
一种板材热冲压工艺.pdf

一条****发啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板材热冲压工艺.pdf
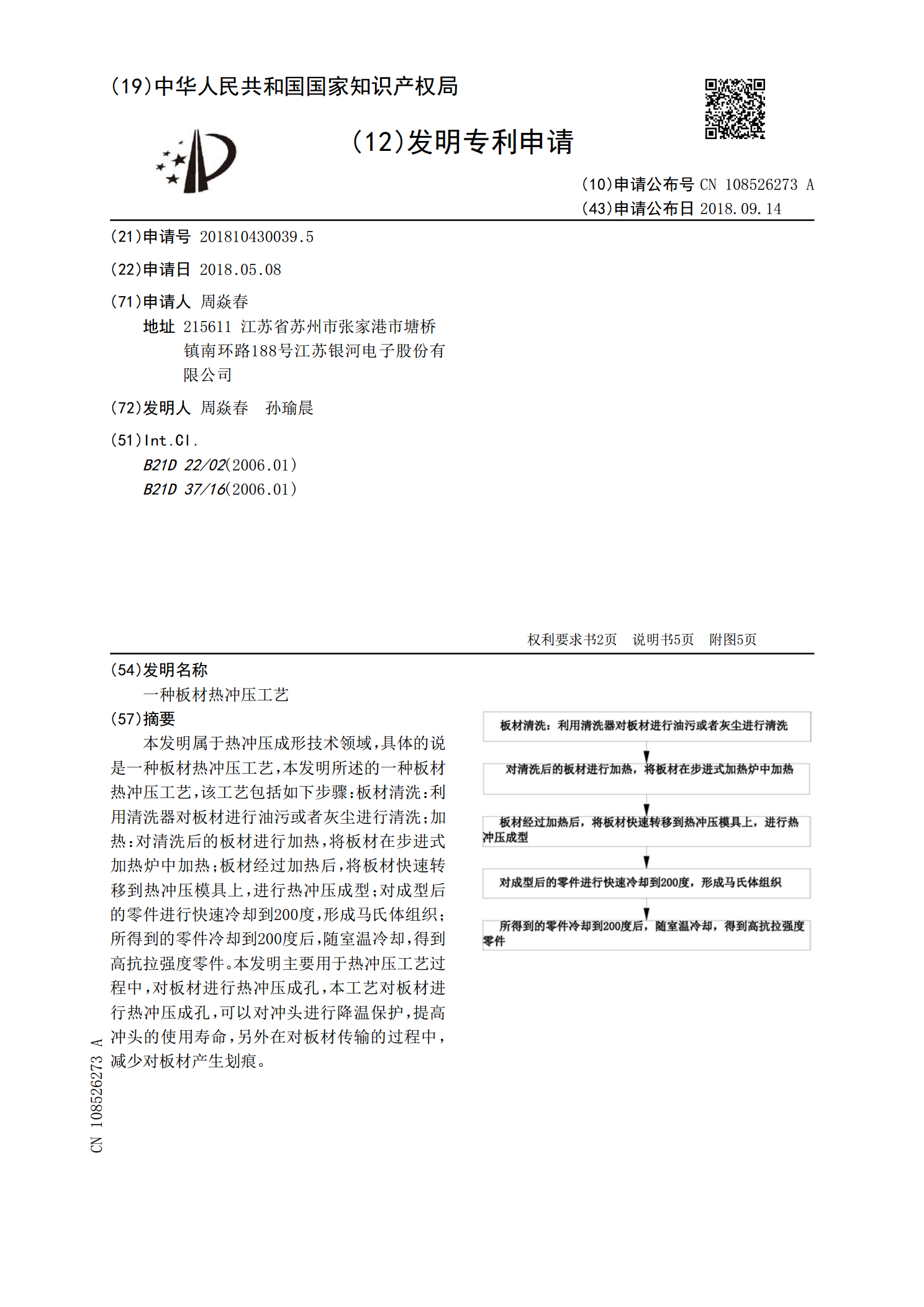
本发明属于热冲压成形技术领域,具体的说是一种板材热冲压工艺,本发明所述的一种板材热冲压工艺,该工艺包括如下步骤:板材清洗:利用清洗器对板材进行油污或者灰尘进行清洗;加热:对清洗后的板材进行加热,将板材在步进式加热炉中加热;板材经过加热后,将板材快速转移到热冲压模具上,进行热冲压成型;对成型后的零件进行快速冷却到200度,形成马氏体组织;所得到的零件冷却到200度后,随室温冷却,得到高抗拉强度零件。本发明主要用于热冲压工艺过程中,对板材进行热冲压成孔,本工艺对板材进行热冲压成孔,可以对冲头进行降温保护,提高
一种铝合金板材热冲压成形工艺验证方法.pdf
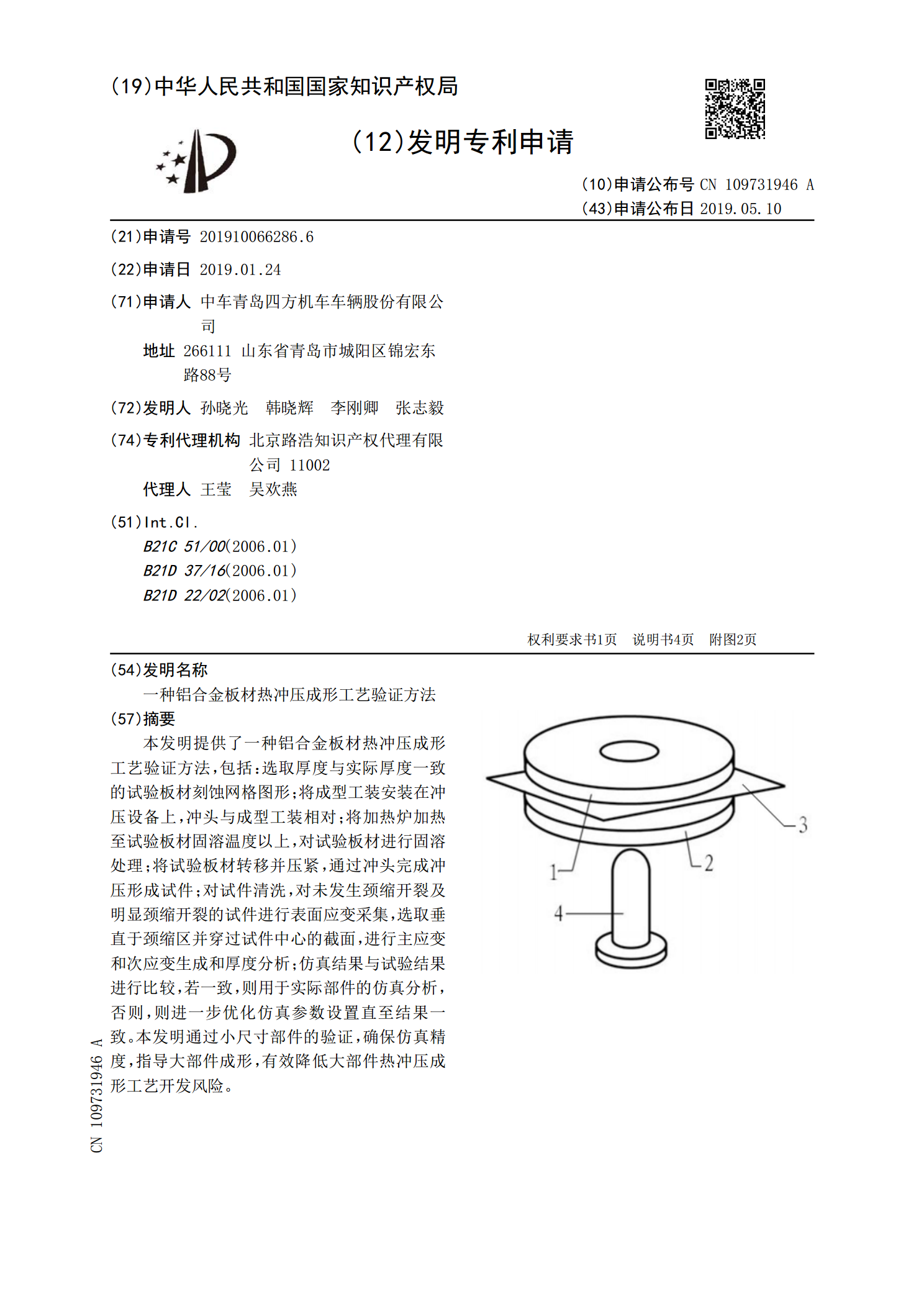
本发明提供了一种铝合金板材热冲压成形工艺验证方法,包括:选取厚度与实际厚度一致的试验板材刻蚀网格图形;将成型工装安装在冲压设备上,冲头与成型工装相对;将加热炉加热至试验板材固溶温度以上,对试验板材进行固溶处理;将试验板材转移并压紧,通过冲头完成冲压形成试件;对试件清洗,对未发生颈缩开裂及明显颈缩开裂的试件进行表面应变采集,选取垂直于颈缩区并穿过试件中心的截面,进行主应变和次应变生成和厚度分析;仿真结果与试验结果进行比较,若一致,则用于实际部件的仿真分析,否则,则进一步优化仿真参数设置直至结果一致。本发明通

一种板材圆孔冲压工艺.pdf
本发明涉及冲压技术领域,具体的说是一种板材圆孔冲压工艺,该工艺采用的液压机包括液压机构,还包括控制箱、导轨、置物机构、输送机构、检测机构、定时机构、控制机构以及电源盒;本发明置物机构与输送机构之间相互啮合连接,使得工件能够从导轨上输送至液压杆底部,实现工件的自动上料加工,工人只需在导轨的进口处安放置物机构便可,无需再逐个将工件置于加工区域,更为安全;工件可停在液压杆的底部进行加工,实现自动定位,使得加工更为精准;在调节板转动时会启动定时机构,当工件完成挤压作业后,压板会按下第一通电开关,调节板在扭簧的带动
一种热冲压成型工艺.pdf
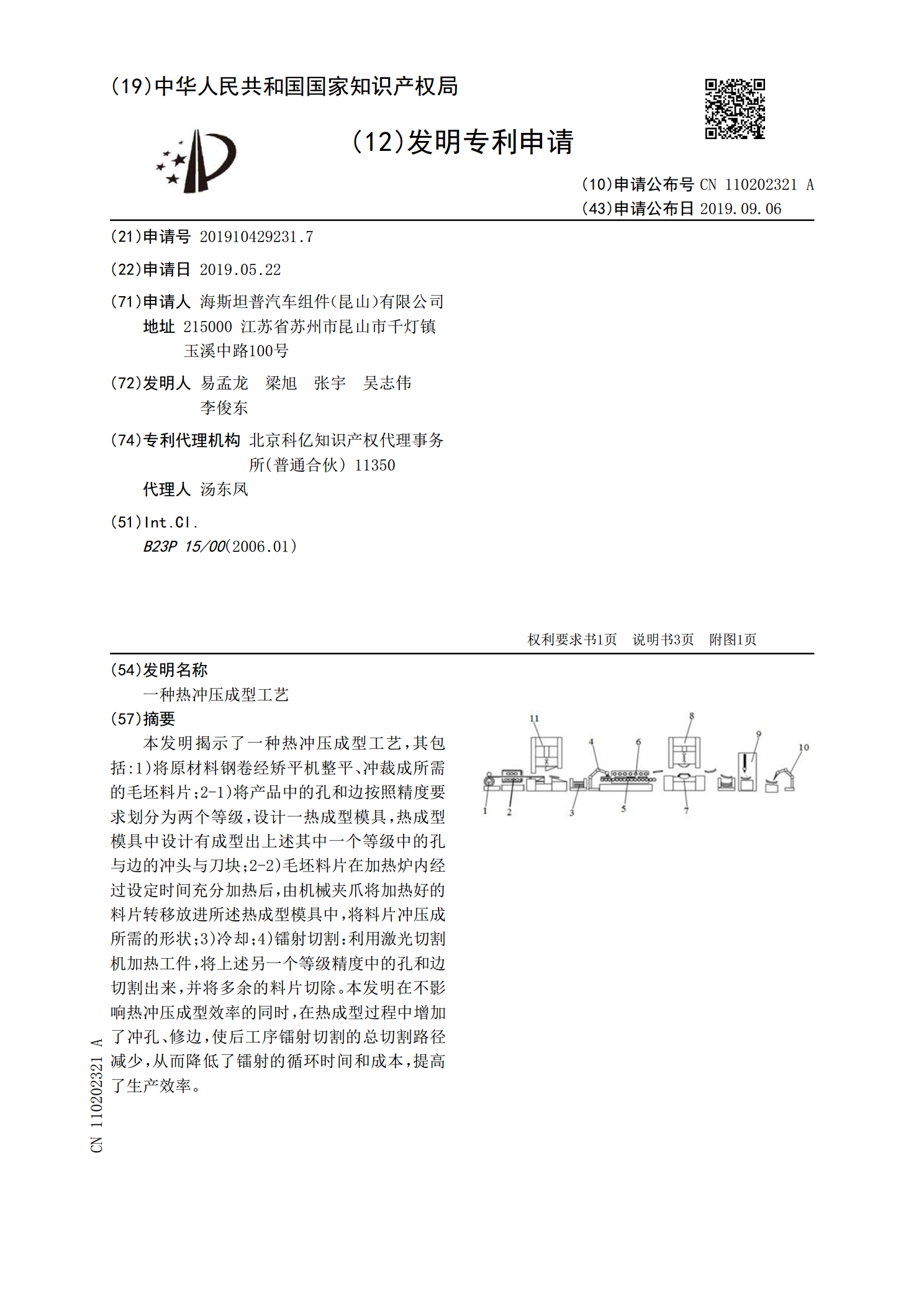
本发明揭示了一种热冲压成型工艺,其包括:1)将原材料钢卷经矫平机整平、冲裁成所需的毛坯料片;2‑1)将产品中的孔和边按照精度要求划分为两个等级,设计一热成型模具,热成型模具中设计有成型出上述其中一个等级中的孔与边的冲头与刀块;2‑2)毛坯料片在加热炉内经过设定时间充分加热后,由机械夹爪将加热好的料片转移放进所述热成型模具中,将料片冲压成所需的形状;3)冷却;4)镭射切割:利用激光切割机加热工件,将上述另一个等级精度中的孔和边切割出来,并将多余的料片切除。本发明在不影响热冲压成型效率的同时,在热成型过程中增
热冲压成形工艺及热冲压成形构件.pdf
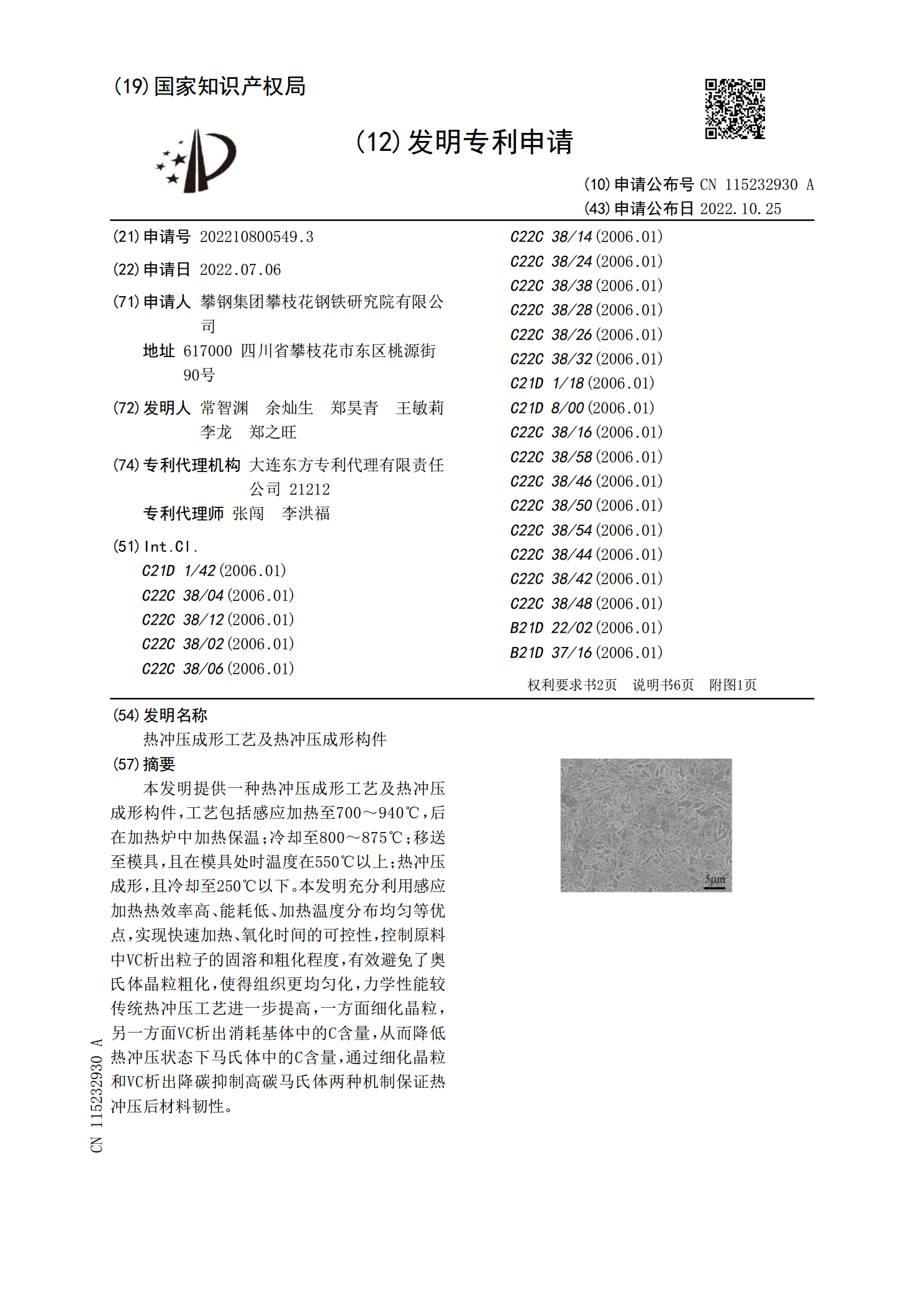
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量