,保证铸坯加热均匀,碳化物充分溶解。本发明的生产方法很好的控
一种小方坯连铸轴承钢的生产方法.pdf
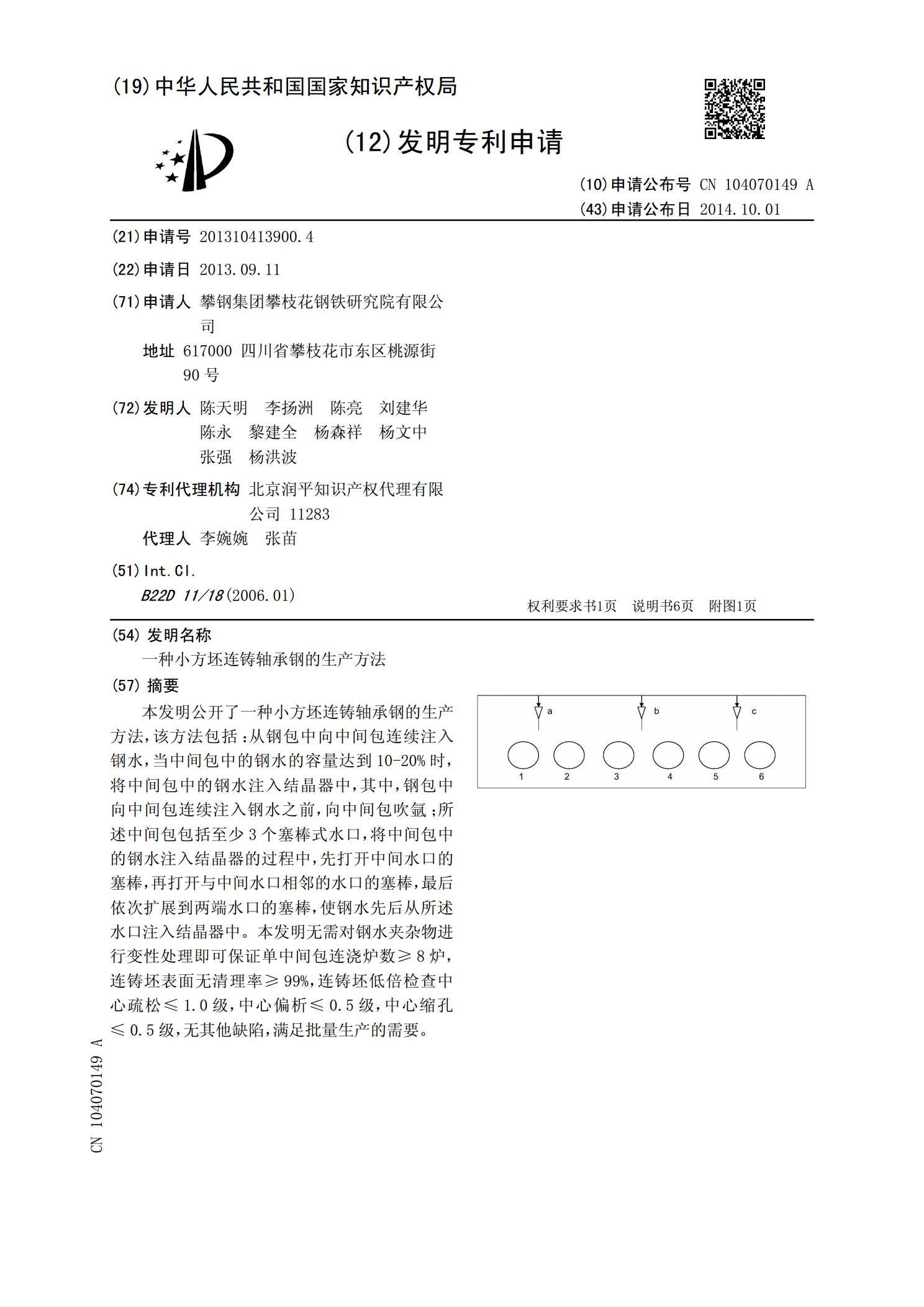
本发明公开了一种小方坯连铸轴承钢的生产方法,该方法包括:从钢包中向中间包连续注入钢水,当中间包中的钢水的容量达到10-20%时,将中间包中的钢水注入结晶器中,其中,钢包中向中间包连续注入钢水之前,向中间包吹氩;所述中间包包括至少3个塞棒式水口,将中间包中的钢水注入结晶器的过程中,先打开中间水口的塞棒,再打开与中间水口相邻的水口的塞棒,最后依次扩展到两端水口的塞棒,使钢水先后从所述水口注入结晶器中。本发明无需对钢水夹杂物进行变性处理即可保证单中间包连浇炉数≥8炉,连铸坯表面无清理率≥99%,连铸坯低倍检查中
一种高碳铬轴承钢小方坯的生产方法.pdf
本发明一种高碳铬轴承钢小方坯的生产方法,属于冶金技术领域,转炉冶炼终点[C]≥0.05%,[P]≤0.014%,出钢脱氧后钢中氧含量≤40ppm;LF进站钢液中[Al]为400~700ppm,精炼渣成分为TFe≤0.8%,CaO45~50%,SiO

一种抑制小方坯轴承钢加热弯钢的工艺方法.pdf
本发明涉及一种抑制小方坯轴承钢加热弯钢的工艺方法,包括如下步骤:1)选用轴承钢坯长12000mm,坯料两端搭出蓄热式步进梁长度不大于950mm;2)轴承钢小方坯入炉布料时采用前空5步,加热温度随前钢种,待前接钢种出钢完毕后再升温保温,小方坯在预热段温度为≤950℃,加热段加热时采用1130-1180℃保温70-100分钟,均热段功能含加热段及均热段的双重功能,采用1200-1240℃保温70-100分钟;3)保温至规定时间后进行轧制,待本批轴承钢入炉后空25步再接其他钢种。本发明通过选取小方坯生产轴承钢盘
一种GCr15轴承钢管的生产方法.pdf
本发明涉及轴承钢管的生产方法。其步骤:在电炉或转炉中按照GCr15冶炼,在LF炉精炼;当钢液温度升至1550~1570℃时加入Cu;然后吹氩3~5min;进行真空处理、连铸并成圆钢;对圆钢加热;进行粗轧;进行精轧;进行球化热处理;按照常规进行酸洗、皂化、冷拉、探伤、包装。本发明由于改变了传统的将GCr15轴承钢管所有有效合金元素同时加入的方式,采用将Cu元素与其他有效元素分步加入的方式,从而对钢液温度的升温速度及化渣速度有利,导致钢中夹杂尤其是对S、P的去除效果好,提高了钢的洁净度,使轴承钢管表面质量得以