
一种连铸连轧生产线剔坯方法.pdf

飞飙****ng

1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连铸连轧生产线剔坯方法.pdf
本发明公开了一种连铸连轧生产线剔坯方法,在板坯停止运输后,安装在与加热炉固定段和活动段之间对应的位置的第一切割装置进入加热炉内,同时安装在与加热炉出口对应的位置的第二切割装置向板坯靠近,通过第一切割装置和第二切割装置切割板坯,得到整体呈梯形、并且移出侧长度大于非移出侧长度的待剔除板坯,待剔除板坯位于活动段中;活动段开始移动,移动至活动段与剔坯辊道对接;活动段将待剔除板坯输送至剔坯辊道上,剔坯辊道将待剔除板坯移出连铸连轧生产线。板坯被切断以后直接与活动段共同移动,无需操作员到切割现场确认,无需手动点动调整待
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
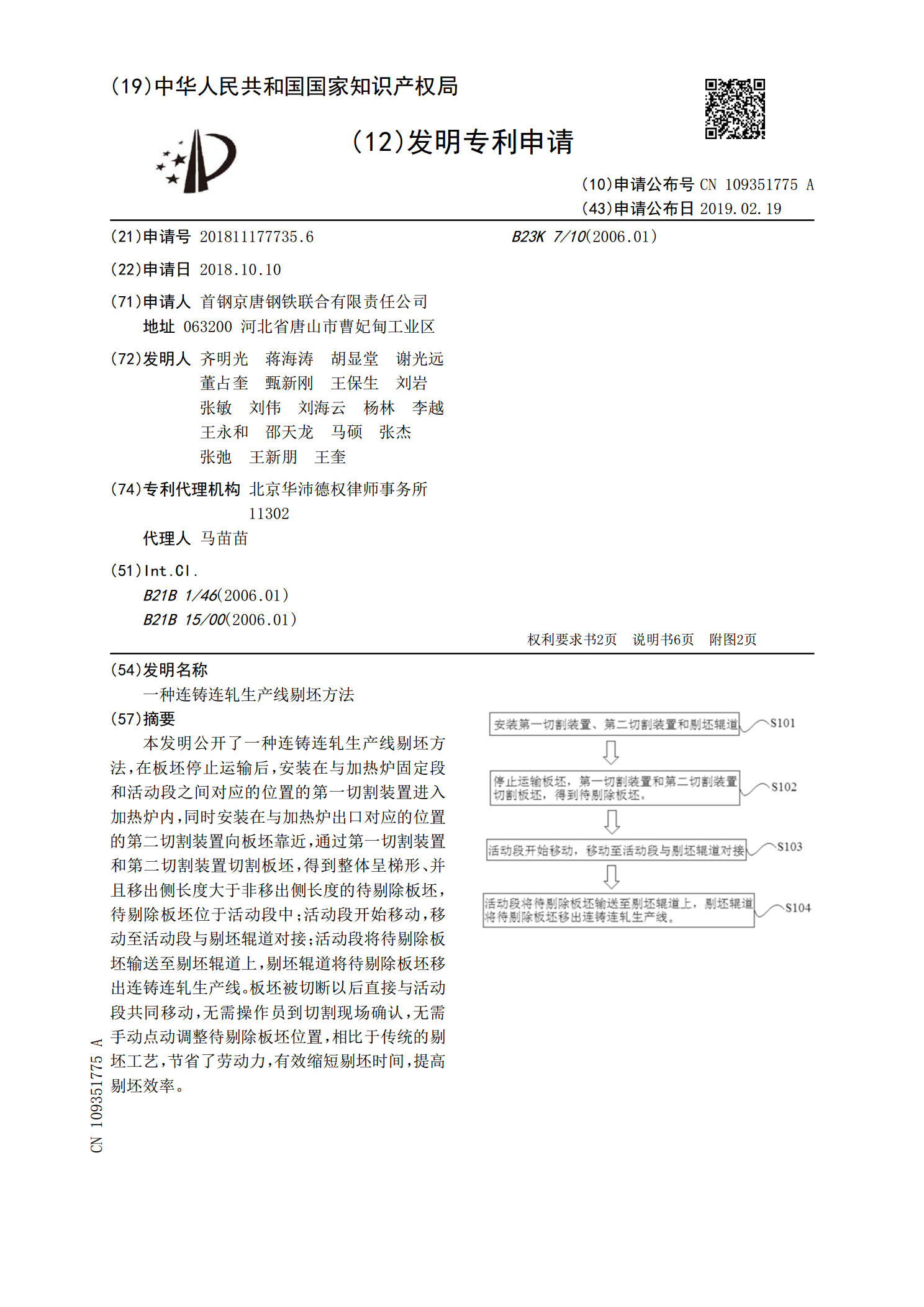
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温
一种低耗能连铸坯直轧工艺方法.pdf
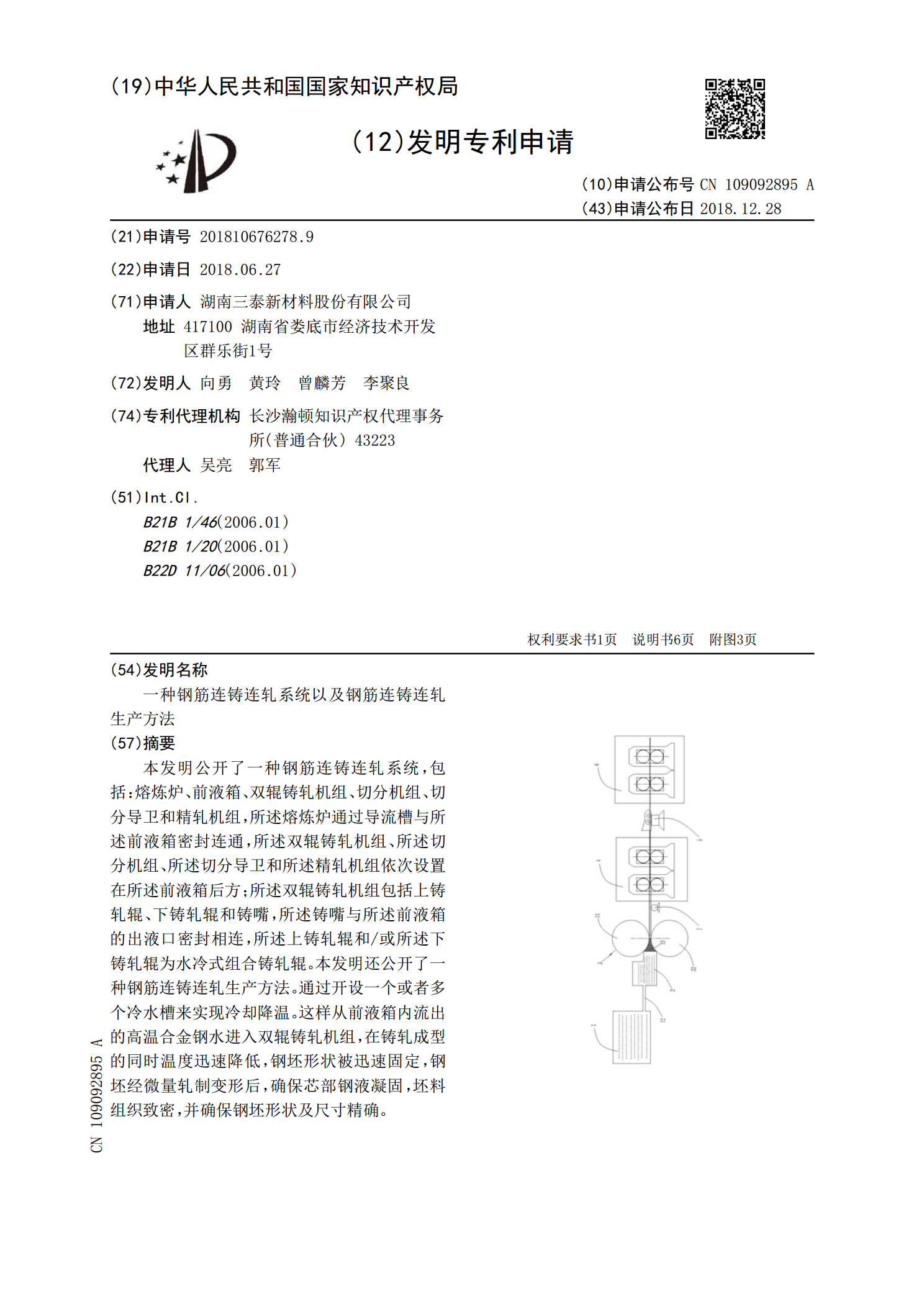
本发明涉及连铸坯直轧技术领域,提出了一种低耗能连铸坯直轧工艺方法,其融入智慧模块,实现连铸质量的智能化监控,便于钢材质量的可溯化管理,连铸直轧生产过程中,对轧制的控制效果较好,能够对检测出问题的连铸坯进行及时移出,并且对于移出的连铸坯可以再次上线轧制,使用灵活性较好,包括出坯连铸机、轧钢车间和炼钢车间,出坯连铸机安装在炼钢车间内,出坯连铸机的左侧设置有出坯辊道段,出坯辊道段的下侧设置有辊底保温炉,出坯辊道段的左侧设置有自动切断装置,自动切断装置的左侧安装有升降台,升降台上安装有横移台架,位于横移台架段配套
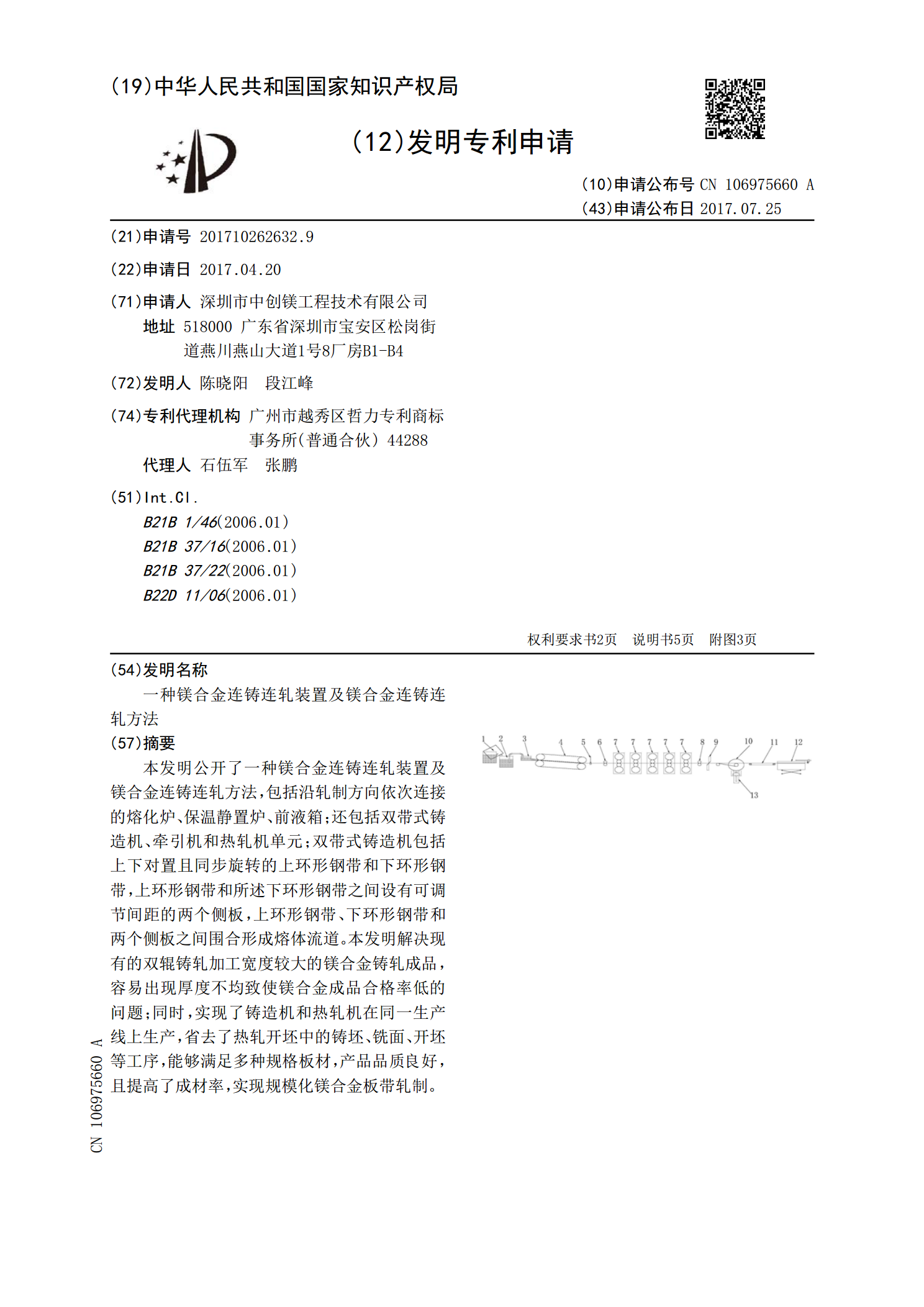
一种镁合金连铸连轧装置及镁合金连铸连轧方法.pdf
本发明公开了一种镁合金连铸连轧装置及镁合金连铸连轧方法,包括沿轧制方向依次连接的熔化炉、保温静置炉、前液箱;还包括双带式铸造机、牵引机和热轧机单元;双带式铸造机包括上下对置且同步旋转的上环形钢带和下环形钢带,上环形钢带和所述下环形钢带之间设有可调节间距的两个侧板,上环形钢带、下环形钢带和两个侧板之间围合形成熔体流道。本发明解决现有的双辊铸轧加工宽度较大的镁合金铸轧成品,容易出现厚度不均致使镁合金成品合格率低的问题;同时,实现了铸造机和热轧机在同一生产线上生产,省去了热轧开坯中的铸坯、铣面、开坯等工序,能够
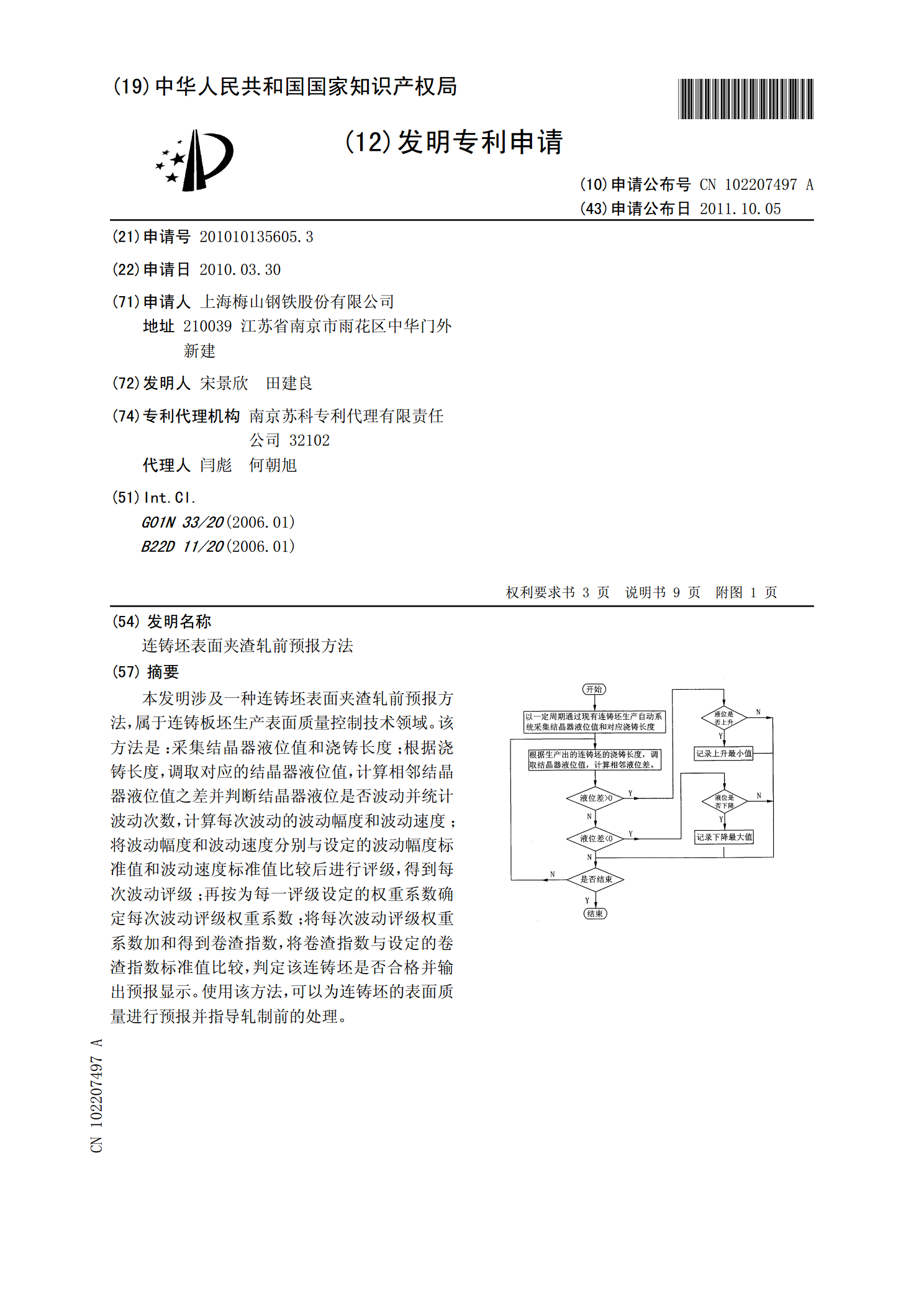
连铸坯表面夹渣轧前预报方法.pdf
本发明涉及一种连铸坯表面夹渣轧前预报方法,属于连铸板坯生产表面质量控制技术领域。该方法是:采集结晶器液位值和浇铸长度;根据浇铸长度,调取对应的结晶器液位值,计算相邻结晶器液位值之差并判断结晶器液位是否波动并统计波动次数,计算每次波动的波动幅度和波动速度;将波动幅度和波动速度分别与设定的波动幅度标准值和波动速度标准值比较后进行评级,得到每次波动评级;再按为每一评级设定的权重系数确定每次波动评级权重系数;将每次波动评级权重系数加和得到卷渣指数,将卷渣指数与设定的卷渣指数标准值比较,判定该连铸坯是否合格并输出预