
一种汽车轮毂的制造工艺.pdf

英哲****公主

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮毂的制造工艺.pdf
本发明公开了一种汽车轮毂的制造工艺,S10:加热铝合金坯料,200℃~250℃恒温保持2~3小时,待料温均匀后进行继续加热,中温加热400℃~550℃保持1~2小时,继续加热到600℃~650℃的锻造温度,保持3~5小时出炉;S20:对加热后的坯料进行多次镦粗和倒棱处理,并将其放入下模具中;S30:用上模具上的冲头冲压坯料,使坯料充满整个下模具,然后抬起冲头,并进行多次冲压完成轮毂毛坯;S40:冲压完成后将轮毂毛坯由下模具取下并进行冷却处理;S40:对冷却好的轮毂毛坯进行打磨和机加工处理。该工艺提高锻造精

汽车轮毂的制造工艺.doc
汽车轮毂制造技术班级:机电1302班学号:姓名:师世健指导教师:邢书明目录一、摘要································3二、汽车轮毂得选材···························31、钢铁材料····························31、1球墨铸铁···························31、2其她钢铁材料·························32、合金材料·····························33、复
一种汽车轮毂生产制造工艺及设备.pdf
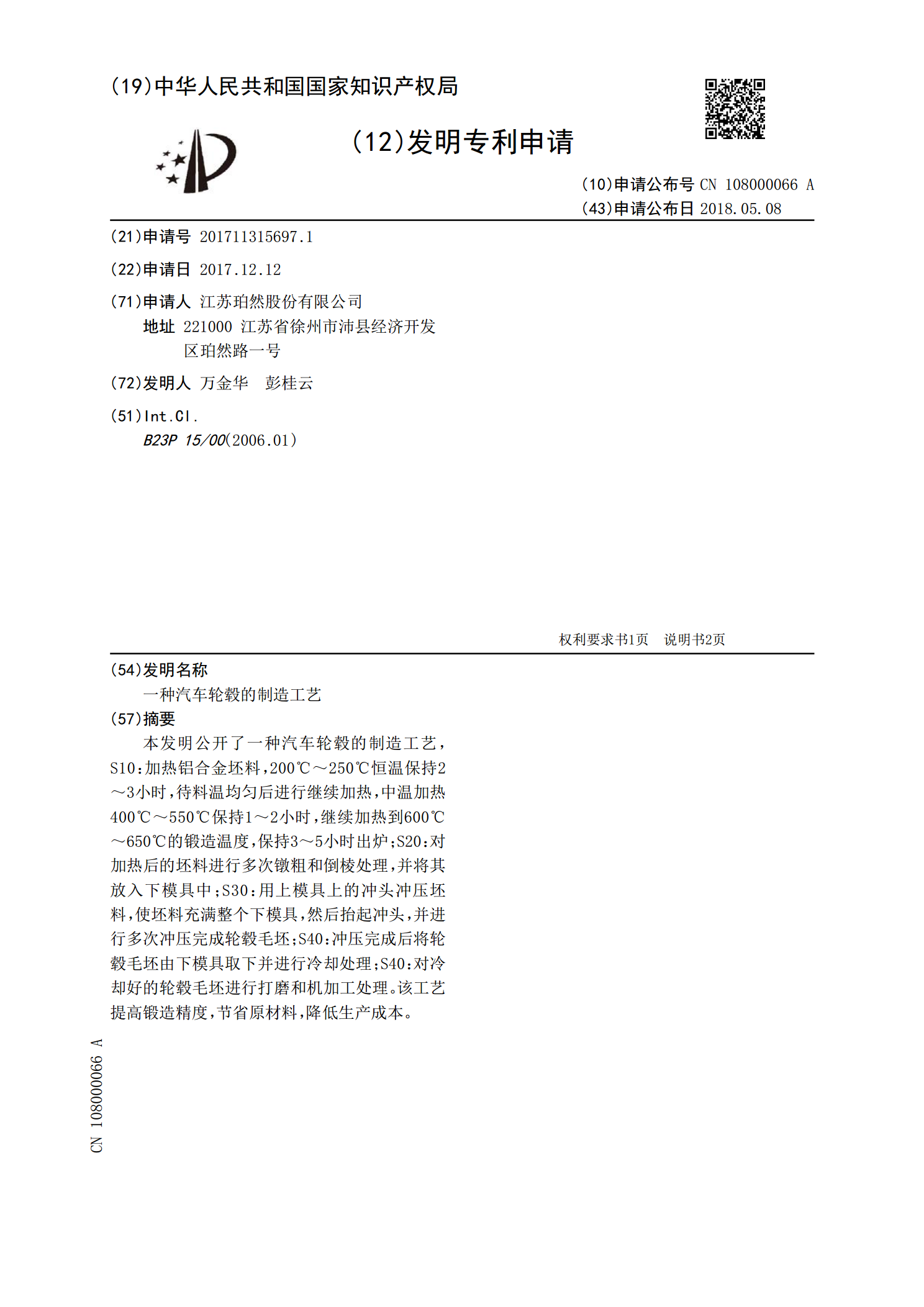
本发明公开了一种汽车轮毂生产制造工艺及设备,包括箱体,箱体的正面活动安装有两个箱门,两个箱门的内部均设置有观察窗,箱体的顶部固定安装有储液罐,箱体的顶部固定安装有增压泵,增压泵的输出端连通有输出管,输出管的另一端连通有雾化喷头。通过设置的气泵,气泵通过管道和集气框将箱体内部的气流抽出,气流从箱体底部的灰尘过滤板过滤灰尘颗粒,气流通过气泵的抽出引导排放到滤箱,首先经过石英砂过滤板过滤较大颗粒的悬浮液滴和金属屑颗粒,而后经过海绵过滤板的吸附作用,进一步限制了液滴和颗粒的移动,最后经过活性炭过滤板吸附了异味与最
一种汽车用碳纤维轮毂制造工艺.pdf
本发明公开了一种汽车用碳纤维轮毂制造工艺,该生产工艺包括如下步骤:(1)准备成型模具;(2)原料的选型;(3)进行手工铺层;(4)树脂粘合成型;(5)数控车床车轮毂外形加工中心;本发明使用碳纤维制作汽车轮毂,可对轮毂进行瘦身,且轮毂的瘦身是车体轻量化中相当重要的一环;轻量的轮毂对应减轻恍下重量;让轮胎的滚动更高发挥着举足轻重的作用;进而让车辆的转向和操作表现更加出色;加工编程造就它拥有的特殊纹路,更能体现到减轻、减振以下的重量,让悬挂反应灵敏度增强,减少转动惯性以及缩短刹车距离等优势。
一种汽车铝合金轮毂再制造工艺.pdf
本发明涉及一种汽车铝合金轮毂再制造工艺,主要包括以下汽车轮毂再制造步骤:轮毂清洗、轮毂拆卸、轮毂再次清洗、轮毂检测、轮毂分类、轮毂再制造和再制造轮毂的检验。本发明可以解决汽车轮毂再制造工艺轮毂清洗中存在的:一:现有汽车轮毂再制造中,对汽车轮毂的清洗大多采用单枪射流清洗机、多喷嘴射流清洗机等,依然需要依靠人工手持喷枪对汽车轮毂进行清洗,清洗费时费力,且轮毂角落难以清洗干净;二:轮毂表面有难以清洗的厚层油污时,需要采用化学清洁剂,而现有做法是直接将化学清洁剂倒在油污表面或另外采用喷壶喷洒,化学清洁剂具有腐蚀性