
一种超轻镁合金带材的制备方法.pdf

猫巷****雪凝

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超轻镁合金带材的制备方法.pdf
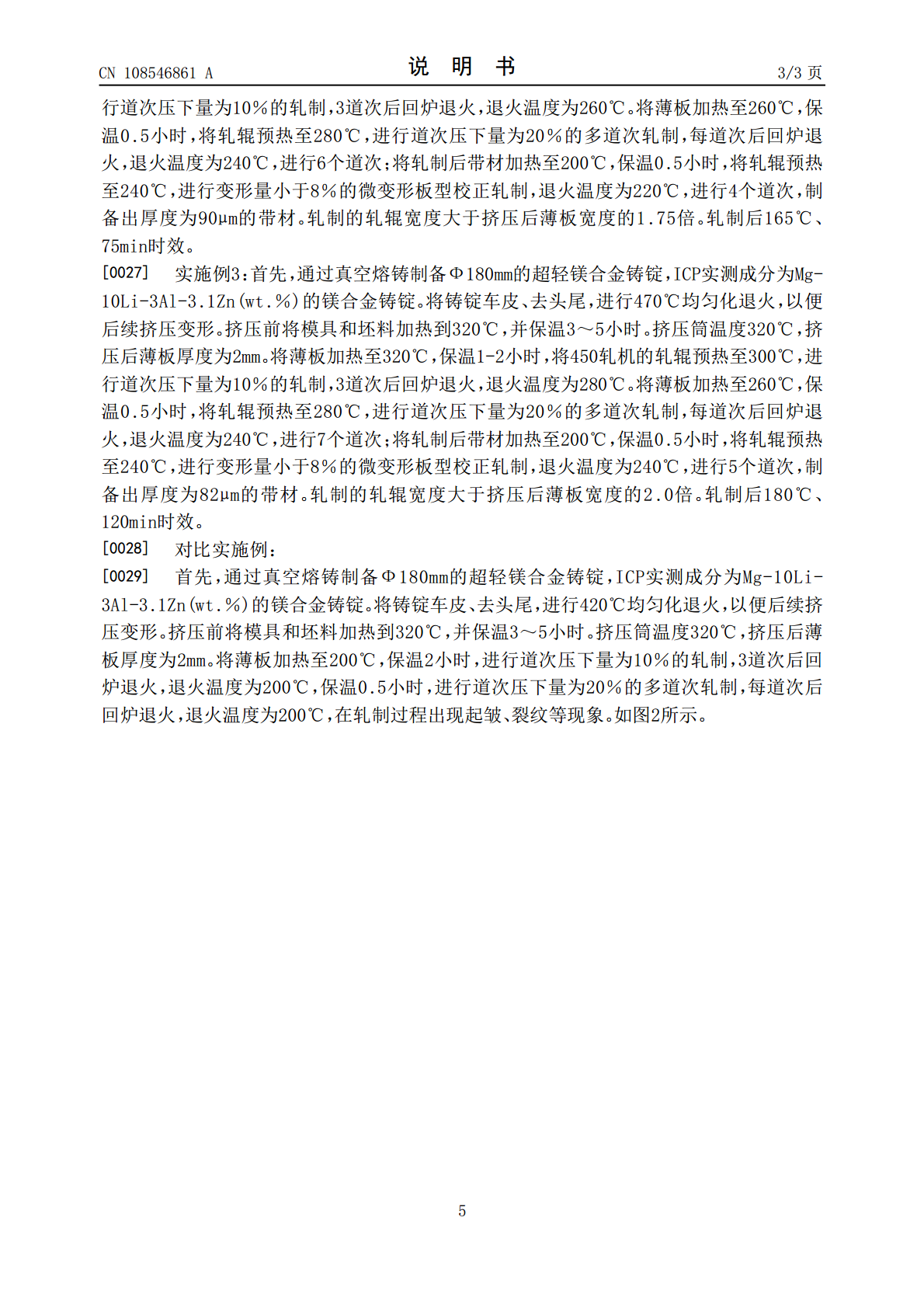
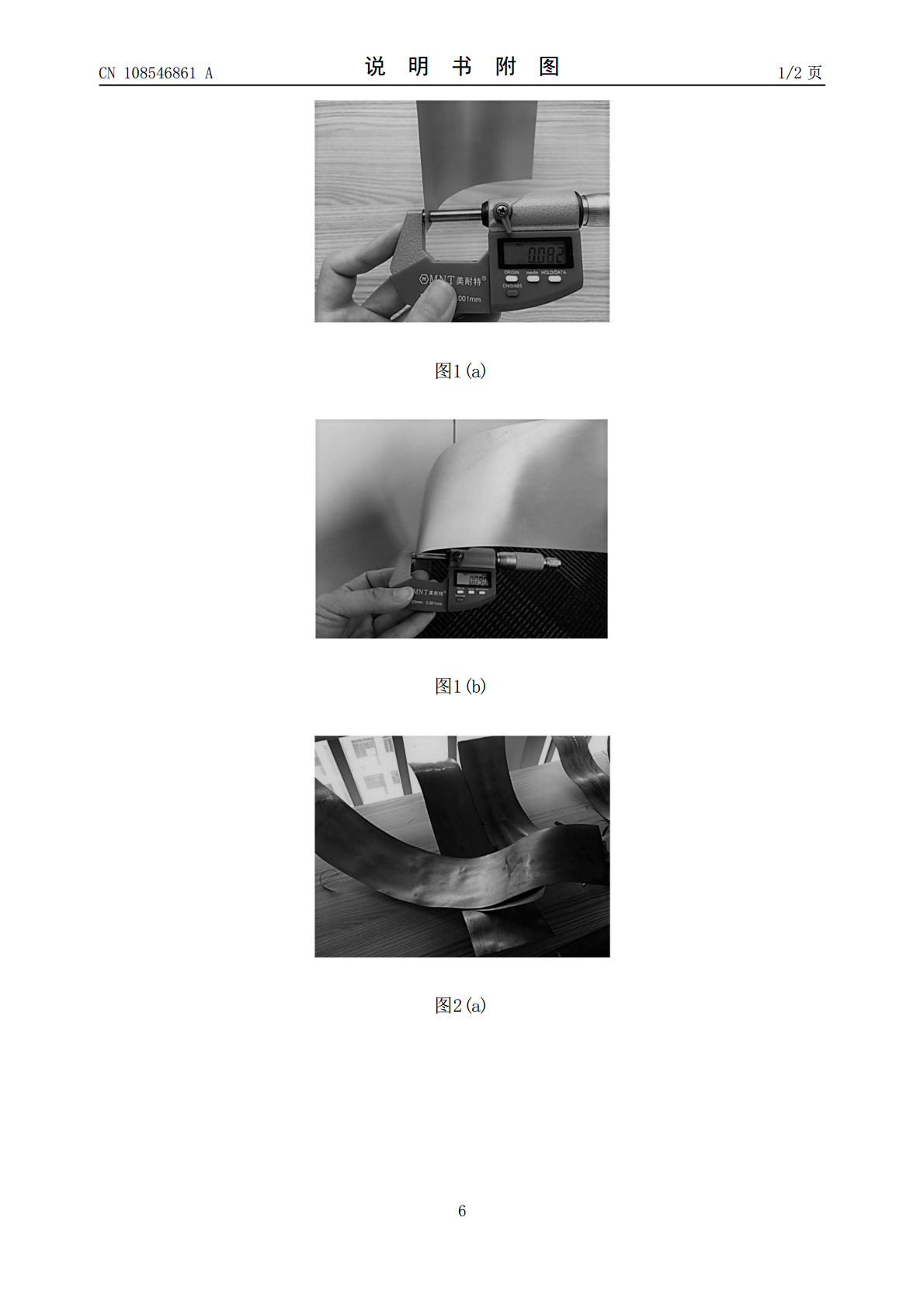
本发明公开了一种超轻镁合金带材的制备方法,所述超轻镁合金成分质量百分比为:Li9.5‑10.5%,Al2.5‑3.5%,Zn2.5‑3.5%,其余为Mg及不可去除杂质元素,其特征在于包括以下步骤:(1)熔炼:将配比好的原材料在真空熔炼炉中加热融化,熔炼温度720~760℃,电磁搅拌,保温20‑60min后降温,静置后浇注,铸锭规格为Ф150‑200mm,均匀化处理;(2)挤压:在280‑320℃下,将铸锭挤压成厚度为0.5‑2mm薄板,宽度可任意根据实际需要设置;(3)轧制:经过梯度变温累积精轧成形;(4

一种超轻耐高温蜂窝芯材及其制备方法.pdf
本发明提供了一种超轻耐高温蜂窝芯材及其制备方法,包括芯条胶印制:在料块上印制芯条胶,相邻两条芯条胶之间的宽度为印制的芯条胶宽度的三倍,铺叠料块,上下相邻两层料块中芯条胶间隔相等且等于芯条胶宽度,制得未固化蜂窝叠块;芯条胶固化;蜂窝拉伸:将经过加压固化处理的蜂窝叠块进行拉伸,直到蜂窝孔格拉伸至正六边形状态;浸渍胶液:将拉伸后的蜂窝块在浸胶槽中浸渍耐高温浸渍胶;浸渍胶的固化:在设定温度下固化耐高温浸渍胶,固化完成后得到蜂窝芯材。本发明可以适用于边长低至2.00~11.00mm,公称密度低至49~110Kg/m

一种梯度异构组织镁合金板带材的制备方法.pdf
本发明属于有色金属板材增强增塑技术领域,涉及一种梯度异构组织镁合金板带材的制备方法,通过将固溶处理后的镁合金板带材先进行轧前冷处理,使得轧件心部处于低温状态,再在电磁感应线圈中加热,使得轧件表面与心部保持温度梯度,如此往复冷处理、轧制工序至要求厚度,且每三次轧制后将镁合金板带材在电磁感应线圈中加热,减弱内应力的同时,仍保留轧件厚度方向上的储存能梯度,解决现有梯度组织金属块体材料的制备方法存在抑或对金属表面有损伤,抑或梯度层深度有限的不足,将其应用在镁合金板带材上,存在效率低且无法满足工业应用的问题。

一种喷雾罐用铝镁合金带材的制备工艺.pdf
本发明属于铝合金技术领域,涉及一种喷雾罐用铝镁合金带材的制备工艺,将5系铝镁合金铸锭在490℃下保温2h后出炉热轧,控制热轧终轧温度为310℃,热轧后铝镁合金板材的厚度为7mm,将热轧后的铝镁合金板材冷轧至0.48mm,依次经过5.05mm、3.44mm、2.33mm、1.48mm、0.95mm、0.64mm、0.48mm,其中分别冷轧至2.33mm与0.64mm时的铝镁合金板材在340℃进行2h退火,将冷轧至0.48mm的铝镁合金板材在340~380℃进行2h退火,得到低制耳率的铝镁合金带材。
一种钛镍‑镁合金丝材的制备方法.pdf
本发明公开的一种钛镍‑镁合金丝材的制备方法,包括如下步骤:按照质量百分比分别称取45%‑60%的钛,30%‑40%的镍,其余为镁;然后在真空熔炼炉内熔炼得到钛镍‑镁合金铸锭;对所述钛镍‑镁合金铸锭进行表面处理,随后在其表面均匀涂敷润滑剂后进行加热处理;将经过加热处理的钛镍‑镁合金铸锭轧制得到钛镍‑镁合金棒材;将所述钛镍‑镁合金棒材拉伸,即得到钛镍‑镁合金丝材。本发明的一种钛镍‑镁合金丝材的制备方法,制备得到的钛镍‑镁合金丝材可以同时满足耐腐蚀、机械强度和记忆合金的性能要求,而且其制备方法步骤简单、操作方便