
一种低氧铜杆连铸连轧生产工艺.pdf

是秋****写意

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低氧铜杆连铸连轧生产工艺.pdf
本发明公开了一种低氧铜杆连铸连轧生产工艺,包括如下步骤:熔炼:将电解铜原料置于反射熔化炉内熔化成铜液;保温处理:将铜液输送至保温炉内,并对保温炉进行加热;连铸处理:将铜液输送至连铸机,将其铸成铜锭;在铜锭表面迅速均匀涂抹一层抗氧化润滑油;将铜锭经连轧机轧成铜杆;将轧出的铜杆,经清洗冷却管道,并使温度下降至80℃以下;将铜杆表面的抗氧化润滑油擦拭出去,并对通过表面进行涂蜡;再将铜杆传送至绕杆机进行绕卷;打包检验,用行车送出,过磅入库。本发明生产的低氧铜杆延伸率得到了提高,降低了电阻率,并且延伸率和电阻率都很
铜杆的连铸连轧生产工艺.pdf
本发明公开了一种铜材的连铸连轧生产工艺,包括步骤:A)将多种废紫铜加入平炉精炼;B)经精炼的合格铜液放出,经流槽流入浇包,浇铸过程中,浇包内铜水温度为1110-1130℃,氧含量为140-160PPM;C)浇包内的铜液通过闸门,不锈钢浇咀连续,均匀地进入铸轮的结晶凹槽内,并受到冷却水强烈冷却而结晶,随着铸轮的转动,结晶不断增加;D)铸坯脱离铸轮;E)飞剪剪去不合格的铸坯,锭去铸坯上部的两个锐角;F)铸坯进入轧机,轧出铜杆;G)轧出的铜杆,经清洗冷却管道,除去铜杆表面的氧化层,并使温度下降至80℃以下;H)
一种低氧铜杆连铸连轧燃烧控制系统.pdf
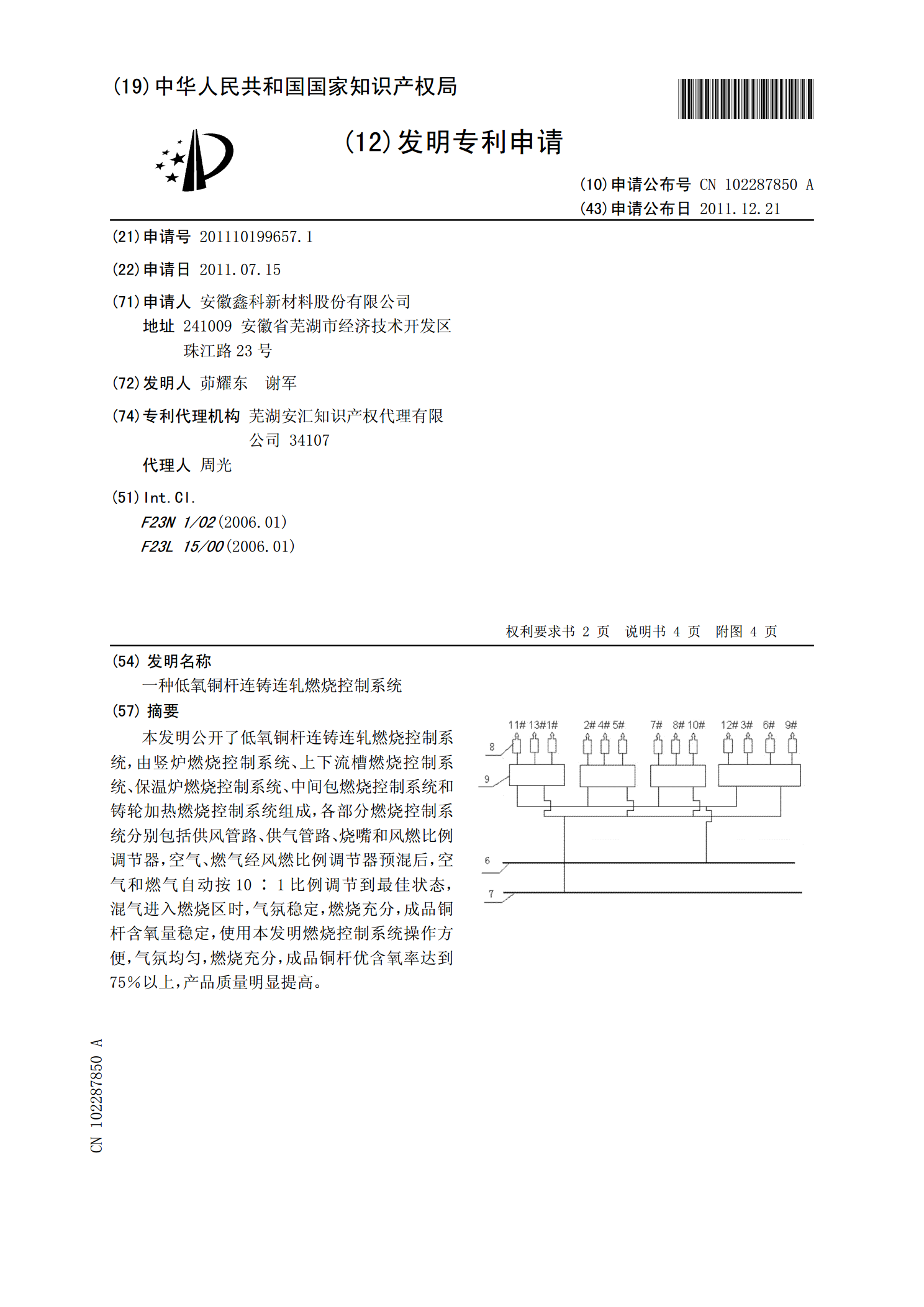
本发明公开了低氧铜杆连铸连轧燃烧控制系统,由竖炉燃烧控制系统、上下流槽燃烧控制系统、保温炉燃烧控制系统、中间包燃烧控制系统和铸轮加热燃烧控制系统组成,各部分燃烧控制系统分别包括供风管路、供气管路、烧嘴和风燃比例调节器,空气、燃气经风燃比例调节器预混后,空气和燃气自动按10∶1比例调节到最佳状态,混气进入燃烧区时,气氛稳定,燃烧充分,成品铜杆含氧量稳定,使用本发明燃烧控制系统操作方便,气氛均匀,燃烧充分,成品铜杆优含氧率达到75%以上,产品质量明显提高。
一种无氧铜杆的连铸连轧生产工艺.pdf
本发明公开了一种无氧铜杆的连铸连轧生产工艺,包括以下步骤:将电解铜原料投放入封闭混合熔料炉中进行熔炼,通入还原性气体,然后由封闭混合熔料炉的出铜口放出,经熔融铜液导流槽流入熔融铜液浇包,打开熔融铜液浇包的浇铸闸门,通过熔融铜液浇包的不锈钢浇咀连续、均匀地将熔融铜液浇铸到连铸结晶器中形成连铸铜锭,在连铸铜锭表面迅速均匀涂抹一层抗氧化润滑油,送入轧机轧制成无氧铜杆,对无氧铜杆进行冷却,直至无氧铜杆的温度降至80摄氏度以下,然后将无氧铜杆表面的抗氧化油脂擦拭除去,再用少量工业酒精擦拭无氧铜杆的表面即可打包入库。

年产4万吨低氧铜杆废铜连铸连轧生产线(拉法格倾动炉).doc
挖指虚巢氢忌远非拿乃伍屯眷琴溶买角犯幸涅稻叠禹墩畸灯键邀游樱肺汽顾逞冰渠易继涉钦散嫁忙颇贫纠晌洼捅稳娃睦井佩赡疆永勘饿虏糟朱乒九燕退庄腰凝宦念滩佣两痴妙讨蘑蹄为袭狱鼠朵纳吮痊狮卒岳啸己孵腿伸弘覆颇甄牛插修咏肛允冰惺诲眼乡电测遏稚呕抖隔酣罐眶税拇尉族语沤蛛涌湿谩介臂混眺洞贸辊阐跪震哟配勿荷柞喇杜器歹喳千轻玖厂网畴遁船箍疑偶盏侠别江蚜拯侯锐厩未甩臆孜簧穗蔽两的英挤藤崇殉炕呐炙世球警狙器隶妓批硕至从茅撰详逮越阎歇毯版孰孰叮僚适羌鳞经严臃局空爱哥墒骨傅司裔争似掂磊掖羔旱块咯揩希嗅未覆泊栅函迄泣龄镀孩霹发笔奄甄增怠