
一种奥氏体不锈钢的电脉冲辅助渗氮方法.pdf

星菱****23

1/9

2/9
3/9

4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种奥氏体不锈钢的电脉冲辅助渗氮方法.pdf
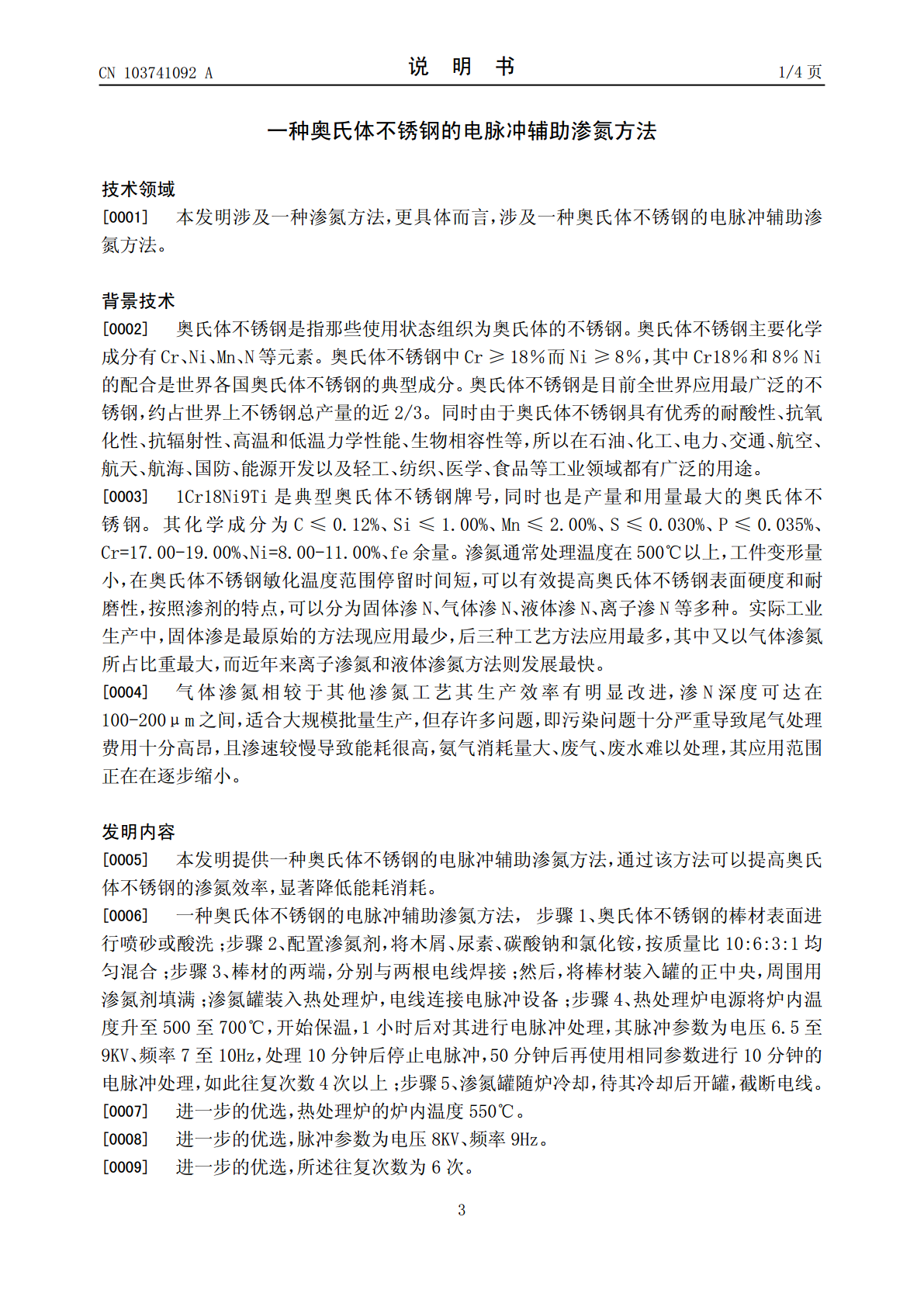
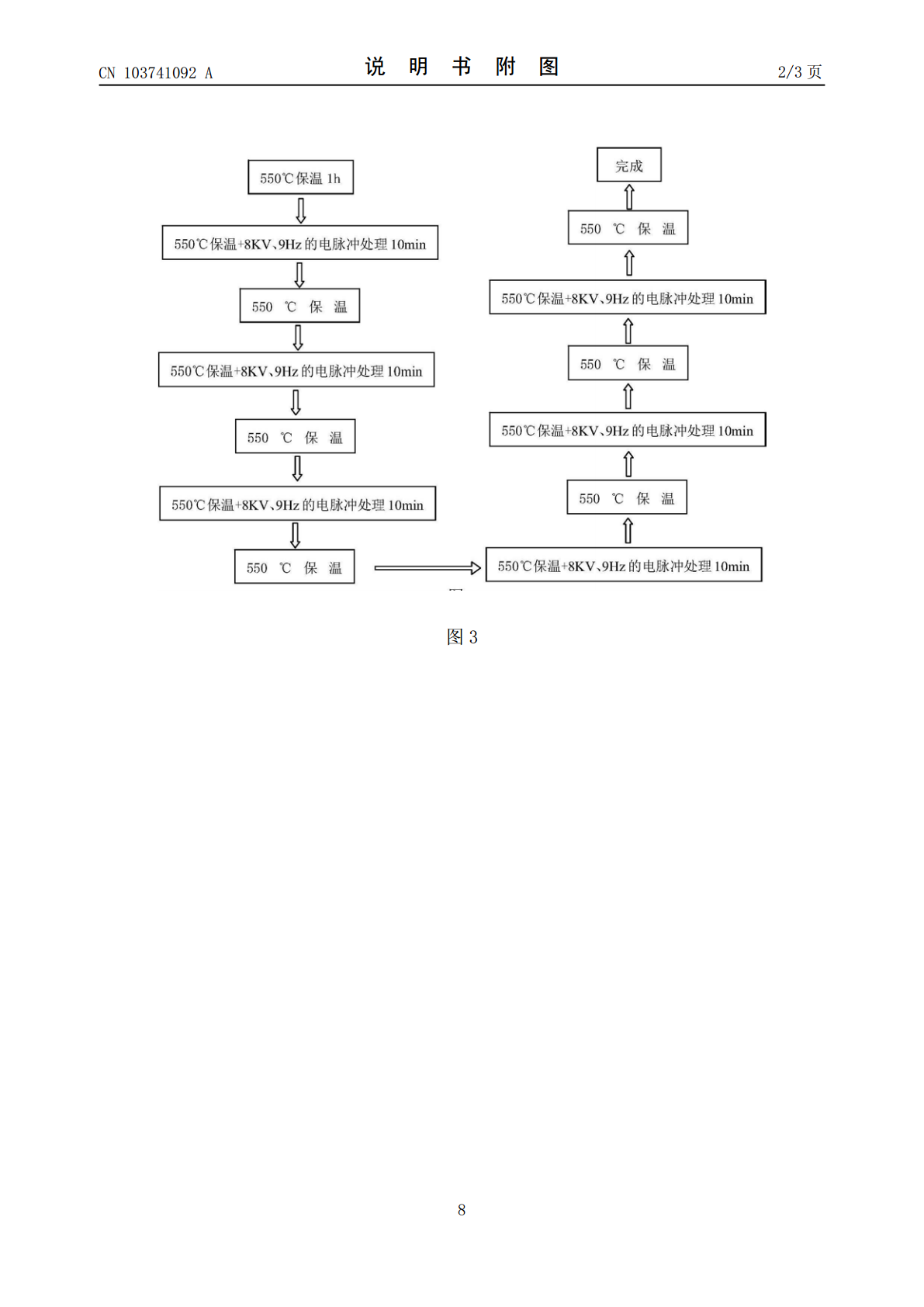
一种奥氏体不锈钢的电脉冲辅助渗氮方法,配置渗氮剂,将木屑、尿素、碳酸钠和氯化铵,按质量比10∶6∶3∶1均匀混合;热处理炉电源将炉内温度升至500至700℃,开始保温,1小时后对其进行电脉冲处理,其脉冲参数为电压6.5至9KV、频率7至10Hz,处理10分钟后停止电脉冲,50分钟后再使用相同参数进行10分钟的电脉冲处理,如此往复次数4次以上;提升渗氮的效率,缩短渗氮的时间、大大降低其能量能耗。

一种奥氏体不锈钢碳氮共渗方法.pdf
本发明提供一种奥氏体不锈钢碳氮共渗方法,包括以下步骤:提供工件;采用砂纸将工件表面研磨光滑;采用酸性溶液浸泡工件;采用超声波清洗机清洗工件;先预热碳氮共渗炉后,并送入碳氮共渗气体;将工件投入碳氮共渗炉后,再持续送入碳氮共渗气体适当时间后,将工件取出即可。采用本发明的技术方案,采用砂纸对工件表面进行研磨,提高了工件表面组织的细粒度;采用酸洗方法提高了工件表面组织的活性,并破除了工件表面氧化层;通过超声波清洗方法洗净工件表面,疏通了碳、氮原子深入工件基体的通道;碳、氮共渗时,先预热处理,再进行碳氮共渗时,使碳
一种奥氏体不锈钢的低温气体渗氮方法.pdf
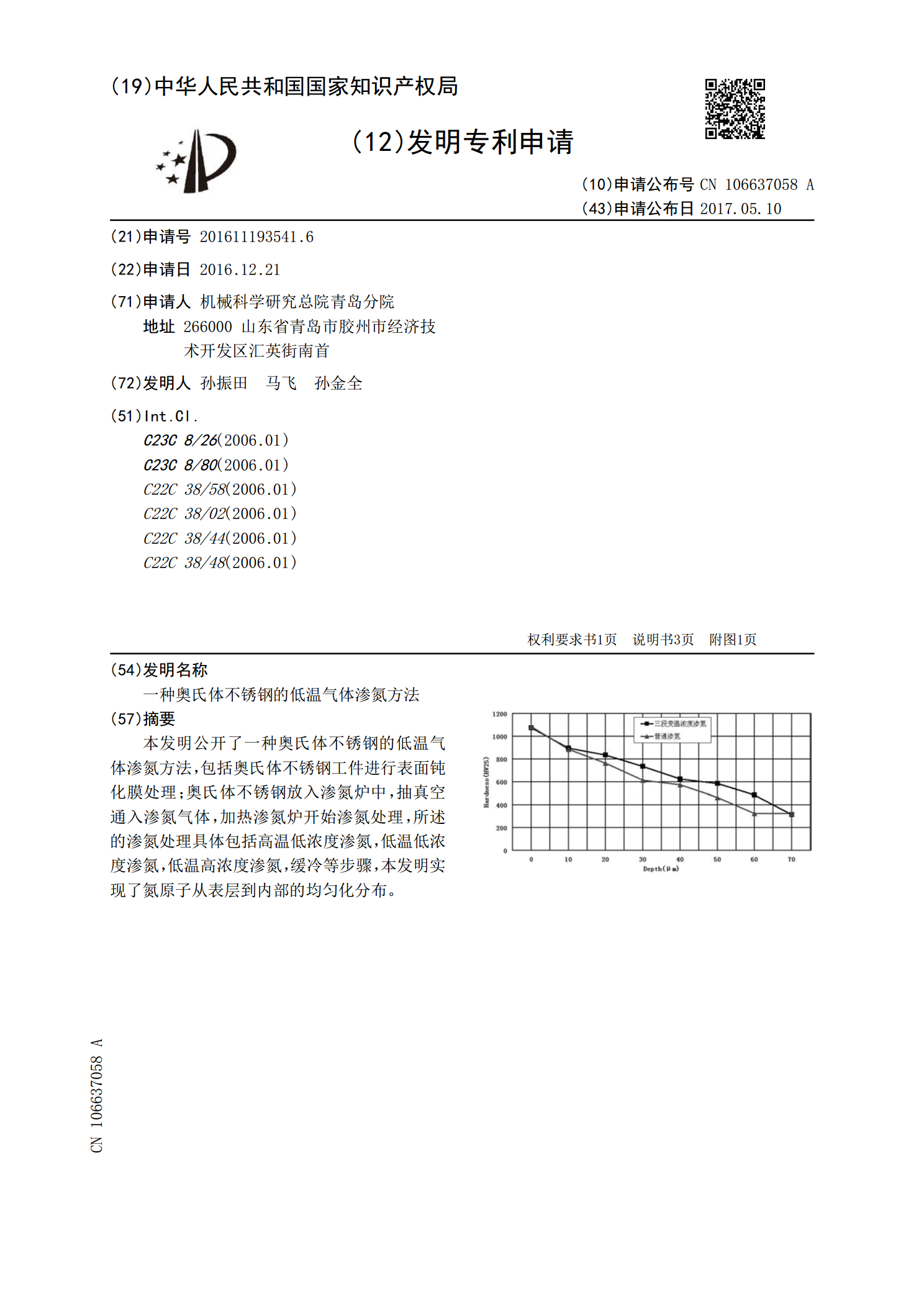
本发明公开了一种奥氏体不锈钢的低温气体渗氮方法,包括奥氏体不锈钢工件进行表面钝化膜处理;奥氏体不锈钢放入渗氮炉中,抽真空通入渗氮气体,加热渗氮炉开始渗氮处理,所述的渗氮处理具体包括高温低浓度渗氮,低温低浓度渗氮,低温高浓度渗氮,缓冷等步骤,本发明实现了氮原子从表层到内部的均匀化分布。
一种奥氏体不锈钢低温离子渗氮的方法.pdf
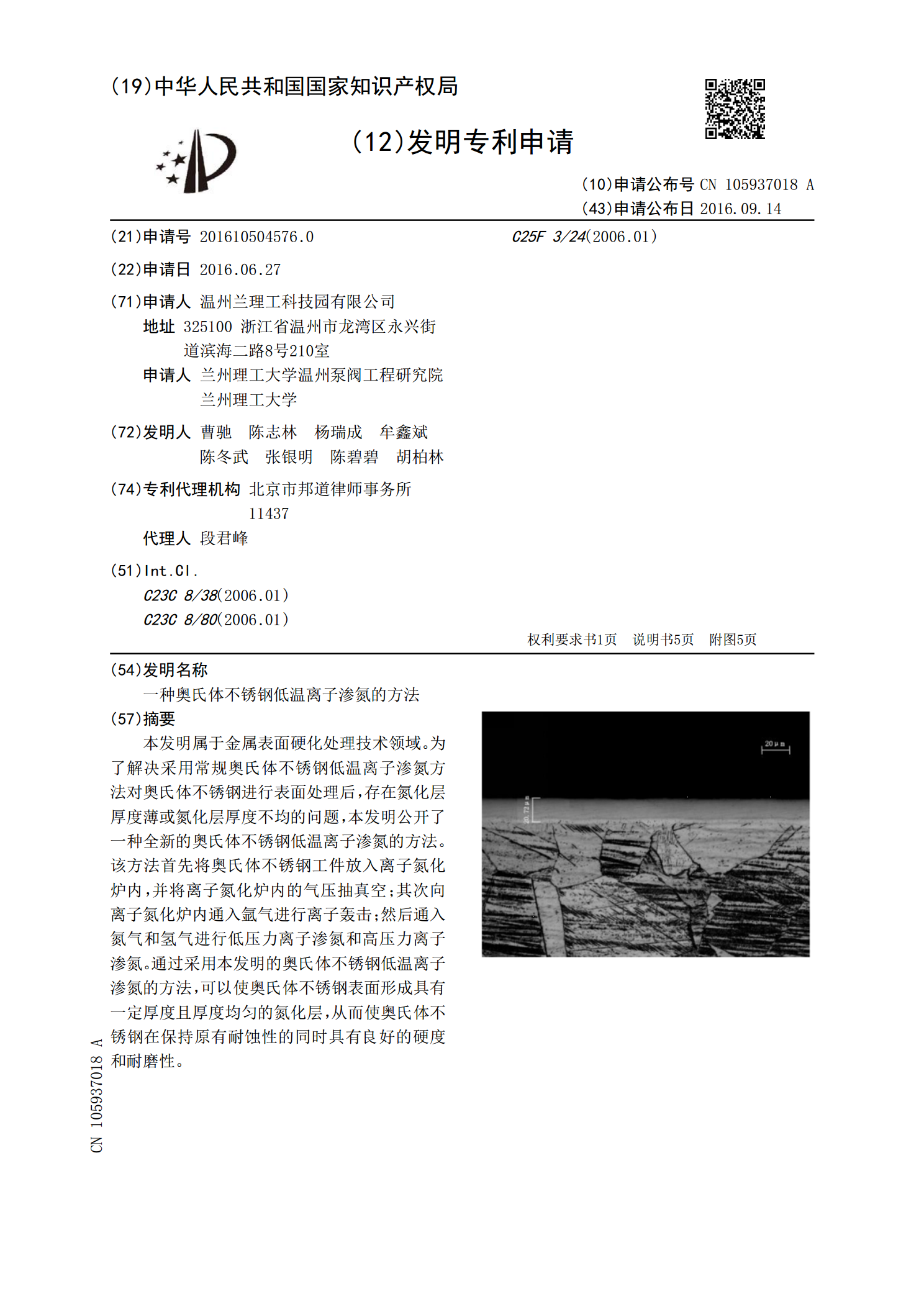
本发明属于金属表面硬化处理技术领域。为了解决采用常规奥氏体不锈钢低温离子渗氮方法对奥氏体不锈钢进行表面处理后,存在氮化层厚度薄或氮化层厚度不均的问题,本发明公开了一种全新的奥氏体不锈钢低温离子渗氮的方法。该方法首先将奥氏体不锈钢工件放入离子氮化炉内,并将离子氮化炉内的气压抽真空;其次向离子氮化炉内通入氩气进行离子轰击;然后通入氮气和氢气进行低压力离子渗氮和高压力离子渗氮。通过采用本发明的奥氏体不锈钢低温离子渗氮的方法,可以使奥氏体不锈钢表面形成具有一定厚度且厚度均匀的氮化层,从而使奥氏体不锈钢在保持原有耐

一种奥氏体不锈钢低温快速离子渗氮的方法.pdf
本发明涉及一种表面处理方法,尤其涉及一种奥氏体不锈钢低温快速离子渗氮的方法。本发明在350~370℃的离子渗氮温度下通过改变离子渗氮炉中的气体压力保温一段时间以获得较厚的离子渗氮层。其制备方法:首先除去奥氏体不锈钢上的油污,试样预磨处理后在有机溶剂中进行超声清洗、烘干;然后,将准备好的试样置入离子氮化设备的真空室内,抽真空到所需真空度后通入氢气进行离子轰击清洗;最后,在低温离子渗氮过程中通过调整离子渗氮压力和保温时间,获得较厚的渗氮层,从而解决低温条件下离子渗氮层薄、耐磨性差的问题。由本发明方法进行离子渗