
一种抑制小方坯轴承钢加热弯钢的工艺方法.pdf

Ja****44


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种抑制小方坯轴承钢加热弯钢的工艺方法.pdf
本发明涉及一种抑制小方坯轴承钢加热弯钢的工艺方法,包括如下步骤:1)选用轴承钢坯长12000mm,坯料两端搭出蓄热式步进梁长度不大于950mm;2)轴承钢小方坯入炉布料时采用前空5步,加热温度随前钢种,待前接钢种出钢完毕后再升温保温,小方坯在预热段温度为≤950℃,加热段加热时采用1130-1180℃保温70-100分钟,均热段功能含加热段及均热段的双重功能,采用1200-1240℃保温70-100分钟;3)保温至规定时间后进行轧制,待本批轴承钢入炉后空25步再接其他钢种。本发明通过选取小方坯生产轴承钢盘

轴承钢小方坯连续铸造工艺初探.docx
轴承钢小方坯连续铸造工艺初探轴承钢小方坯连续铸造工艺初探摘要:轴承钢是一种重要的结构材料,在现代工业中广泛应用。传统的轴承钢生产工艺需要多次中间处理,效率低下。连续铸造工艺作为一种新兴的生产方法,具有高效、环保等优点。本文对轴承钢小方坯的连续铸造工艺进行初步研究,探讨了该工艺的优势和存在的问题,并提出了改进措施。第一章引言轴承钢是一种高强度、耐磨损、耐腐蚀的材料,广泛应用于汽车、航空、机械等领域。目前的轴承钢生产工艺主要包括钢水冶炼、连铸、热轧等多个步骤,过程复杂且效率低下。连续铸造工艺作为一种新的生产方

轴承钢小方坯连续铸造工艺初探.docx
轴承钢小方坯连续铸造工艺初探近年来,随着我国制造业的快速发展,轴承钢的需求量也不断增加。作为机械行业中不可或缺的物料之一,轴承钢的质量对于机械产品的性能和寿命有着直接的影响。因此,轴承钢的制造工艺一直备受关注。传统的轴承钢制造工艺,主要是采用锻造和热处理的方法进行生产。在锻造过程中,常常要耗费大量的能源和人力,同时由于锻造过程的限制,生产周期也长,制造成本高。而且,由于生产过程中难以控制材料组织,质量不稳定等问题,传统制造工艺对于轴承钢的生产效率和品质掌控能力受到了限制。为了解决传统轴承钢制造工艺存在的问
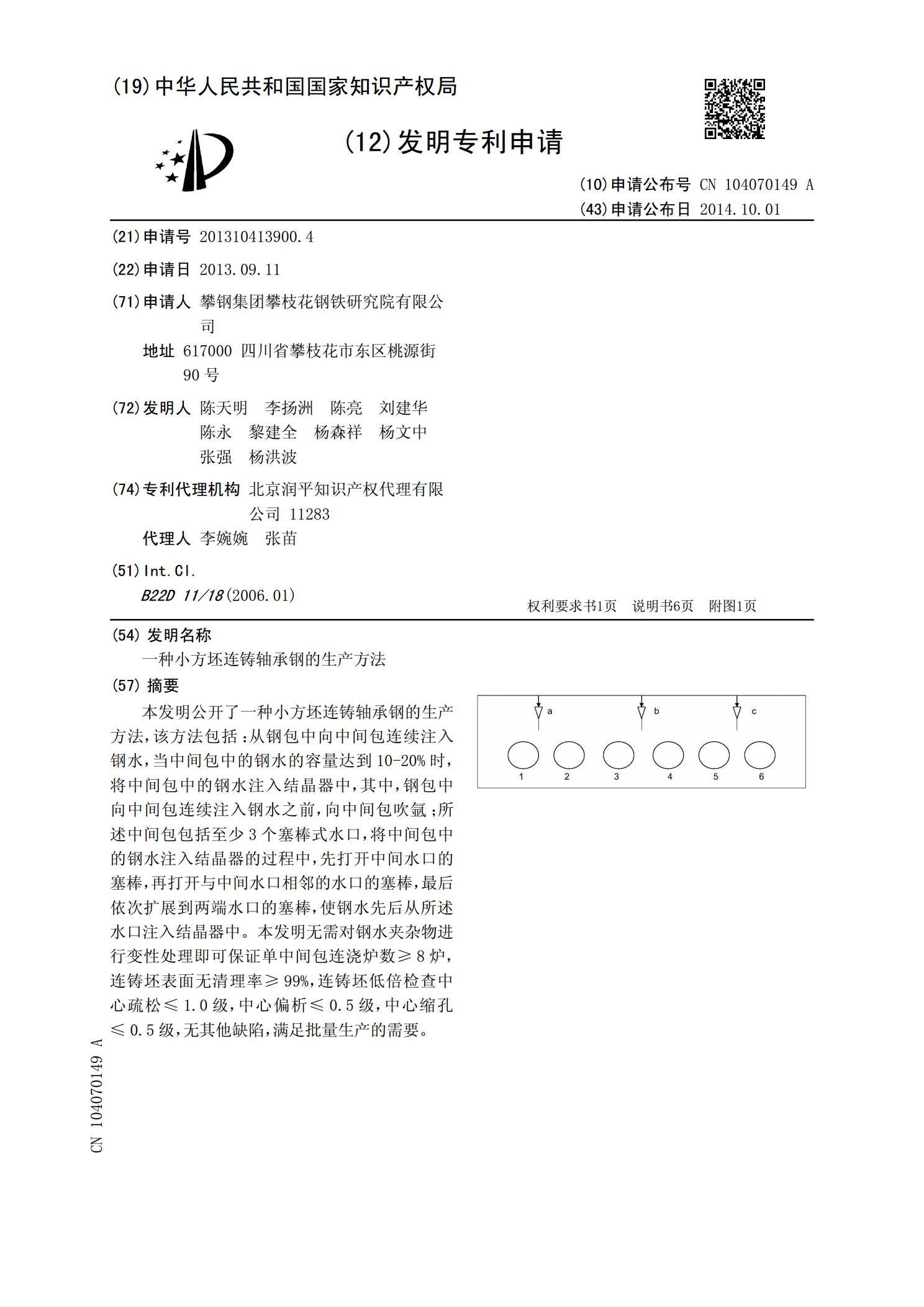
一种小方坯连铸轴承钢的生产方法.pdf
本发明公开了一种小方坯连铸轴承钢的生产方法,该方法包括:从钢包中向中间包连续注入钢水,当中间包中的钢水的容量达到10-20%时,将中间包中的钢水注入结晶器中,其中,钢包中向中间包连续注入钢水之前,向中间包吹氩;所述中间包包括至少3个塞棒式水口,将中间包中的钢水注入结晶器的过程中,先打开中间水口的塞棒,再打开与中间水口相邻的水口的塞棒,最后依次扩展到两端水口的塞棒,使钢水先后从所述水口注入结晶器中。本发明无需对钢水夹杂物进行变性处理即可保证单中间包连浇炉数≥8炉,连铸坯表面无清理率≥99%,连铸坯低倍检查中
一种高碳铬轴承钢小方坯的生产方法.pdf
本发明一种高碳铬轴承钢小方坯的生产方法,属于冶金技术领域,转炉冶炼终点[C]≥0.05%,[P]≤0.014%,出钢脱氧后钢中氧含量≤40ppm;LF进站钢液中[Al]为400~700ppm,精炼渣成分为TFe≤0.8%,CaO45~50%,SiO