
一种铝合金板材热冲压成形工艺验证方法.pdf

mm****酱吖

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金板材热冲压成形工艺验证方法.pdf
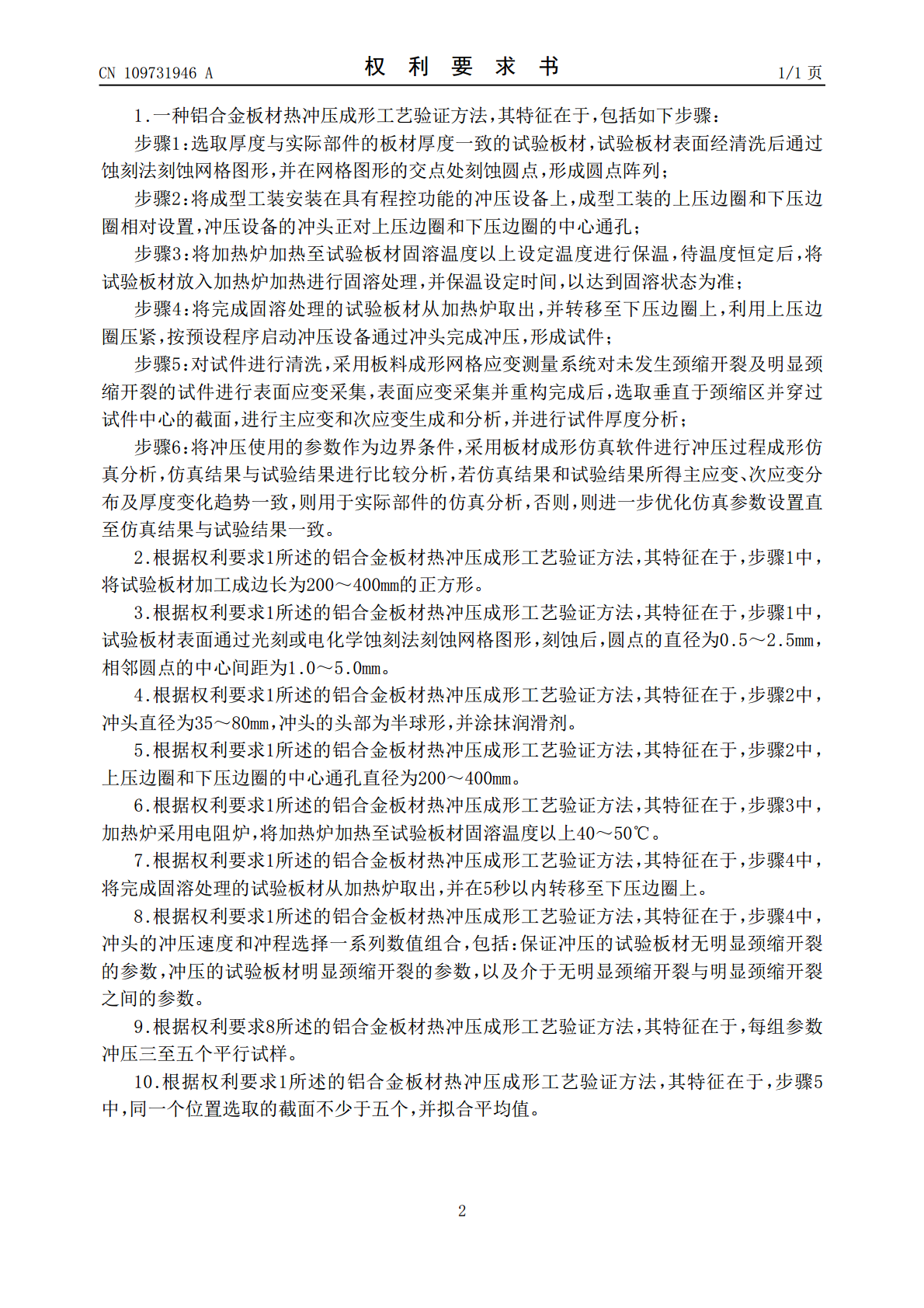
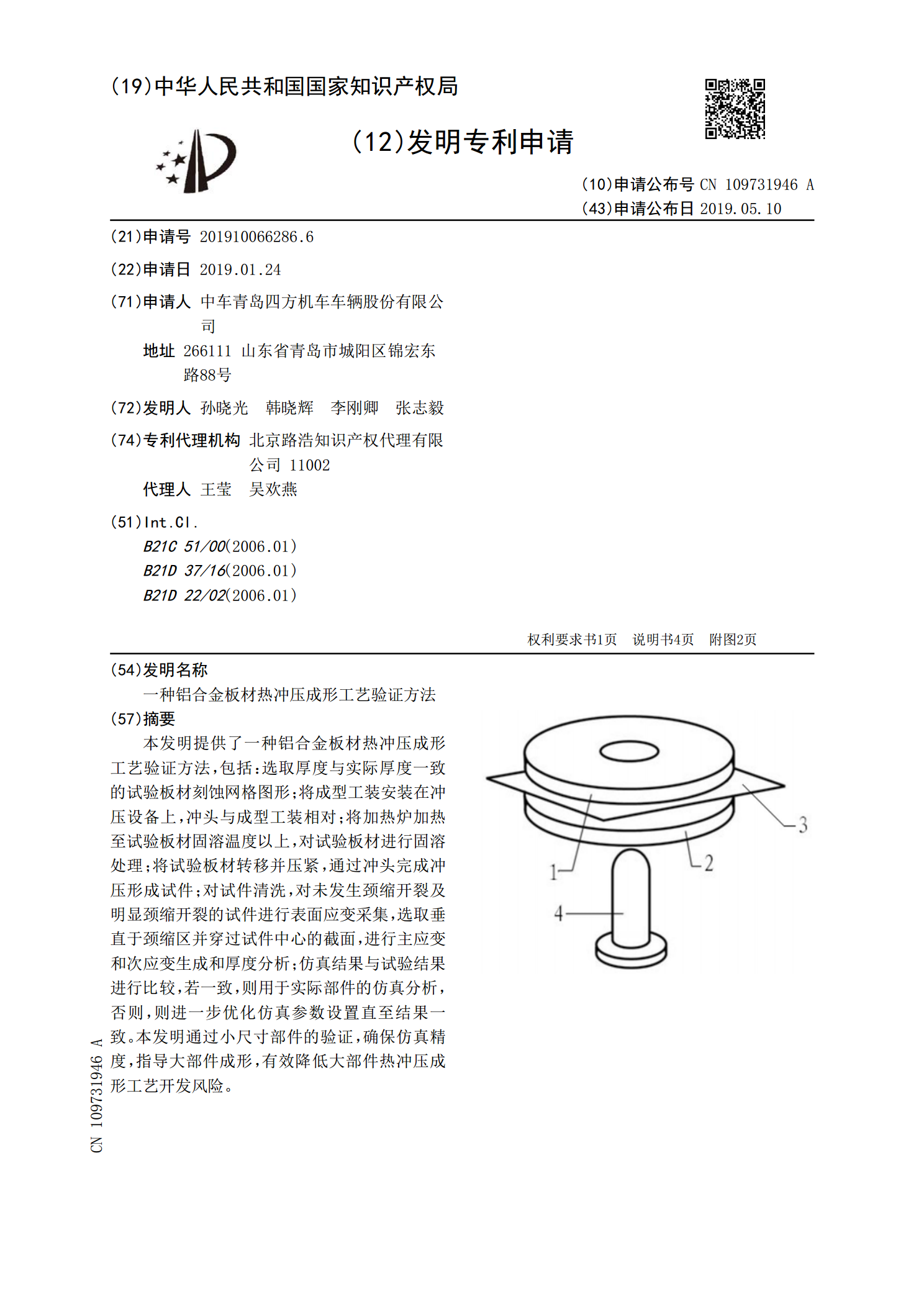
本发明提供了一种铝合金板材热冲压成形工艺验证方法,包括:选取厚度与实际厚度一致的试验板材刻蚀网格图形;将成型工装安装在冲压设备上,冲头与成型工装相对;将加热炉加热至试验板材固溶温度以上,对试验板材进行固溶处理;将试验板材转移并压紧,通过冲头完成冲压形成试件;对试件清洗,对未发生颈缩开裂及明显颈缩开裂的试件进行表面应变采集,选取垂直于颈缩区并穿过试件中心的截面,进行主应变和次应变生成和厚度分析;仿真结果与试验结果进行比较,若一致,则用于实际部件的仿真分析,否则,则进一步优化仿真参数设置直至结果一致。本发明通
热冲压成形工艺及热冲压成形构件.pdf
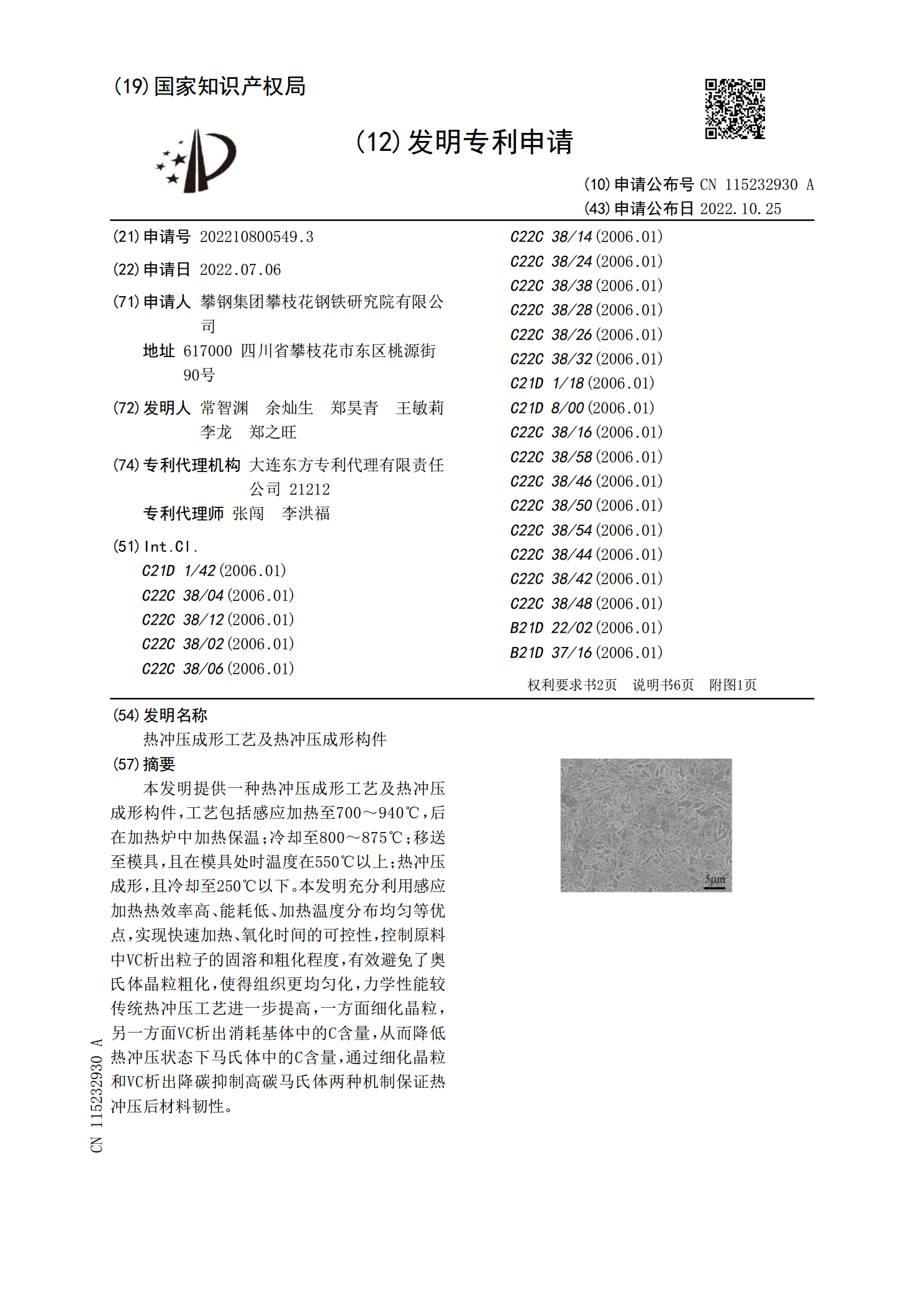
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量
热冲压成形用钢材、热冲压成形工艺及成形构件.pdf
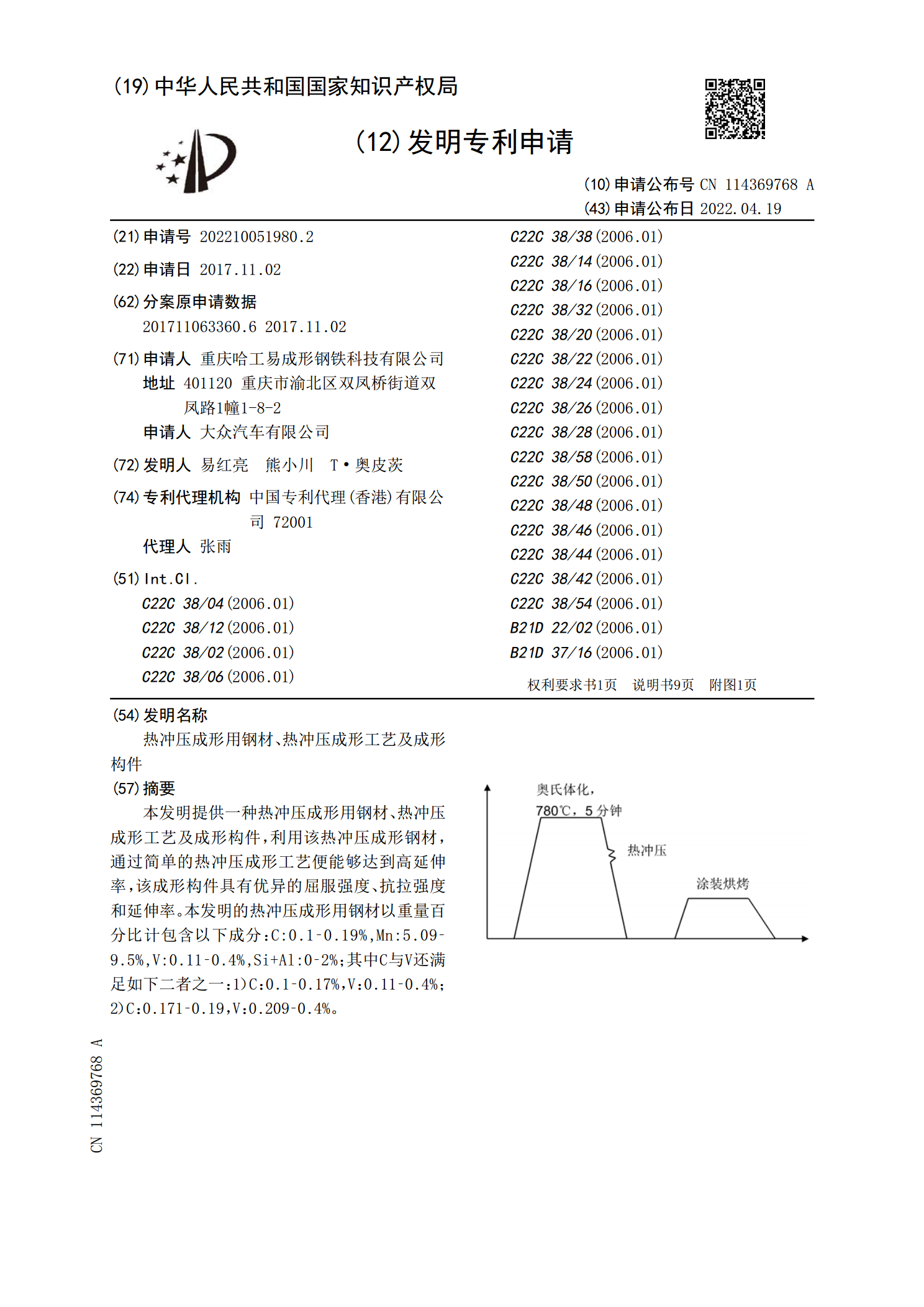
本发明提供一种热冲压成形用钢材、热冲压成形工艺及成形构件,利用该热冲压成形钢材,通过简单的热冲压成形工艺便能够达到高延伸率,该成形构件具有优异的屈服强度、抗拉强度和延伸率。本发明的热冲压成形用钢材以重量百分比计包含以下成分:C:0.1?0.19%,Mn:5.09?9.5%,V:0.11?0.4%,Si+Al:0?2%;其中C与V还满足如下二者之一:1)C:0.1?0.17%,V:0.11?0.4%;2)C:0.171?0.19,V:0.209?0.4%。
一种板材热冲压工艺.pdf
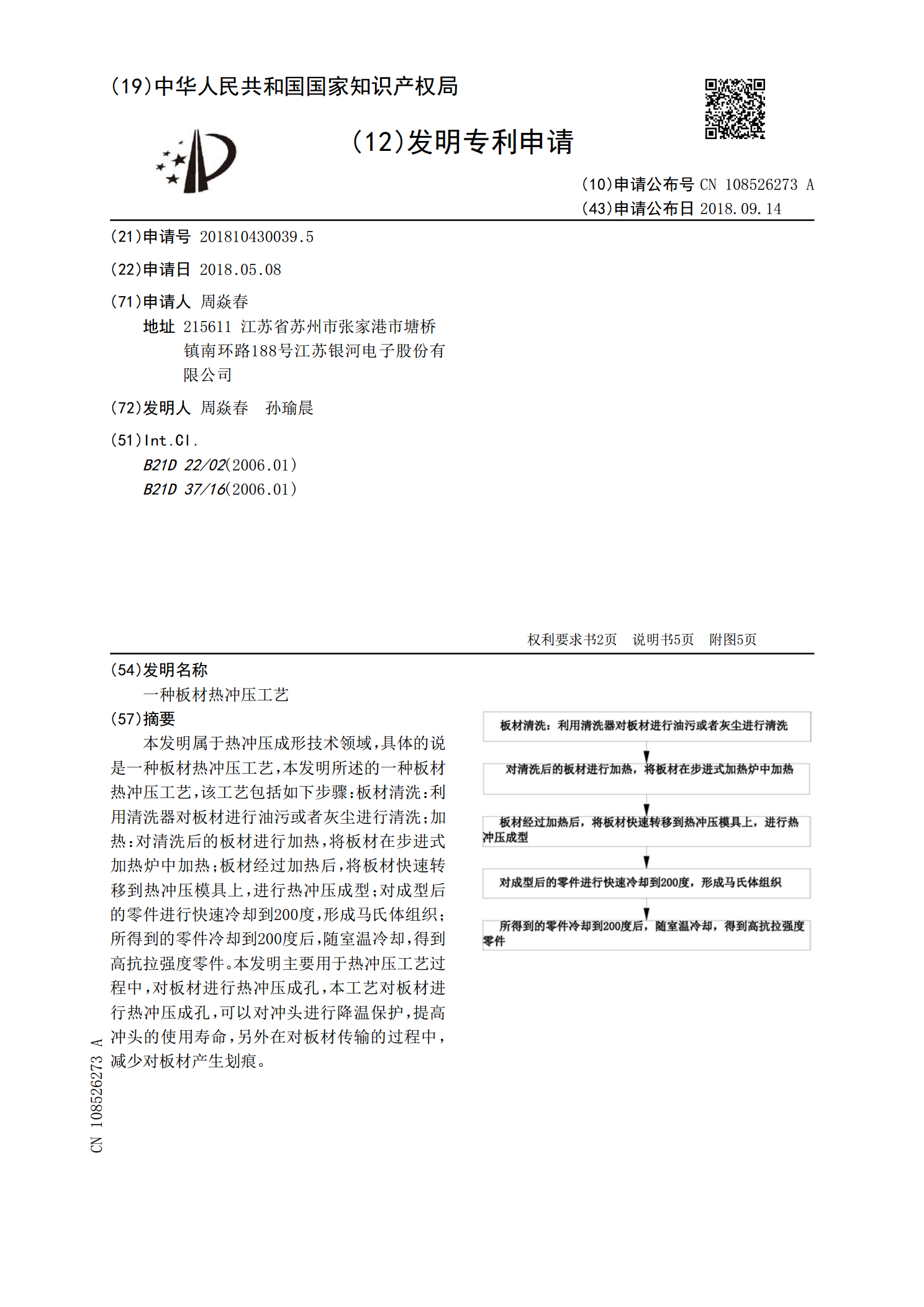
本发明属于热冲压成形技术领域,具体的说是一种板材热冲压工艺,本发明所述的一种板材热冲压工艺,该工艺包括如下步骤:板材清洗:利用清洗器对板材进行油污或者灰尘进行清洗;加热:对清洗后的板材进行加热,将板材在步进式加热炉中加热;板材经过加热后,将板材快速转移到热冲压模具上,进行热冲压成型;对成型后的零件进行快速冷却到200度,形成马氏体组织;所得到的零件冷却到200度后,随室温冷却,得到高抗拉强度零件。本发明主要用于热冲压工艺过程中,对板材进行热冲压成孔,本工艺对板材进行热冲压成孔,可以对冲头进行降温保护,提高
一种高强铝合金热冲压-纤维热固化复合再增强成形工艺.pdf
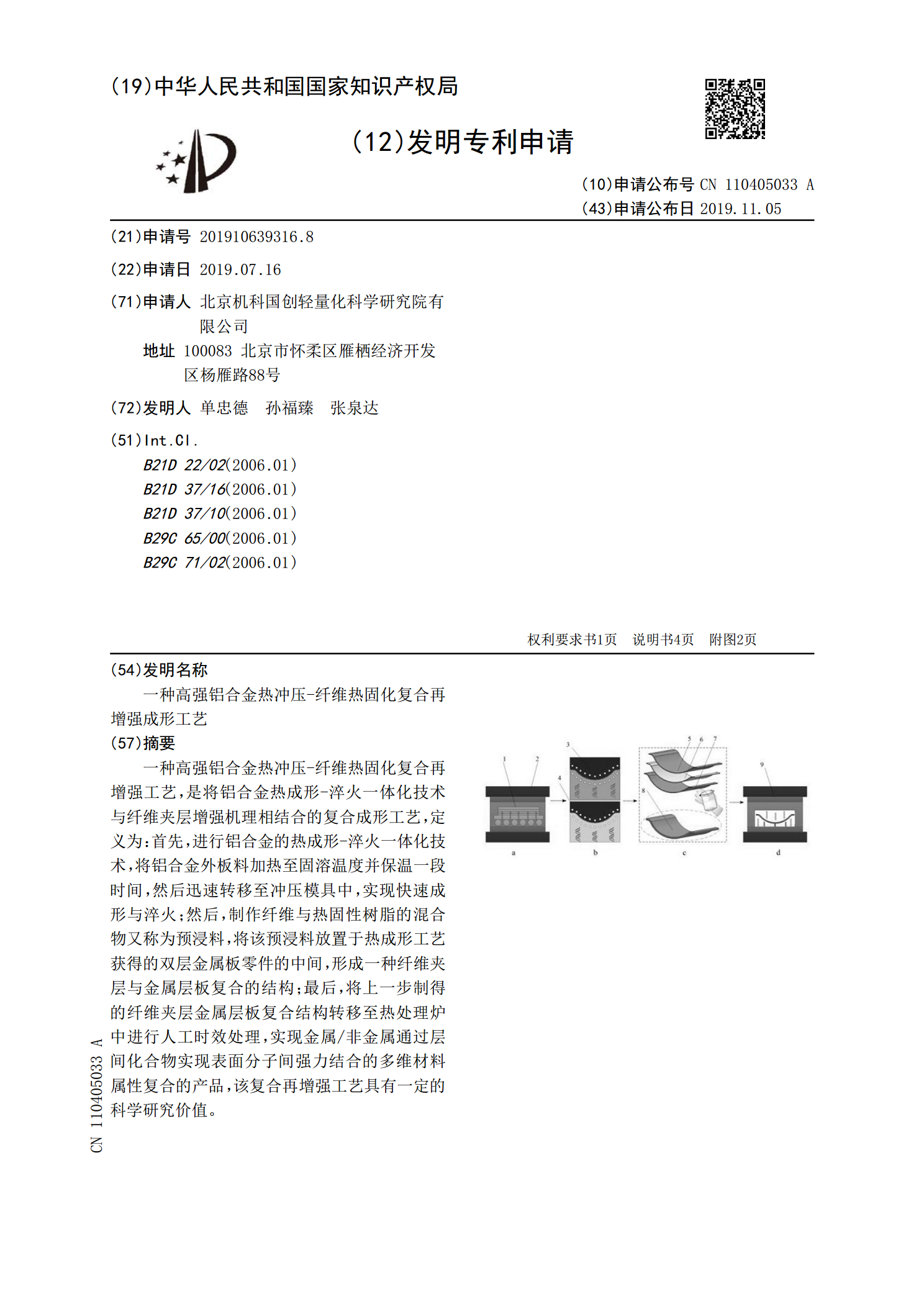
一种高强铝合金热冲压‑纤维热固化复合再增强工艺,是将铝合金热成形‑淬火一体化技术与纤维夹层增强机理相结合的复合成形工艺,定义为:首先,进行铝合金的热成形‑淬火一体化技术,将铝合金外板料加热至固溶温度并保温一段时间,然后迅速转移至冲压模具中,实现快速成形与淬火;然后,制作纤维与热固性树脂的混合物又称为预浸料,将该预浸料放置于热成形工艺获得的双层金属板零件的中间,形成一种纤维夹层与金属层板复合的结构;最后,将上一步制得的纤维夹层金属层板复合结构转移至热处理炉中进行人工时效处理,实现金属/非金属通过层间化合物实