
一种漆包线加工工艺.pdf

宏硕****mo

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种漆包线加工工艺.pdf
本发明公开了一种漆包线加工工艺,包括如下步骤:(1)将金属线均匀地从线轴放出,提供原料和保证涂漆的稳定性,在高速机台,依靠联合拉线机来放线;(2)将步骤(1)放线后待加工的金属线引至清洗槽内,用清水去除金属线表面的油污和颗粒;(3)将步骤(2)清洗后待加工的金属线进行4‑6次拉拔;(4)对拉拔后金属线进行10‑12道涂漆;(5)对涂漆后的金属线通过退火炉处理;(6)将退火后的金属线放入烘炉中烘干,即得到所需的漆包线;(7)将烘干后的漆包线绕线、打包。本发明的漆包线的抗拉强度、伸长率、软化击穿等指标得到了明

一种漆包线及其加工工艺.pdf
一种漆包线,其特征在于由内至外依次包括导体、绝缘漆层和润滑层,所述导体为铜钨包铝复合线芯,按重量份,铜钨含量为10‑18份,铝含量为90‑95份,其中铜钨中,钨含量百分比为0.35‑0.8%;所述绝缘漆层主要组成包括面漆和底漆,所述底漆成分为:聚乙烯醇缩甲醛树脂20‑25份,三甲基六亚甲基二胺12‑18、汽油35‑40份,氮化硅3‑6份,流平剂5‑8份;所述面漆成分为:酚醛树脂15‑18份,二氧化锰0.5‑1份,甘油1‑4份,石蜡2‑4份;汽油20‑25份,甘油1‑4份。所述润滑层中润滑油主要成分包括:3
一种漆包线生产制造加工工艺.pdf
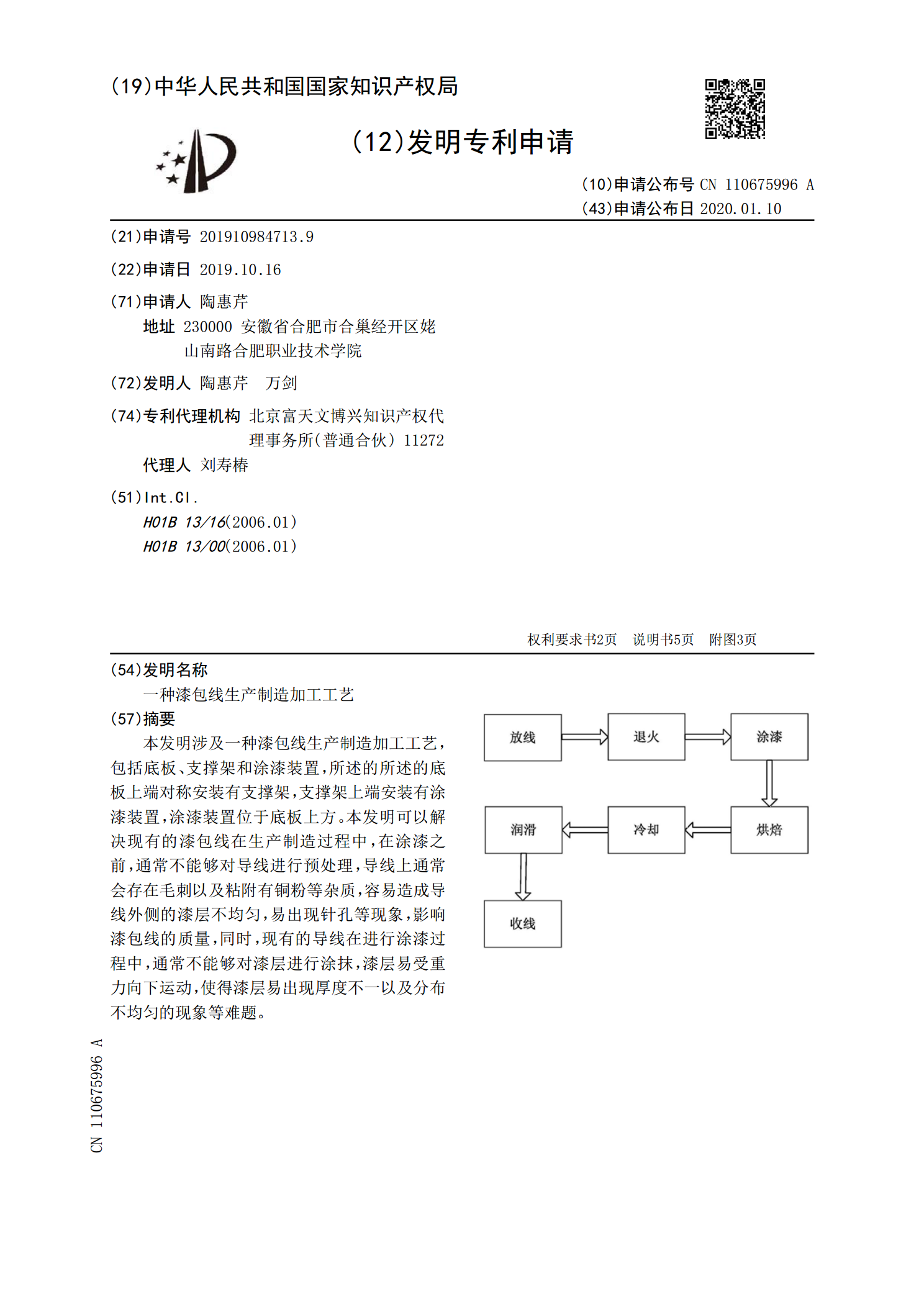
本发明涉及一种漆包线生产制造加工工艺,包括底板、支撑架和涂漆装置,所述的所述的底板上端对称安装有支撑架,支撑架上端安装有涂漆装置,涂漆装置位于底板上方。本发明可以解决现有的漆包线在生产制造过程中,在涂漆之前,通常不能够对导线进行预处理,导线上通常会存在毛刺以及粘附有铜粉等杂质,容易造成导线外侧的漆层不均匀,易出现针孔等现象,影响漆包线的质量,同时,现有的导线在进行涂漆过程中,通常不能够对漆层进行涂抹,漆层易受重力向下运动,使得漆层易出现厚度不一以及分布不均匀的现象等难题。

一种高张力铜包铝漆包线加工工艺.pdf
本发明涉及一种铜包铝漆包线加工工艺,它包括以下步骤:步骤1、制备铜含量为0.1~0.63wt%的铜包铝线芯;步骤2、对铜包铝线芯进行多次拉拔铜包铝线芯得到预定直径的线;步骤3、对铜包铝线芯进行内氧化处理,得到Al2O3含量基本为0.2~1.2wt%的铜包铝线芯;拉拔所得预定尺寸的Cu-Al2O3的铜包铝线芯;步骤4、对铜包铝线进行多道涂漆;步骤5、将上漆后的铜包铝线芯放入退火炉中退火,将退火后的铜包铝线芯放入烘炉中烘干;步骤6、收线。本发明的有益效果是所生产的铜包铝线芯具有高张力的特点。

铜包铝漆包线加工工艺.pdf
本发明公开了一种铜包铝漆包线加工工艺,它包括以下步骤:(a)对铜包铝线芯进行4次至6次拉拔;(b)对拉拔后线芯进行10道至13道涂漆,每一道涂漆包括以下步骤:(b1)给线芯上漆,(b2)将上漆后的线芯放入退火炉中退火,(b3)将退火后的线芯放入烘炉中烘干;(c)收线,该收线的速度为(5±1)米/分钟;(d)下盘并包装。本发明铜包铝漆包线加工工艺,是铜和铝冶金结合,获得一定直径及所需电气性能的铜包铝线,再通过热处理方法赋予成品所需的力学性能,为大型变压器提供了一种可以代替纯铜漆包线的材料,以铜包铝漆包线代替