
一种采用连铸坯周期锻轧毛坯的管模制造工艺.pdf

小宏****aa


1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种采用连铸坯周期锻轧毛坯的管模制造工艺.pdf
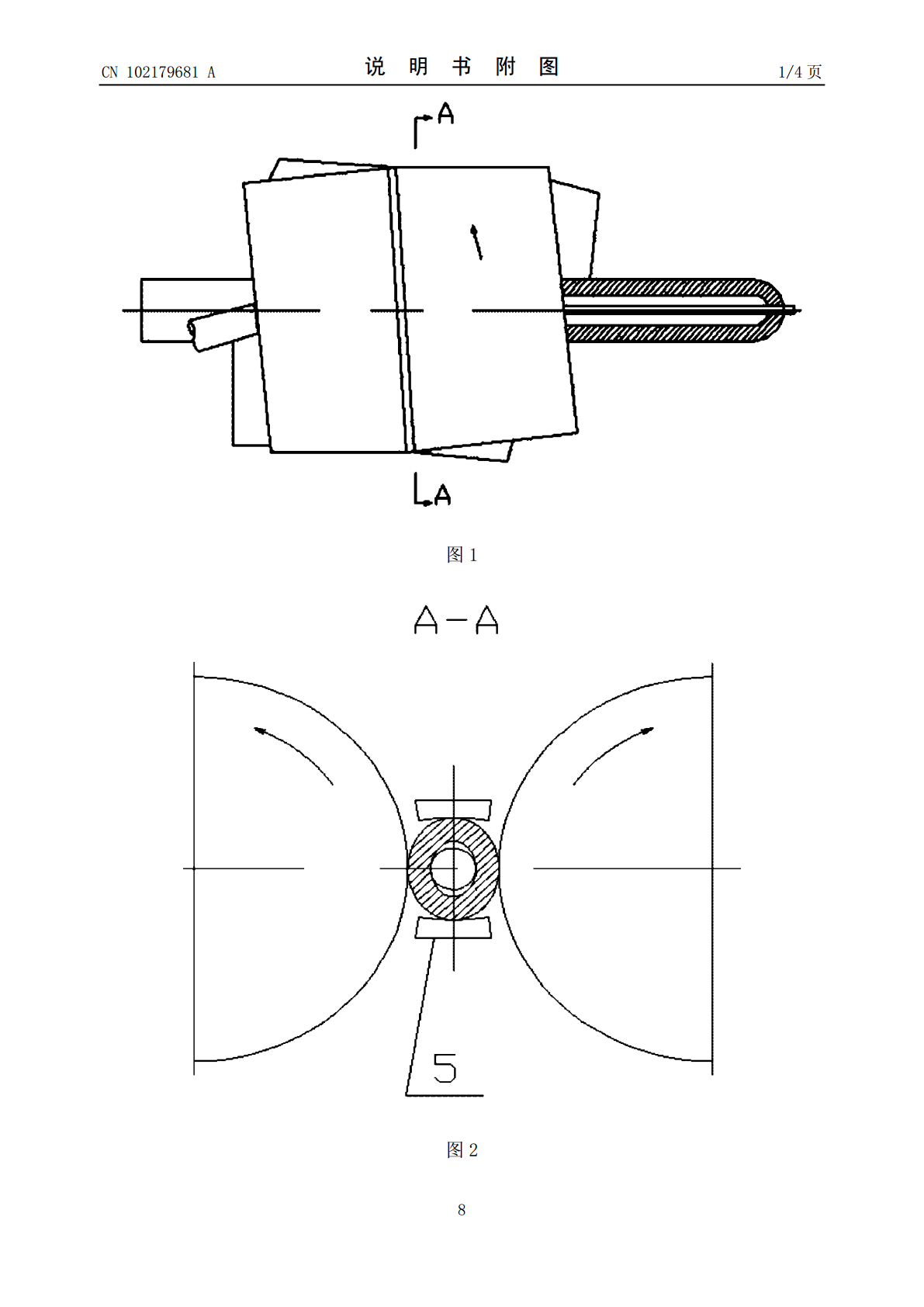
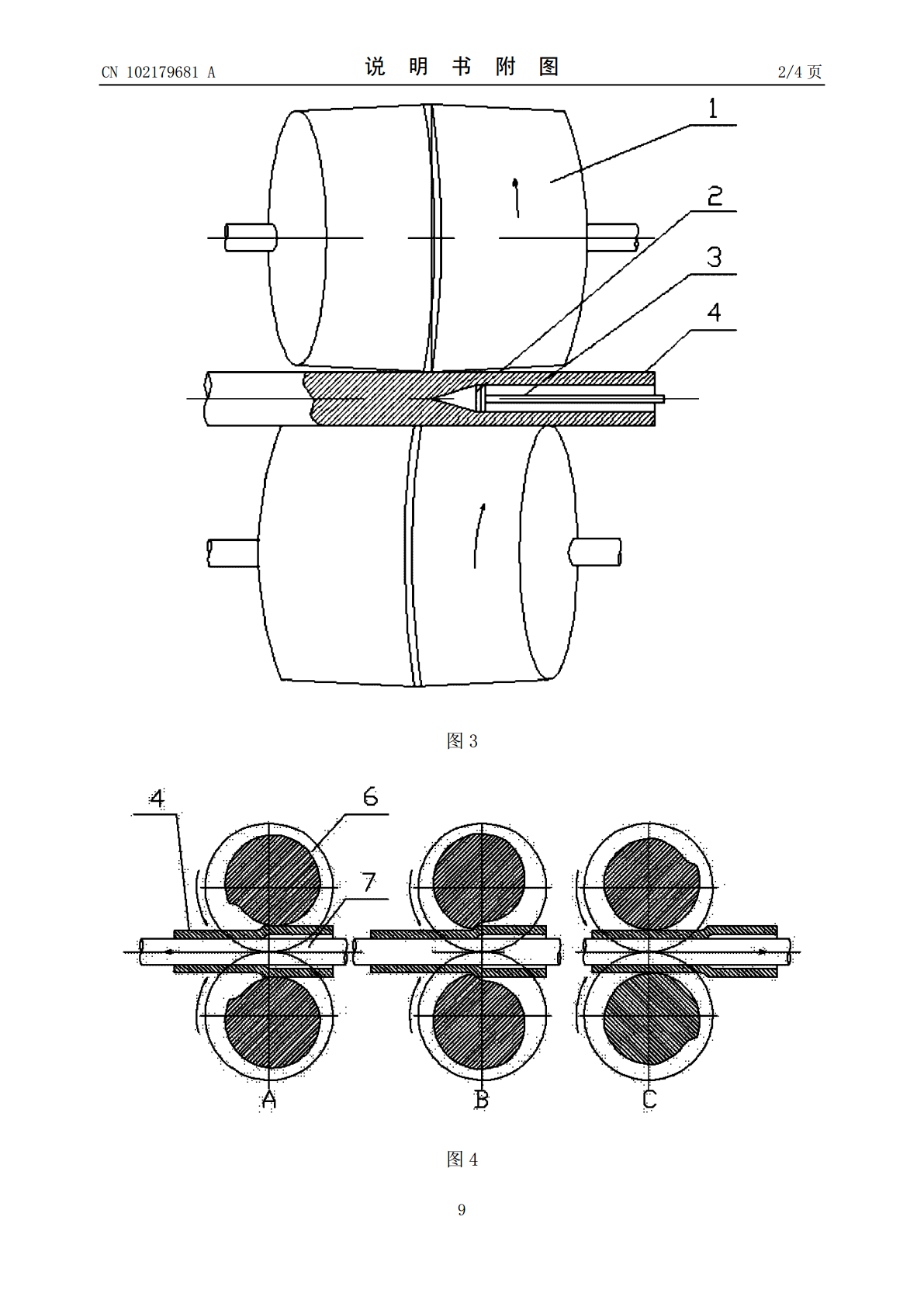
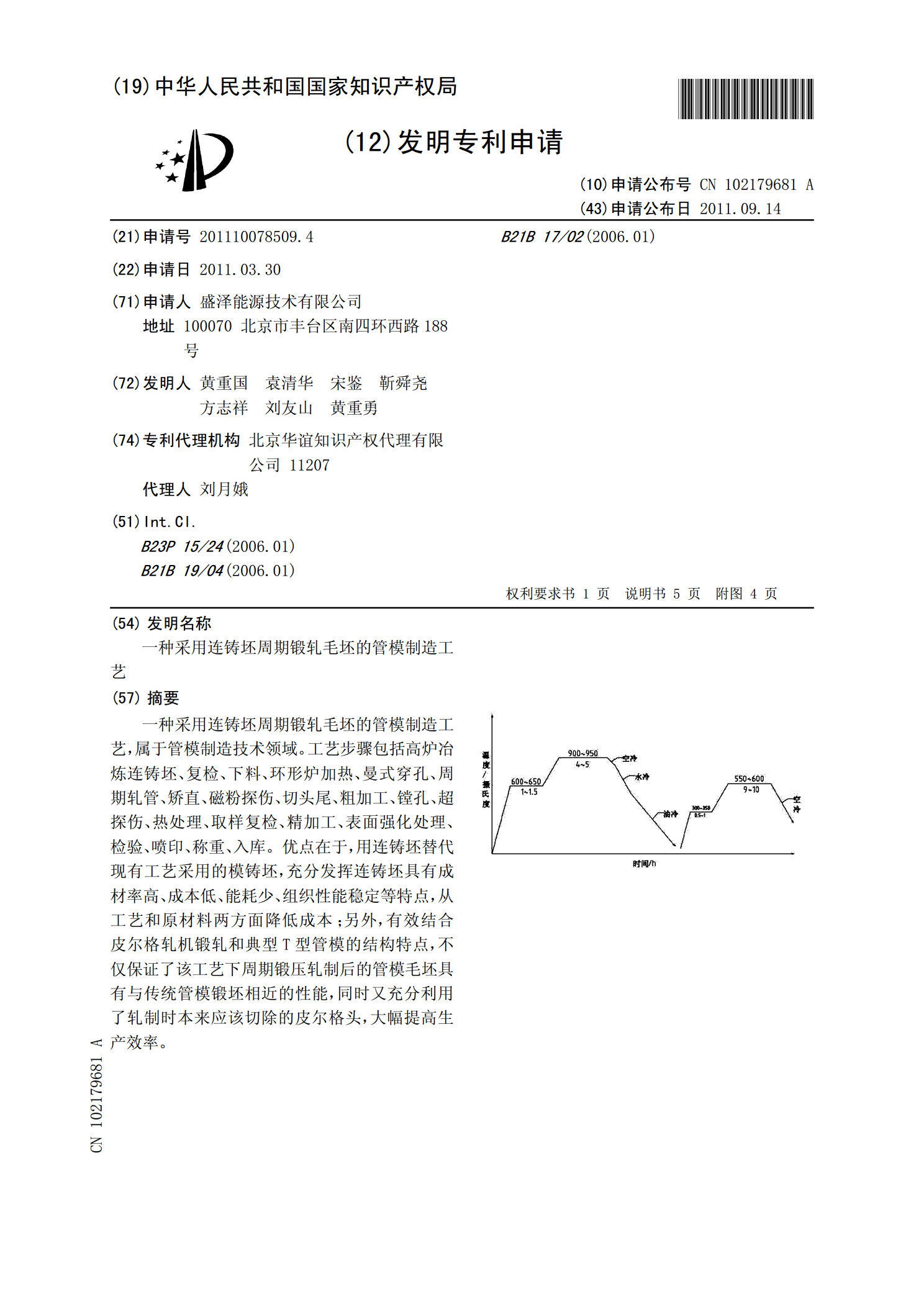
一种采用连铸坯周期锻轧毛坯的管模制造工艺,属于管模制造技术领域。工艺步骤包括高炉冶炼连铸坯、复检、下料、环形炉加热、曼式穿孔、周期轧管、矫直、磁粉探伤、切头尾、粗加工、镗孔、超探伤、热处理、取样复检、精加工、表面强化处理、检验、喷印、称重、入库。优点在于,用连铸坯替代现有工艺采用的模铸坯,充分发挥连铸坯具有成材率高、成本低、能耗少、组织性能稳定等特点,从工艺和原材料两方面降低成本;另外,有效结合皮尔格轧机锻轧和典型T型管模的结构特点,不仅保证了该工艺下周期锻压轧制后的管模毛坯具有与传统管模锻坯相近的性能,
一种周期轧管机锻轧成形管模毛坯的方法.pdf
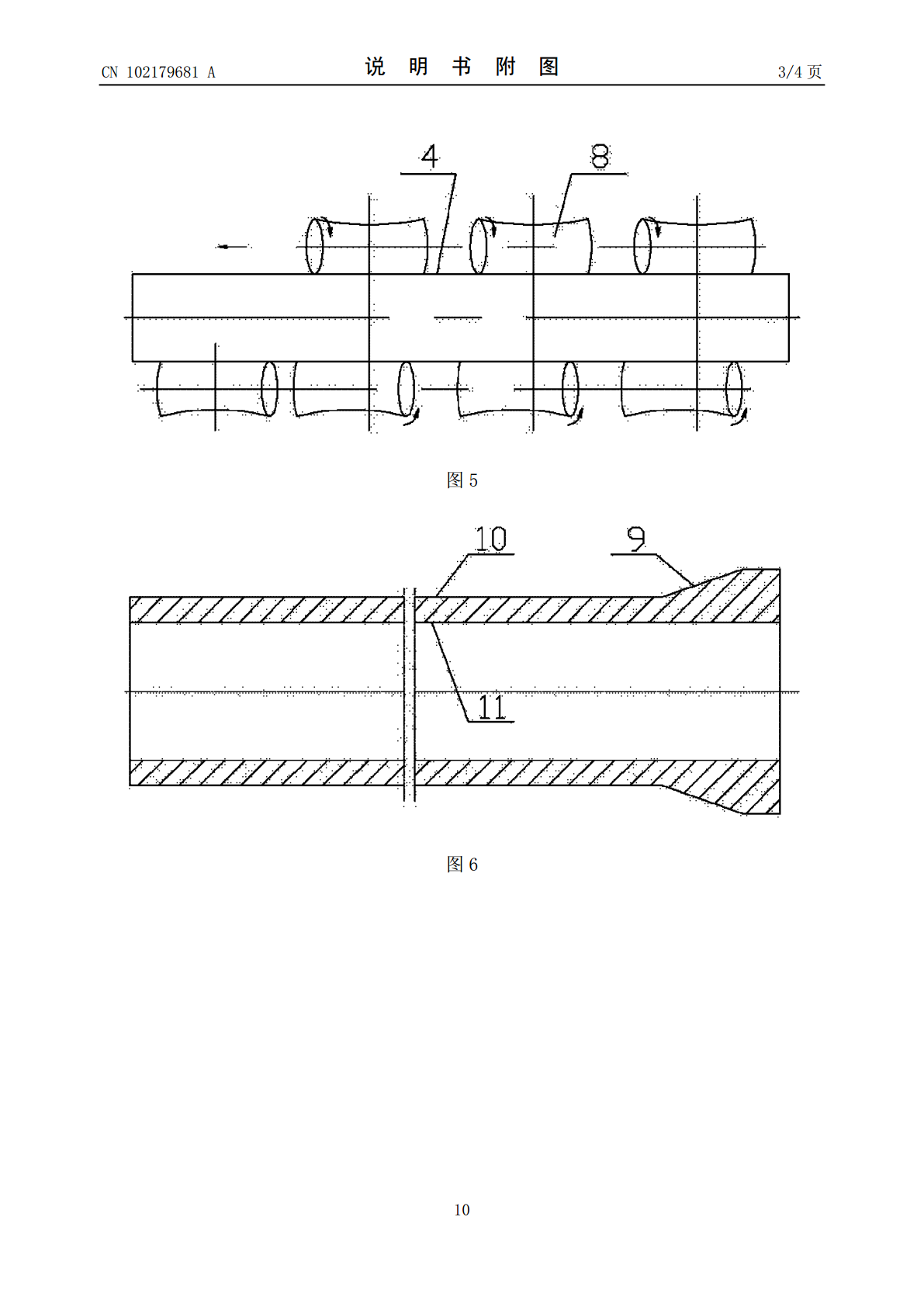
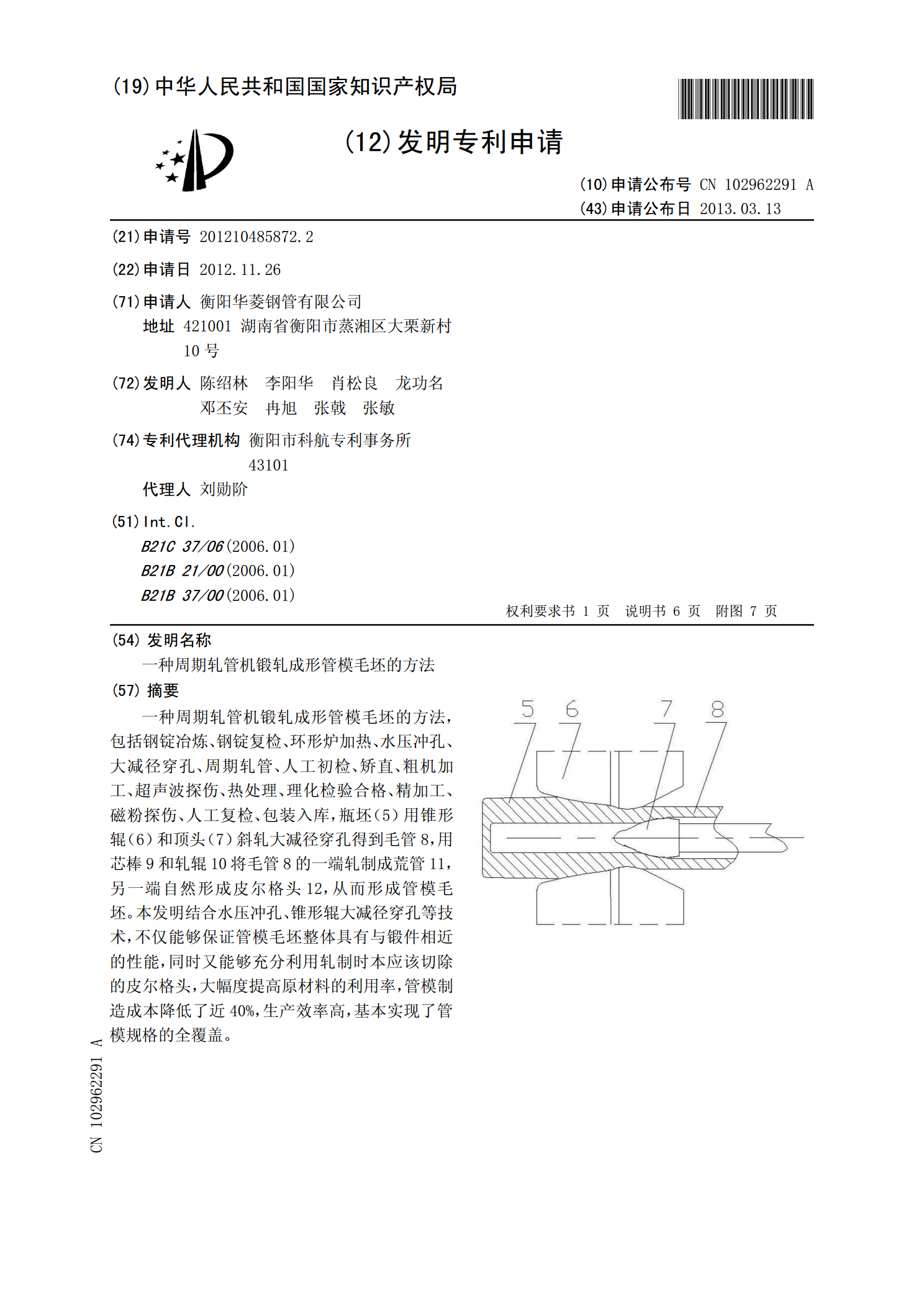
一种周期轧管机锻轧成形管模毛坯的方法,包括钢锭冶炼、钢锭复检、环形炉加热、水压冲孔、大减径穿孔、周期轧管、人工初检、矫直、粗机加工、超声波探伤、热处理、理化检验合格、精加工、磁粉探伤、人工复检、包装入库,瓶坯(5)用锥形辊(6)和顶头(7)斜轧大减径穿孔得到毛管8,用芯棒9和轧辊10将毛管8的一端轧制成荒管11,另一端自然形成皮尔格头12,从而形成管模毛坯。本发明结合水压冲孔、锥形辊大减径穿孔等技术,不仅能够保证管模毛坯整体具有与锻件相近的性能,同时又能够充分利用轧制时本应该切除的皮尔格头,大幅度提高原材

在顶管机上用连铸坯轧管的工艺.docx
在顶管机上用连铸坯轧管的工艺连铸坯轧管工艺是一种较为常见的金属加工工艺,广泛应用于钢铁、有色金属等行业。该工艺通过将连铸坯直接轧制成管材,大大提高了生产效率,降低了生产成本。本文将就连铸坯轧管工艺的原理、工艺流程、设备要求以及其在工业生产中的应用进行深入探讨。一、连铸坯轧管工艺的原理连铸坯轧管工艺的原理是利用连铸工艺将熔炼的金属液直接浇铸成长方形或圆形截面的坯料,然后通过轧制设备将坯料进行加热和变形,最终得到所需的管材。这种工艺的优点是生产周期短,能够大量生产符合标准的管材。连铸坯轧管工艺主要有三个步骤:

连铸红坯直轧的工艺实践.docx
连铸红坯直轧的工艺实践连铸红坯直轧技术是一种重要的钢铁生产工艺。随着近年来钢铁工业的飞速发展,这种技术在钢铁生产中的应用越来越广泛。连铸红坯直轧工艺实践可以更好地理解这一工艺,并为未来的钢铁生产提供更多的思路。一、连铸红坯直轧的优点(1)高效:连铸红坯直轧可以直接将连铸成型的坯料直接进入轧制工序,大大缩短了生产周期。(2)降低成本:从连铸到轧制都在一个工序完成,可以减少运输和储存等环节,降低了运输成本。(3)能耗低:铸轧连续生产工艺不需要大量的钢坯传输和加热,因此能耗相比传统的生产方式更低。(4)质量优异

节能减排的铝带坯连铸连轧工艺.docx
节能减排的铝带坯连铸连轧工艺随着全球经济的快速发展和人们生活水平的不断提高,资源消耗和环境污染的问题日益严重。铝产业是重要的能源消耗行业之一,因此节能减排已经成为了铝产业发展的重要方向。针对铝带坯的生产工艺,铝带坯连铸连轧工艺是当前的主流工艺,具有节约能源、低碳环保等优点。1.铝带坯连铸连轧工艺的基本原理铝带坯连铸连轧工艺依据的原理是铝合金坯料经过连铸成带坯,然后通过热连轧进行成形,最终制成铝板或铝带产品。其工艺流程包括坯料预处理、坯料连铸、带坯预处理、连轧成形、尾部切割、卷取等环节。2.铝带坯连铸连轧的