
一种陶瓷板生产加工工艺.pdf

一吃****春晓

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种陶瓷板生产加工工艺.pdf
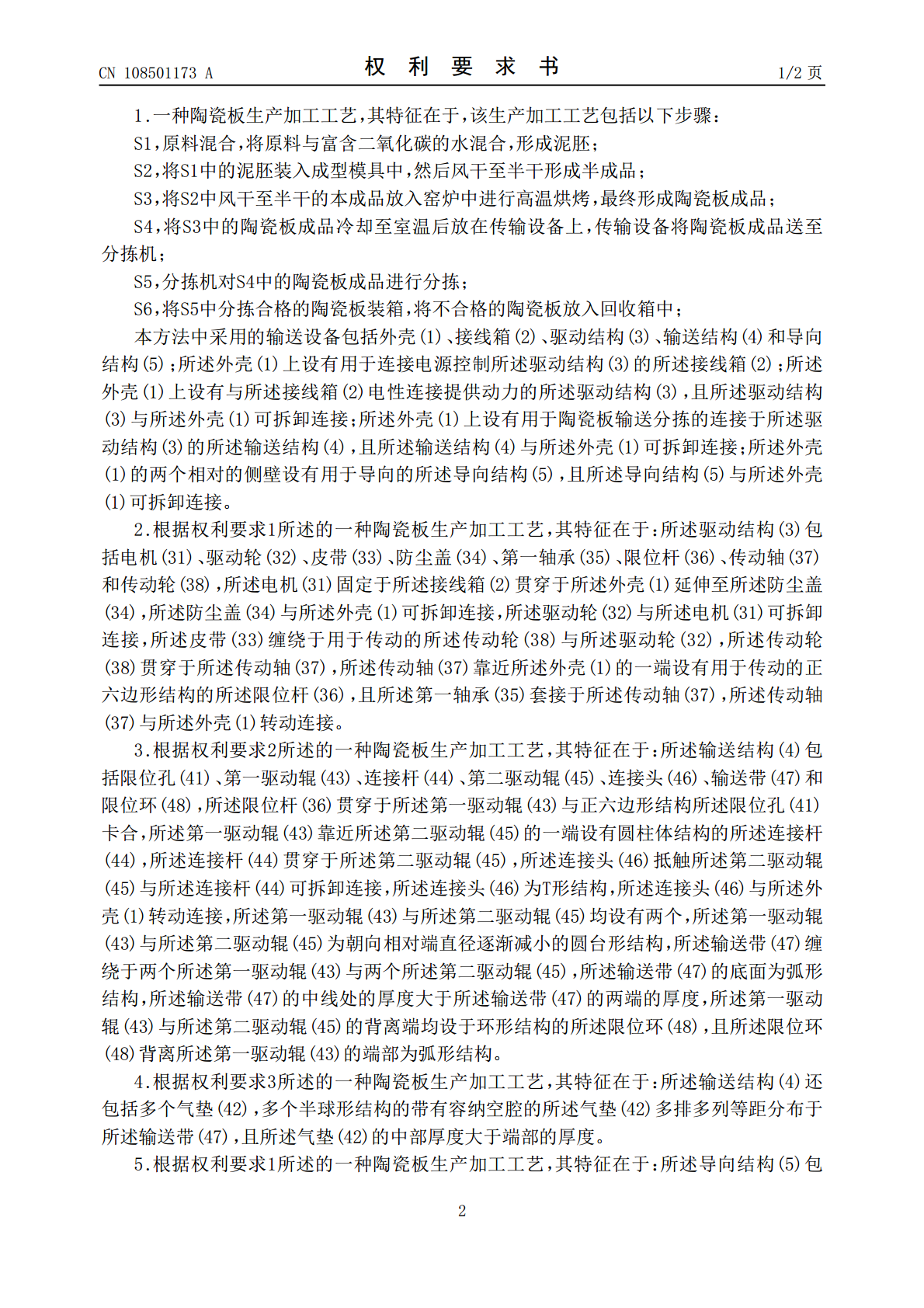
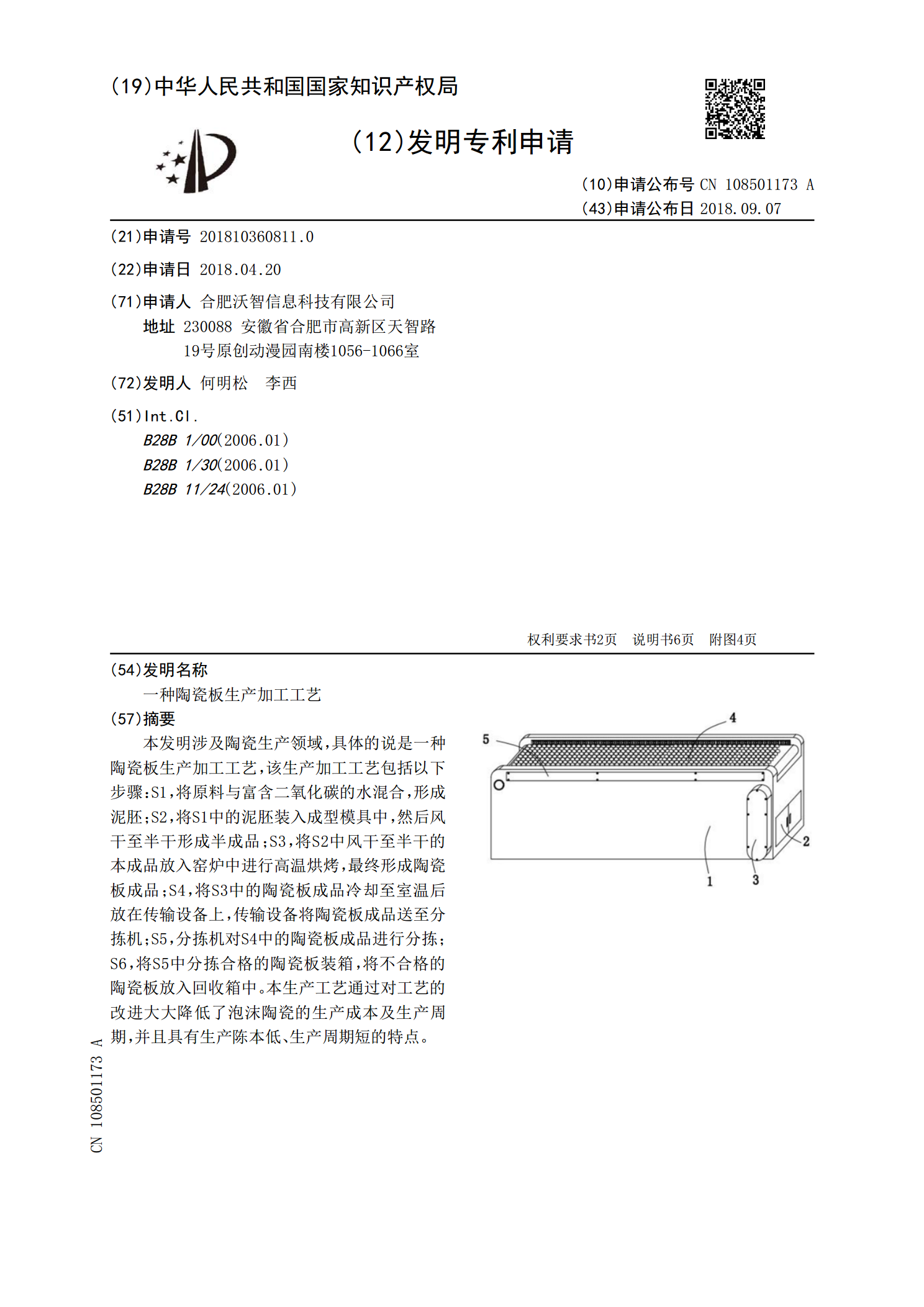
本发明涉及陶瓷生产领域,具体的说是一种陶瓷板生产加工工艺,该生产加工工艺包括以下步骤:S1,将原料与富含二氧化碳的水混合,形成泥胚;S2,将S1中的泥胚装入成型模具中,然后风干至半干形成半成品;S3,将S2中风干至半干的本成品放入窑炉中进行高温烘烤,最终形成陶瓷板成品;S4,将S3中的陶瓷板成品冷却至室温后放在传输设备上,传输设备将陶瓷板成品送至分拣机;S5,分拣机对S4中的陶瓷板成品进行分拣;S6,将S5中分拣合格的陶瓷板装箱,将不合格的陶瓷板放入回收箱中。本生产工艺通过对工艺的改进大大降低了泡沫陶瓷的
一种新型材料陶瓷板生产加工工艺.pdf
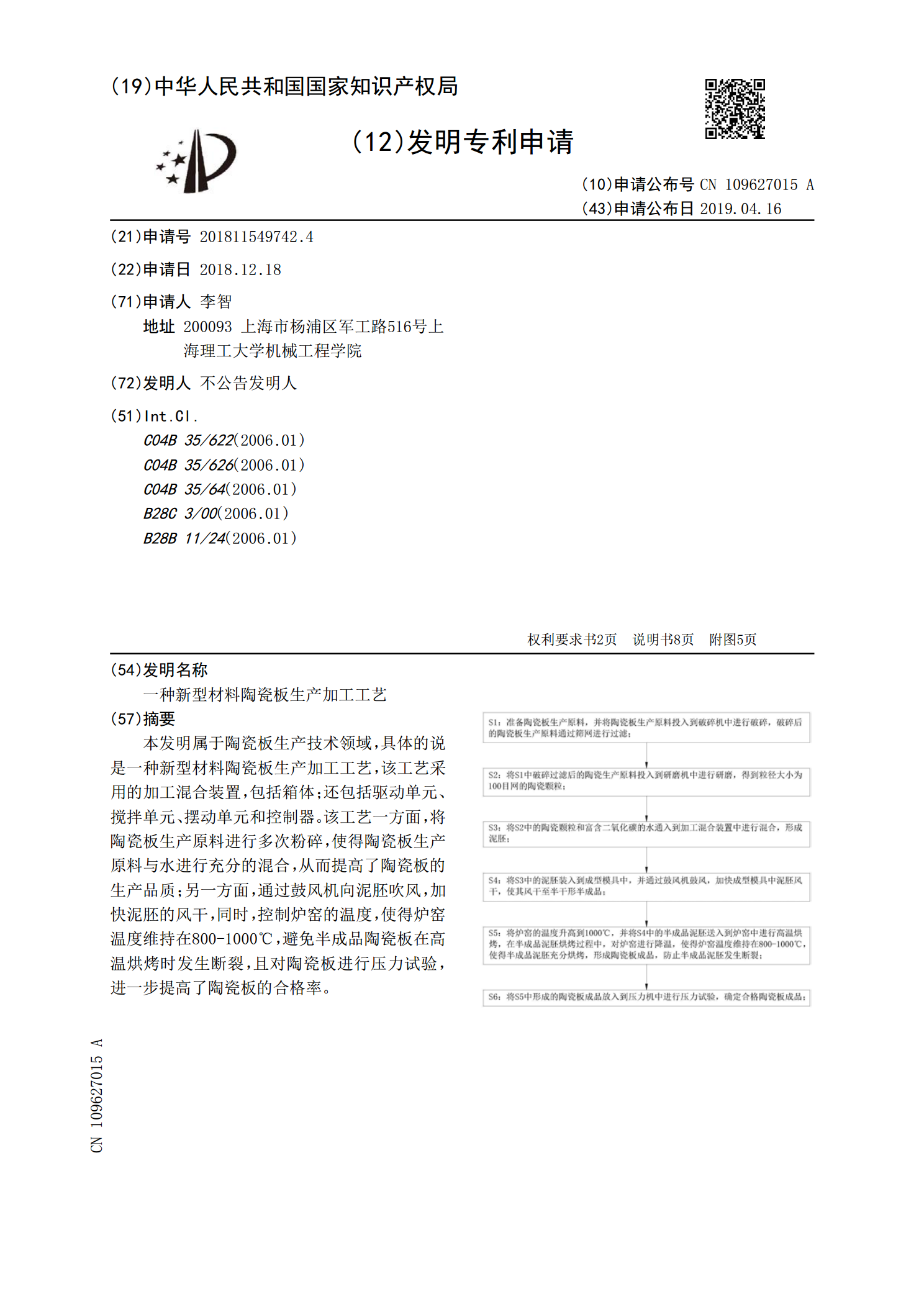
本发明属于陶瓷板生产技术领域,具体的说是一种新型材料陶瓷板生产加工工艺,该工艺采用的加工混合装置,包括箱体;还包括驱动单元、搅拌单元、摆动单元和控制器。该工艺一方面,将陶瓷板生产原料进行多次粉碎,使得陶瓷板生产原料与水进行充分的混合,从而提高了陶瓷板的生产品质;另一方面,通过鼓风机向泥胚吹风,加快泥胚的风干,同时,控制炉窑的温度,使得炉窑温度维持在800‑1000℃,避免半成品陶瓷板在高温烘烤时发生断裂,且对陶瓷板进行压力试验,进一步提高了陶瓷板的合格率。
一种陶瓷板生产工艺.pdf
本发明涉及PCB陶瓷板领域,具体的说是一种陶瓷板生产工艺,所使用的的陶瓷板生产装置包括支撑架、密封结构、收纳框、存储结构、电磁阀、进气管和废屑收纳结构;电磁阀的一端固定于收纳框且与废屑收纳结构导通,电磁阀的另外一端固定于进气管,进而通过电磁阀控制废屑收纳结构的内部的气体通断,当进气管与废屑收纳结构导通时,使废屑收纳结构的内部负压,进而使PCB陶瓷板和存储结构上的灰尘进入废屑收纳结构的内部,废屑收纳结构的内部负压时,减小了PCB陶瓷板与存储结构的接触面积,进而使废屑灰尘的清理效果更好,过滤网可变形,进而有效
一种陶瓷承烧板及其加工工艺.pdf
本发明涉及陶瓷材料技术领域,尤其涉及一种陶瓷承烧板及其加工工艺,本发明采用过筛后的刚玉砂、煅烧的A料、透闪石混合搅拌均匀后加入树脂胶继续搅拌,得到混合粉体料,之后将混合粉体料放入窖炉中烘干,烘干后通过研磨机快速研磨至粉末,并通过60目筛子过滤,得到第一次混合粉体末,将第一次混合粉体末中加入蒸馏水,完成第二次搅拌、烘干、过筛,得到第二次混合粉体末,之后将第二次混合粉体末沉浮后,放入模具内制成承烧板胚件,最后将承烧板胚件放至1700℃高温窖炉中进行烧结制成承烧板,这样制得的承烧板能在保证温度为1400℃左右时
一种泡沫陶瓷生产加工工艺.pdf
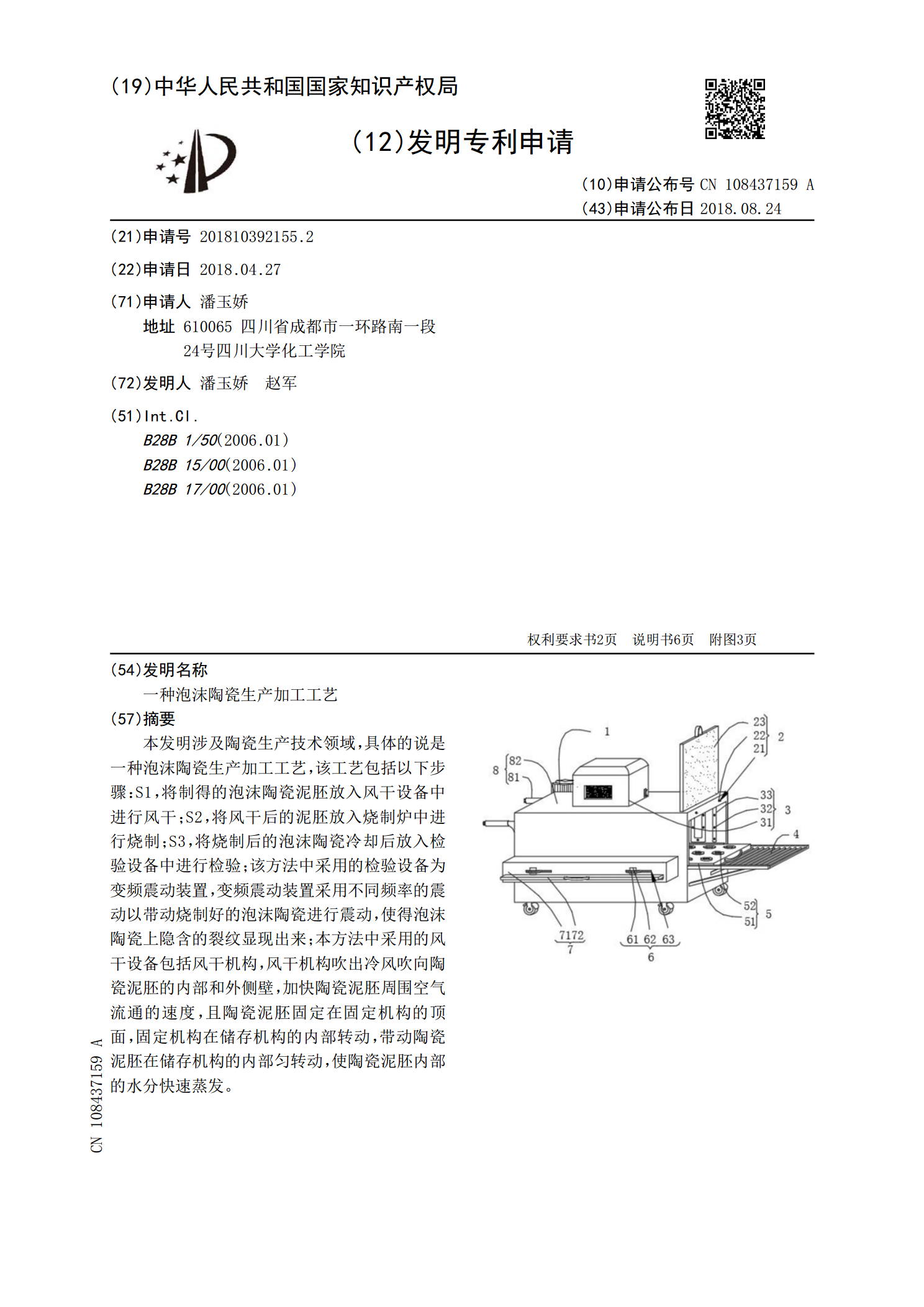
本发明涉及陶瓷生产技术领域,具体的说是一种泡沫陶瓷生产加工工艺,该工艺包括以下步骤:S1,将制得的泡沫陶瓷泥胚放入风干设备中进行风干;S2,将风干后的泥胚放入烧制炉中进行烧制;S3,将烧制后的泡沫陶瓷冷却后放入检验设备中进行检验;该方法中采用的检验设备为变频震动装置,变频震动装置采用不同频率的震动以带动烧制好的泡沫陶瓷进行震动,使得泡沫陶瓷上隐含的裂纹显现出来;本方法中采用的风干设备包括风干机构,风干机构吹出冷风吹向陶瓷泥胚的内部和外侧壁,加快陶瓷泥胚周围空气流通的速度,且陶瓷泥胚固定在固定机构的顶面,固