
一种采用连铸连轧法生产高镁铝合金焊丝线坯的冷却工艺.pdf

佳晨****ng


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种采用连铸连轧法生产高镁铝合金焊丝线坯的冷却工艺.pdf
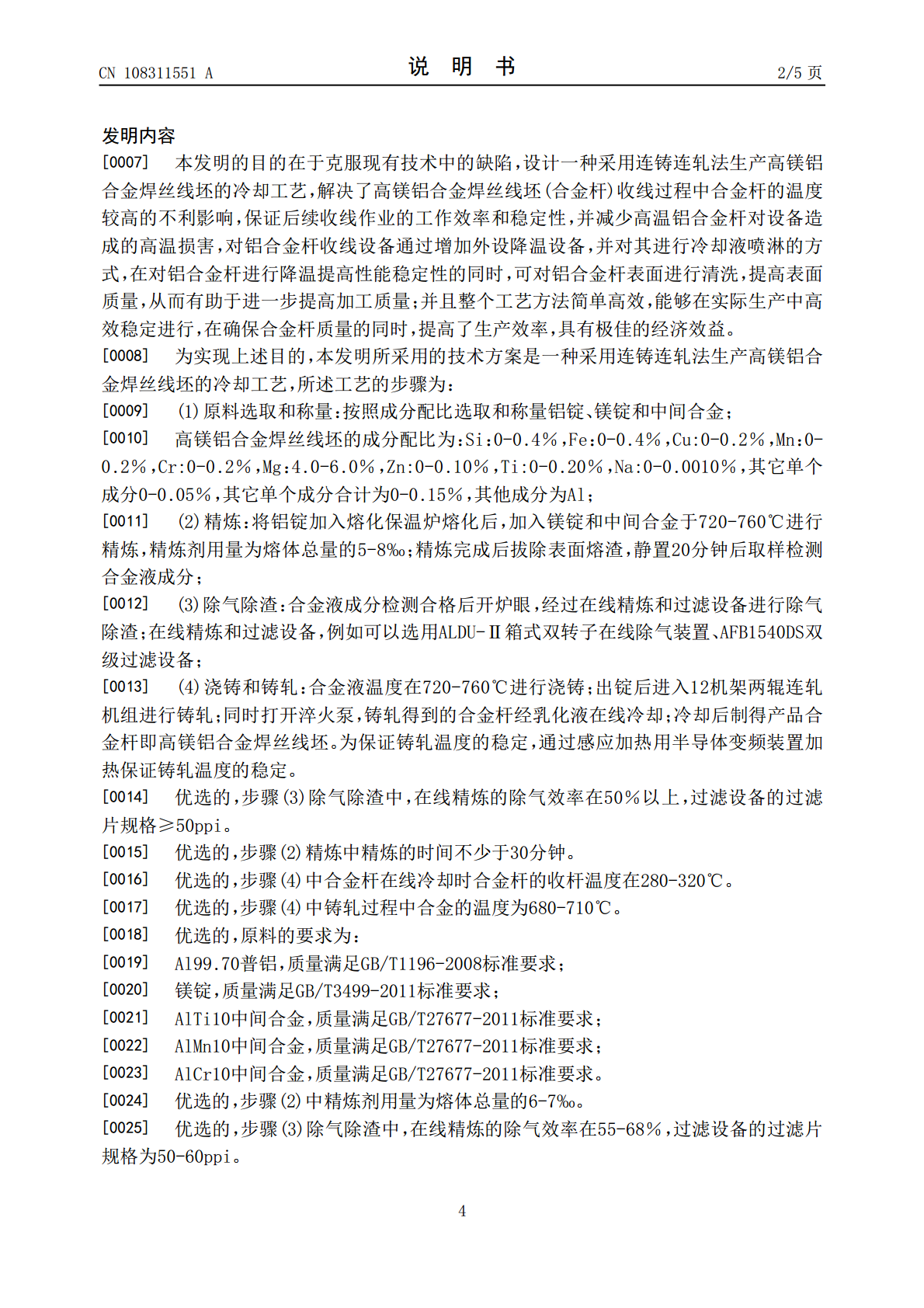
本发明涉及一种采用连铸连轧法生产高镁铝合金焊丝线坯的冷却工艺,所述工艺的步骤为:(1)原料选取和称量;(2)精炼:将铝锭加入熔化保温炉熔化后进行精炼;(3)除气除渣:经过在线精炼和过滤设备进行除气除渣;(4)浇铸和铸轧:浇铸出锭后进入12机架两辊连轧机组进行铸轧;铸轧得到的合金杆经乳化液在线冷却。本发明工艺解决了高镁铝合金焊丝线坯(合金杆)收线过程中合金杆的温度较高的不利影响,保证后续收线作业的工作效率和稳定性,并减少高温铝合金杆对设备造成的高温损害,在对铝合金杆进行降温提高性能稳定性的同时,可对铝合金杆

连铸连轧厂层流冷却工艺的优化.docx
连铸连轧厂层流冷却工艺的优化标题:连铸连轧厂层流冷却工艺的优化摘要:连铸连轧工艺作为一种常见的金属材料加工工艺,其层流冷却环节在材料质量、生产效率和能源消耗等方面具有重要影响。本论文通过对层流冷却工艺的分析和研究,提出了一种优化方案,以提高连铸连轧厂的生产效益以及环境可持续发展。1.引言连铸连轧工艺在金属加工行业中占据重要地位,其冷却过程是关键步骤之一。冷却工艺的优化能够提高材料质量,降低生产能耗,具有重要的经济和环境效益。2.连铸连轧过程的层流冷却工艺分析2.1连铸连轧过程概述2.2层流冷却工艺原理2.
一种连铸连轧生产线剔坯方法.pdf
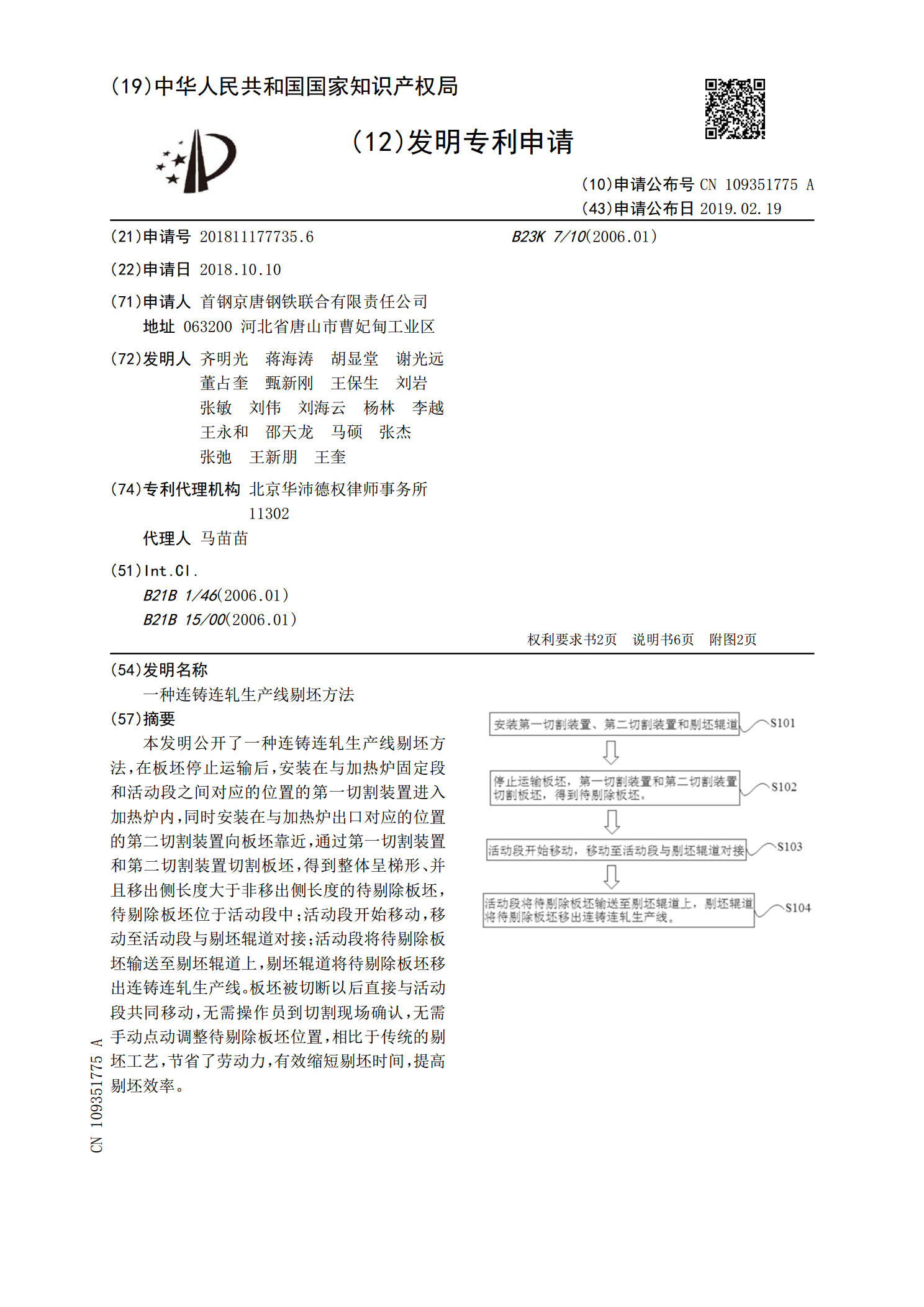
本发明公开了一种连铸连轧生产线剔坯方法,在板坯停止运输后,安装在与加热炉固定段和活动段之间对应的位置的第一切割装置进入加热炉内,同时安装在与加热炉出口对应的位置的第二切割装置向板坯靠近,通过第一切割装置和第二切割装置切割板坯,得到整体呈梯形、并且移出侧长度大于非移出侧长度的待剔除板坯,待剔除板坯位于活动段中;活动段开始移动,移动至活动段与剔坯辊道对接;活动段将待剔除板坯输送至剔坯辊道上,剔坯辊道将待剔除板坯移出连铸连轧生产线。板坯被切断以后直接与活动段共同移动,无需操作员到切割现场确认,无需手动点动调整待
一种采用连铸坯周期锻轧毛坯的管模制造工艺.pdf
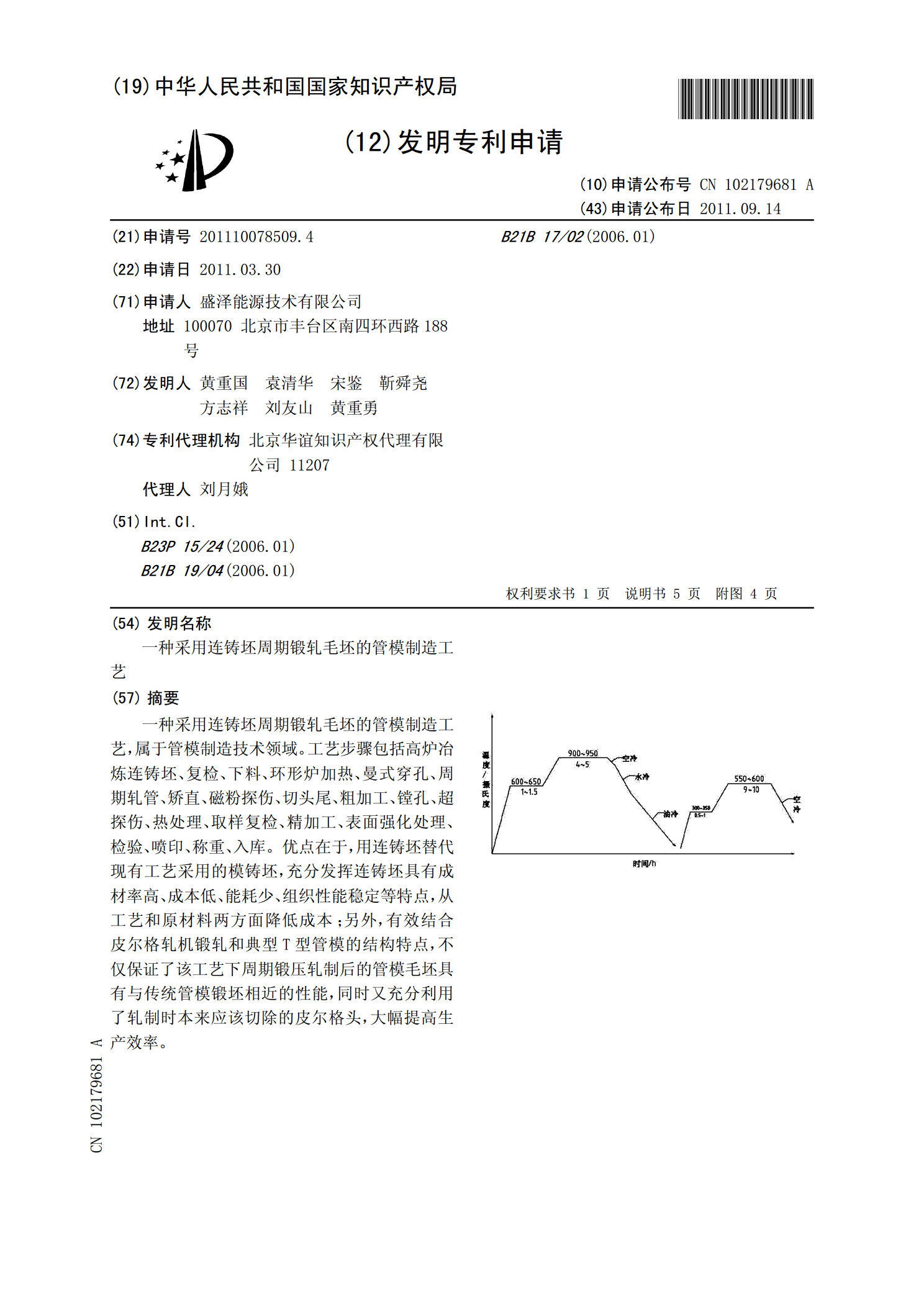
一种采用连铸坯周期锻轧毛坯的管模制造工艺,属于管模制造技术领域。工艺步骤包括高炉冶炼连铸坯、复检、下料、环形炉加热、曼式穿孔、周期轧管、矫直、磁粉探伤、切头尾、粗加工、镗孔、超探伤、热处理、取样复检、精加工、表面强化处理、检验、喷印、称重、入库。优点在于,用连铸坯替代现有工艺采用的模铸坯,充分发挥连铸坯具有成材率高、成本低、能耗少、组织性能稳定等特点,从工艺和原材料两方面降低成本;另外,有效结合皮尔格轧机锻轧和典型T型管模的结构特点,不仅保证了该工艺下周期锻压轧制后的管模毛坯具有与传统管模锻坯相近的性能,
连铸红坯直轧的工艺实践__TR.pdf
总第174期南方金属Sum.1742010年6月SOUTHERNMETALSJune2010文章编号:1009—9700(2010)03—0050—03连铸红坯直轧的工艺实践王世杰,陈宏华(广东省阳江市宏大钢铁有限公司,广东阳江529600)摘要:介绍宏大钢铁连铸红坯直轧的工艺实践,并对试生产情况作简要分析,提出合理的优化工艺思路关键词:连铸坯;直接轧制;二冷段;加热炉中图分类号:TG335.64文献标识码:BDirectrollingpracticeofcontinuouscastbilletsWANG