
一种铜基复合材料受电弓滑板的制备工艺.pdf

是你****深呀

1/8
2/8

3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜基复合材料受电弓滑板的制备工艺.pdf
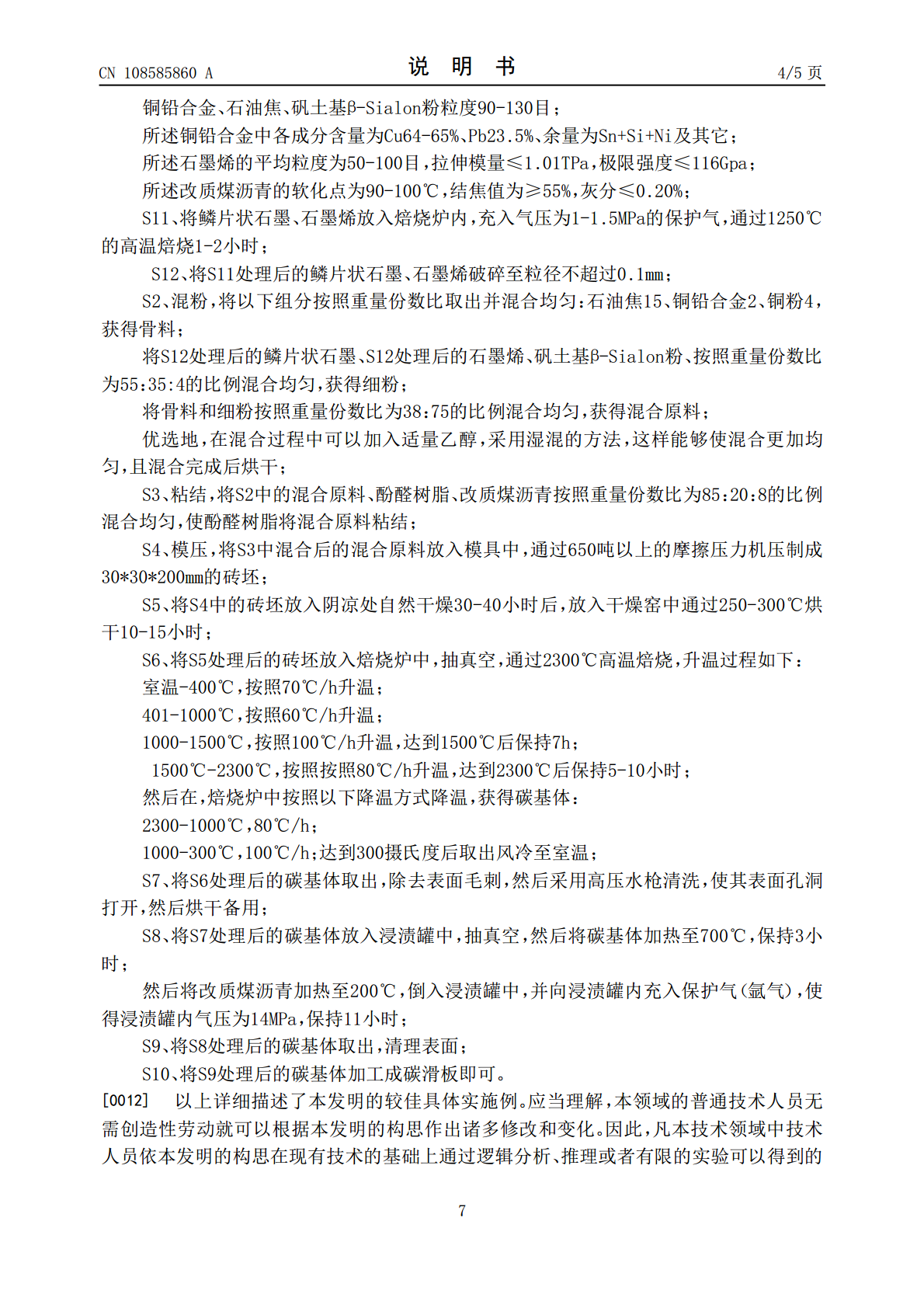
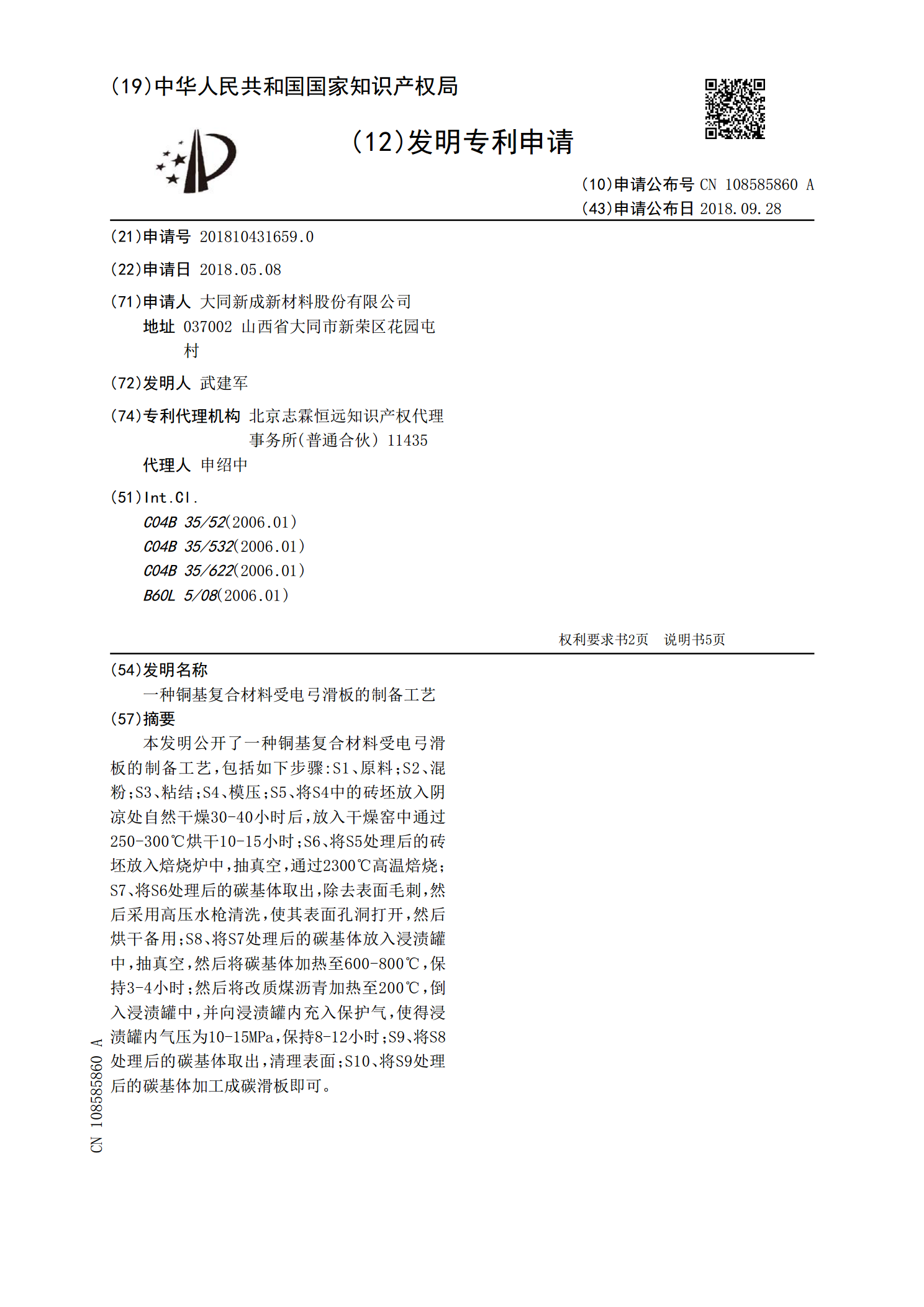
本发明公开了一种铜基复合材料受电弓滑板的制备工艺,包括如下步骤:S1、原料;S2、混粉;S3、粘结;S4、模压;S5、将S4中的砖坯放入阴凉处自然干燥30‑40小时后,放入干燥窑中通过250‑300℃烘干10‑15小时;S6、将S5处理后的砖坯放入焙烧炉中,抽真空,通过2300℃高温焙烧;S7、将S6处理后的碳基体取出,除去表面毛刺,然后采用高压水枪清洗,使其表面孔洞打开,然后烘干备用;S8、将S7处理后的碳基体放入浸渍罐中,抽真空,然后将碳基体加热至600‑800℃,保持3‑4小时;然后将改质煤沥青加热
一种铜基受电弓滑板复合材料的制备方法.pdf
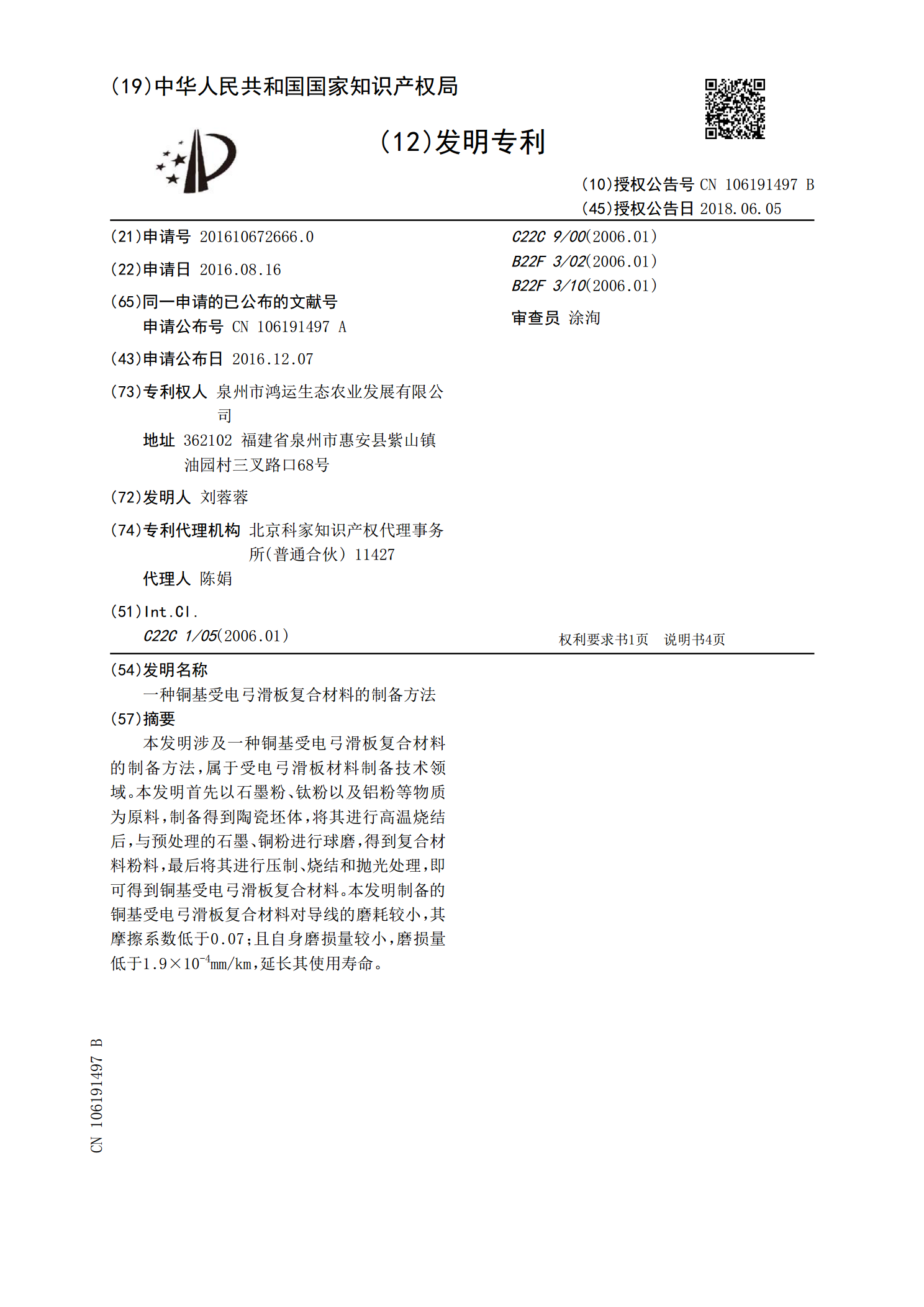
本发明涉及一种铜基受电弓滑板复合材料的制备方法,属于受电弓滑板材料制备技术领域。本发明首先以石墨粉、钛粉以及铝粉等物质为原料,制备得到陶瓷坯体,将其进行高温烧结后,与预处理的石墨、铜粉进行球磨,得到复合材料粉料,最后将其进行压制、烧结和抛光处理,即可得到铜基受电弓滑板复合材料。本发明制备的铜基受电弓滑板复合材料对导线的磨耗较小,其摩擦系数低于0.07;且自身磨损量较小,磨损量低于1.9×10
一种铜碳复合材料受电弓碳滑板的制备工艺.pdf
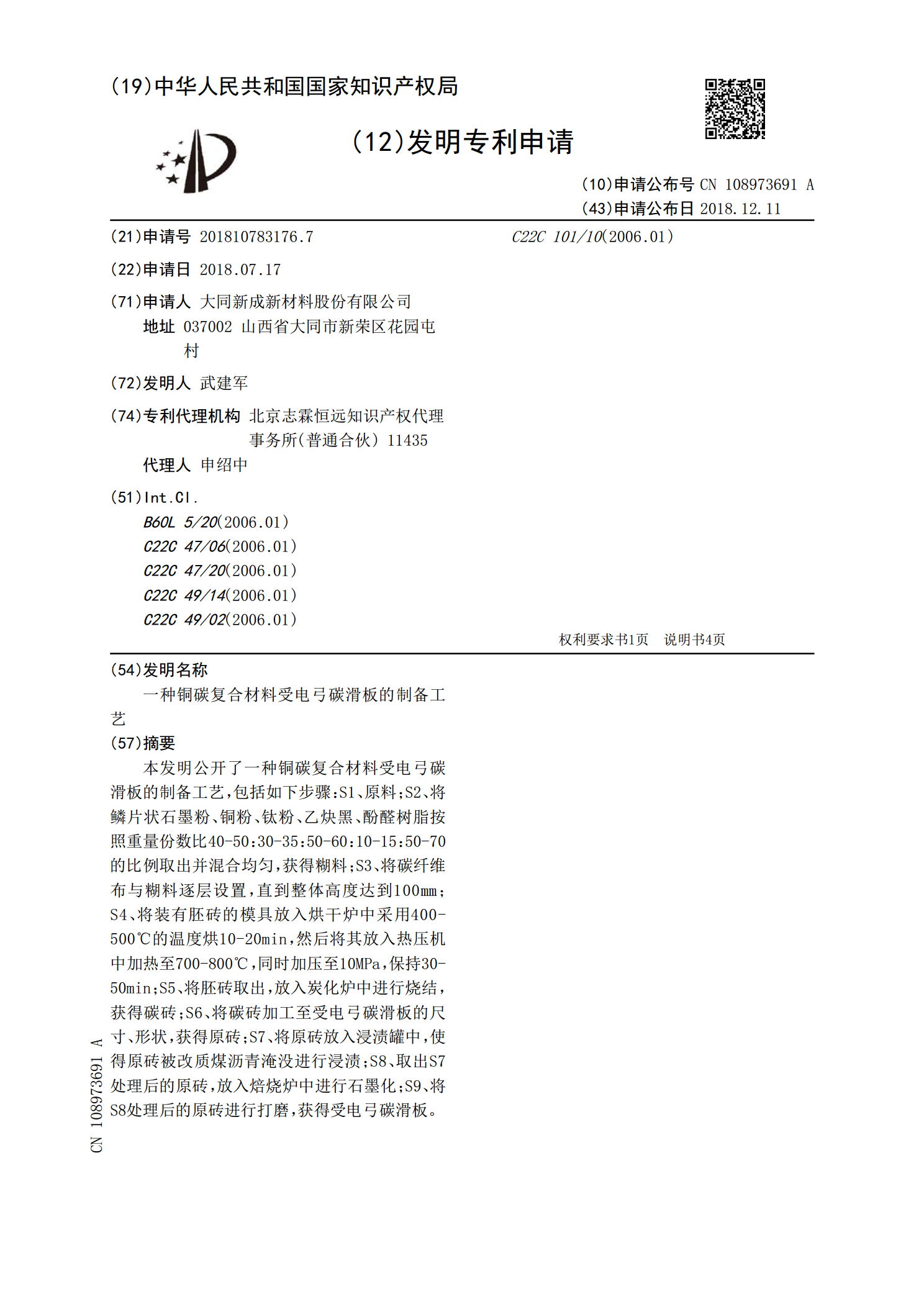
本发明公开了一种铜碳复合材料受电弓碳滑板的制备工艺,包括如下步骤:S1、原料;S2、将鳞片状石墨粉、铜粉、钛粉、乙炔黑、酚醛树脂按照重量份数比40‑50:30‑35:50‑60:10‑15:50‑70的比例取出并混合均匀,获得糊料;S3、将碳纤维布与糊料逐层设置,直到整体高度达到100㎜;S4、将装有胚砖的模具放入烘干炉中采用400‑500℃的温度烘10‑20min,然后将其放入热压机中加热至700‑800℃,同时加压至10MPa,保持30‑50min;S5、将胚砖取出,放入炭化炉中进行烧结,获得碳砖;S
一种基于粉末冶金的铜基受电弓滑板制备工艺.pdf
本发明公开了一种基于粉末冶金的铜基受电弓滑板制备工艺,包括以下步骤:S1:铜粉制备:将铜放进熔炼炉中熔融,将熔融的铜制成金属颗粒珠,金属颗粒珠经冷却,筛分制得均匀的铜粉;S2:混合:将S1中所述的铜粉与石墨粉、碳粉和铅粉混合,搅拌均匀;S3:成型:将S2中混合均匀的粉料放进模具中,粉末在300‑600MPa压力下,压制成坯料;S4:烧结:将S3中所述的坯料放进高温炉中,在温度为750‑850℃的条件下烧制30‑50min,制得滑板坯料。本发明通过对铜粉、石墨粉、碳粉和铅粉进行筛分,得到均匀的粉料,使原料混
一种网状铜碳复合受电弓滑板的制备工艺.pdf
本发明公开了一种网状铜碳复合受电弓滑板的制备工艺,包括以下步骤:S1:材料准备:事先准备好铜粉、石墨烯、酚醛树脂、改质煤沥青和短切碳纤维;S2:混合处理:将S1中所述的铜粉、石墨烯、改质煤沥青和短切碳纤维均倒入搅拌机中,并向搅拌机中倒入酚醛树脂,得到混合物;S3:成形处理:将S2中所述的混合物倒入模具中,然后将模具放入烘干箱中,对混合物进行烘干处理,烘干完成后将混合物放置在压制机中压制成砖坯;S4:干燥焙烧处理:将S3中所述的砖坯放入焙烧炉中进行焙烧处理。本发明相较于传统的制备方法得到了较大的优化,极大的