
一种高纯无氧高含银铜杆的制备方法.pdf

悠柔****找我

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高纯无氧高含银铜杆的制备方法.pdf
本发明属于有色冶金制造技术领域,具体公开了一种高纯无氧高含银铜杆的制备方法,包括以下步骤:(1)配料:准备以下重量百分比的原料,银0.0085‑0.2%,锆0.015‑0.05%,铬0.015‑0.03%,其余为铜;(2)将原料铜加热烘烤;(3)将原料在1138‑1550℃中熔化成溶液;(3)在原料熔化的上引工频炉保温炉和过渡仓表面覆盖石墨鳞片,熔化炉表面覆盖木炭进行隔氧处理;并在全炉表面注入二氧化碳气体;(4)调节上引工频炉冷却水的水量,使水压保持在0.2‑0.25mpa,冷却水的温度保持在50‑55℃
高纯无氧铜杆连续定向凝固制备方法.pdf
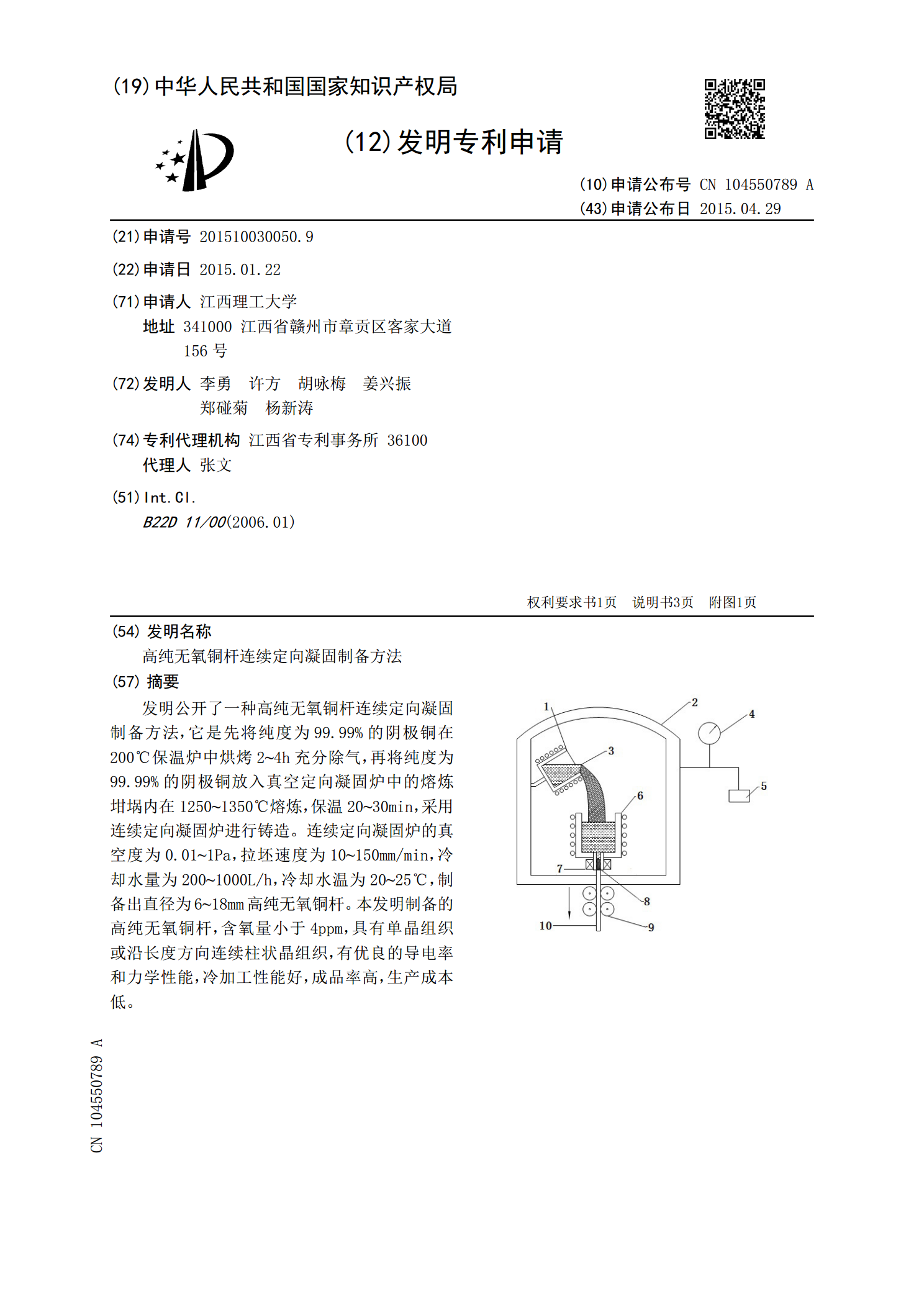
发明公开了一种高纯无氧铜杆连续定向凝固制备方法,它是先将纯度为99.99%的阴极铜在200℃保温炉中烘烤2~4h充分除气,再将纯度为99.99%的阴极铜放入真空定向凝固炉中的熔炼坩埚内在1250~1350℃熔炼,保温20~30min,采用连续定向凝固炉进行铸造。连续定向凝固炉的真空度为0.01~1Pa,拉坯速度为10~150mm/min,冷却水量为200~1000L/h,冷却水温为20~25℃,制备出直径为6~18mm高纯无氧铜杆。本发明制备的高纯无氧铜杆,含氧量小于4ppm,具有单晶组织或沿长度方向连续
一种高纯高导无氧铜杆及其加工方法.pdf
本发明公开一种高纯高导无氧铜杆的加工方法,包括如下步骤:S1将铜料熔化形成铜液,经精炼除杂后,分批加入除氧剂,所述除氧剂按重量份包括镧40‑45份、铈20‑25份、镨5‑10份、六硼化钙15‑30份和氧化锂15‑30份;S2将熔炼炉中铜液引流至保温炉,控制保温炉温度为1150‑1160℃,在所述保温炉的铜液表面覆盖一层隔氧层;S3向保温炉内铜液的液面下方通入高纯氮气进行沸腾除气,接着采用上引连铸法得到所述高纯高导无氧铜杆。本发明提出的一种高纯高导无氧铜杆的加工方法,其不仅可以得到含氧量≤20PPM,导电率
一种高纯无氧铜杆及其加工方法.pdf
本发明提供一种高纯无氧铜杆及其加工方法,涉及无氧铜杆加工领域。高纯无氧铜杆加工方法,具体方法如下:在750kg上引炉内添加一级紫杂铜,使炉中的回炉料比例达到50%,并在以后的补充料中,保持紫杂铜料比例占50%,具体加工步骤分为四步,S1、稀土以稀土盐精炼剂的形式加入,其成分主要包括,碳酸钠、氟化钙、碳酸稀土以及活化剂,并且加入稀土盐、稀土铜中间合金的复合精炼剂,S2、稀土以稀土铜中间合金的形式加入,稀土铜中间合金含稀土10%。本发明能够利用回收的紫铜进行铸造高纯无氧铜杆,并且进行加工成型处理,进而降低了铜
一种上引法制备高纯无氧铜杆的方法.pdf
本发明公开一种上引法制备高纯无氧铜杆的方法,包括如下步骤:S1将电解铜熔化得到铜液,加入熔盐,熔盐由硼酸钠60‑65%、氟硅酸钠10‑15%、冰晶石10‑15%、氟化钙5‑10%、二氧化钛1‑5%和氯化钠5‑10%组成,向铜液中通入高纯氮气;S2向铜液中加入由Cu‑Re合金和氧化锂组成的脱氧剂,搅拌至均匀分布;S3将铜液引流至保温炉,在所述铜液表面覆盖一层鳞片石墨;S4将中空结晶器伸入到铜液中,在中空结晶器内凝结成固体,固体上端用牵伸机构牵伸,制成高纯无氧铜杆。本发明提出的一种上引法制备高纯无氧铜杆的方法