
一种电脉冲辅助高铬冷作模具钢渗氮的处理方法.pdf

一条****发啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电脉冲辅助高铬冷作模具钢渗氮的处理方法.pdf
本发明公开了一种电脉冲辅助高铬冷作模具钢渗氮的处理方法。包括:a、将高铬冷作模具钢切割成试样;b、将步骤a中的试样置于渗氮罐的中部,并在所述试样四周填充渗氮剂,密封所述渗氮罐;c、将所述渗氮罐置于加热炉中,升温至555~565℃,保温6.5~7.5h,在保温过程中,每间隔54~56min,施加电脉冲4~6min;所施加的电脉冲的频率为6~12Hz,电压为300~900V;d、在步骤c反应结束,将所述试样自渗氮罐取出,进行冷却。本发明的有益效果是:渗氮层厚度高,过渡区结合好,渗层不脱落,各项性能指标优异;达
一种高碳铬型冷作模具钢的制备方法.pdf
本发明提供了一种高碳铬型冷作模具钢的制备方法,包括以下步骤:a)将原料进行电炉冶炼,至钢水温度达到1660~1691℃时向炉中加入碳粉,出钢,得到钢水;所述出钢的过程中加入渣料;所述渣料包括石灰和钢包精炼渣;b)将所述钢水进行VD真空处理,得到脱氧钢液;c)将所述脱氧钢液进行LF炉精炼和合金化后,加入稀土,得到合金液;d)将所述合金液进行吊包浇注,轧制,得到模具钢。本发明提供的上述制备方法能够有效控制冷作模具钢中非金属夹杂物含量;另外,本发明采用廉价的碳元素脱氧,取消了电炉预还原,避免了电炉、LF炉出钢后
一种奥氏体不锈钢的电脉冲辅助渗氮方法.pdf
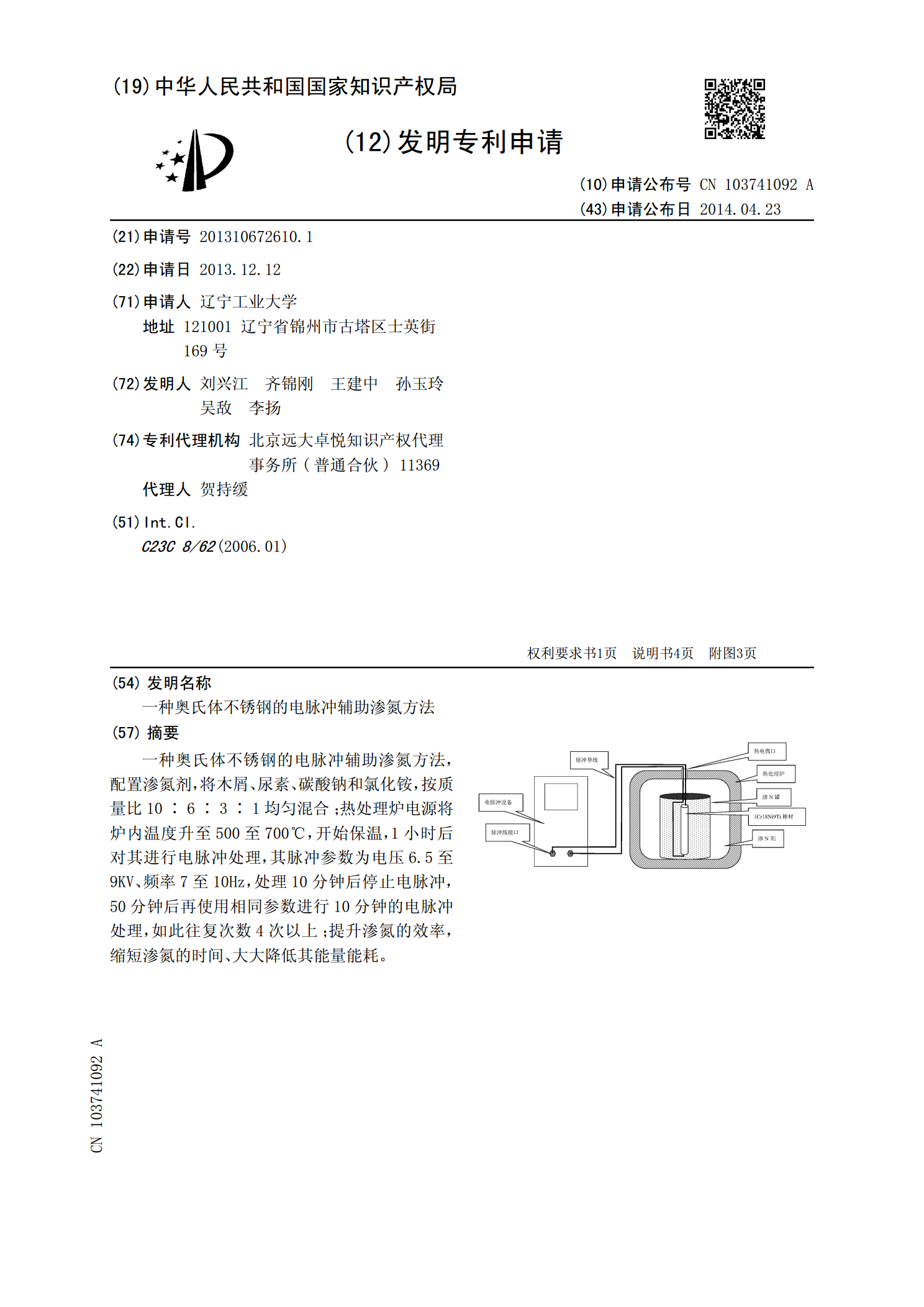
一种奥氏体不锈钢的电脉冲辅助渗氮方法,配置渗氮剂,将木屑、尿素、碳酸钠和氯化铵,按质量比10∶6∶3∶1均匀混合;热处理炉电源将炉内温度升至500至700℃,开始保温,1小时后对其进行电脉冲处理,其脉冲参数为电压6.5至9KV、频率7至10Hz,处理10分钟后停止电脉冲,50分钟后再使用相同参数进行10分钟的电脉冲处理,如此往复次数4次以上;提升渗氮的效率,缩短渗氮的时间、大大降低其能量能耗。

一种高碳高铬冷作模具钢大型饼类锻件的制造方法.pdf
本发明公开了一种高碳高铬冷作模具钢大型饼类锻件的制造方法,其特征是包括:采用电炉初次冶炼、钢包精炼和真空去气工艺冶炼,获得Cr12MoV、Cr12Mo1V1钢;出钢后浇注成6~9t八角锭;将八角锭在≥300℃温度下红送至压机锻造成直径300~700mm,经退火、磨光或车光及局部研磨去除表面缺陷后、冷锯切端面下料成饼坯;饼坯加热至1150℃~1190℃后用压机镦粗锻造、最后退火、车光,制得高碳高铬冷作模具钢大型饼类锻件产品。采用本发明,成材率提高到40~60%,制得的高碳高铬冷作模具钢大型饼类锻件能够全面满

一种高碳高铬冷作模具钢大型饼类锻件的制造方法.docx
一种高碳高铬冷作模具钢大型饼类锻件的制造方法一种高碳高铬冷作模具钢大型饼类锻件的制造方法摘要:本文介绍了一种高碳高铬冷作模具钢大型饼类锻件的制造方法,主要包括原材料选用、锻造工艺、热处理工艺等方面。通过对材料的选择、热处理工艺的优化和锻造工艺的改进,制备了性能优异、质量可靠的高碳高铬冷作模具钢大型饼类锻件。关键词:高碳高铬冷作模具钢,饼类锻件,制造方法,材料选择,热处理工艺,锻造工艺一、研究背景高碳高铬冷作模具钢广泛应用于制造高要求的冷却剂模具、塑料模具、压铸模具、冷作模型等。其中,饼类锻件是一种重要的零