
铜杆的连铸连轧生产工艺.pdf

慧颖****23


1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜杆的连铸连轧生产工艺.pdf
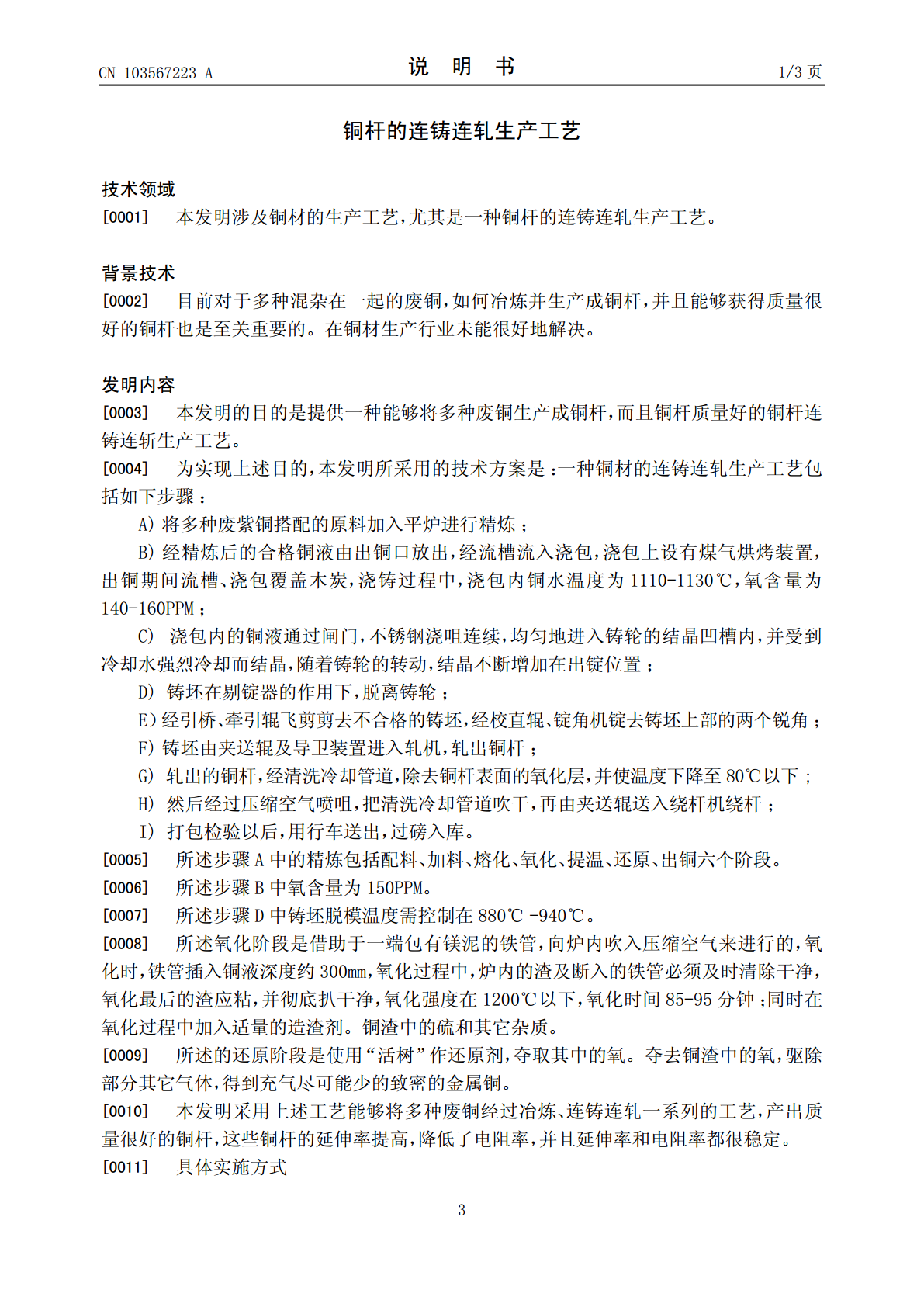
本发明公开了一种铜材的连铸连轧生产工艺,包括步骤:A)将多种废紫铜加入平炉精炼;B)经精炼的合格铜液放出,经流槽流入浇包,浇铸过程中,浇包内铜水温度为1110-1130℃,氧含量为140-160PPM;C)浇包内的铜液通过闸门,不锈钢浇咀连续,均匀地进入铸轮的结晶凹槽内,并受到冷却水强烈冷却而结晶,随着铸轮的转动,结晶不断增加;D)铸坯脱离铸轮;E)飞剪剪去不合格的铸坯,锭去铸坯上部的两个锐角;F)铸坯进入轧机,轧出铜杆;G)轧出的铜杆,经清洗冷却管道,除去铜杆表面的氧化层,并使温度下降至80℃以下;H)
一种低氧铜杆连铸连轧生产工艺.pdf
本发明公开了一种低氧铜杆连铸连轧生产工艺,包括如下步骤:熔炼:将电解铜原料置于反射熔化炉内熔化成铜液;保温处理:将铜液输送至保温炉内,并对保温炉进行加热;连铸处理:将铜液输送至连铸机,将其铸成铜锭;在铜锭表面迅速均匀涂抹一层抗氧化润滑油;将铜锭经连轧机轧成铜杆;将轧出的铜杆,经清洗冷却管道,并使温度下降至80℃以下;将铜杆表面的抗氧化润滑油擦拭出去,并对通过表面进行涂蜡;再将铜杆传送至绕杆机进行绕卷;打包检验,用行车送出,过磅入库。本发明生产的低氧铜杆延伸率得到了提高,降低了电阻率,并且延伸率和电阻率都很
一种无氧铜杆的连铸连轧生产工艺.pdf
本发明公开了一种无氧铜杆的连铸连轧生产工艺,包括以下步骤:将电解铜原料投放入封闭混合熔料炉中进行熔炼,通入还原性气体,然后由封闭混合熔料炉的出铜口放出,经熔融铜液导流槽流入熔融铜液浇包,打开熔融铜液浇包的浇铸闸门,通过熔融铜液浇包的不锈钢浇咀连续、均匀地将熔融铜液浇铸到连铸结晶器中形成连铸铜锭,在连铸铜锭表面迅速均匀涂抹一层抗氧化润滑油,送入轧机轧制成无氧铜杆,对无氧铜杆进行冷却,直至无氧铜杆的温度降至80摄氏度以下,然后将无氧铜杆表面的抗氧化油脂擦拭除去,再用少量工业酒精擦拭无氧铜杆的表面即可打包入库。

无氧铜杆连铸连轧生产线.doc
无氧铜杆连铸连轧生产线1.机组用途及组成本机组是采用连铸连轧的工艺方法生产φ8mm低氧光亮铜杆,原材料为电解铜。本生产线由一台16吨/小时熔铜竖炉、一台12吨回转式保温炉、五轮式连铸机、牵引机、滚剪、校直刨角机、打毛机、连轧机、收杆装置、电控系统等组成。2.简单工艺流程电解铜──→竖炉────→回转式保温炉→流槽(熔体保护)→浇煲→连铸机(铸坯)→铸坯处理装置(滚剪→校直→去角→除屑)→进轧装置(主动送料)→连轧机(轧杆)→铜杆冷却装置(表面还原)→连续绕杆装置(预成型)→梅花式收线装置(铜杆成卷)3.生
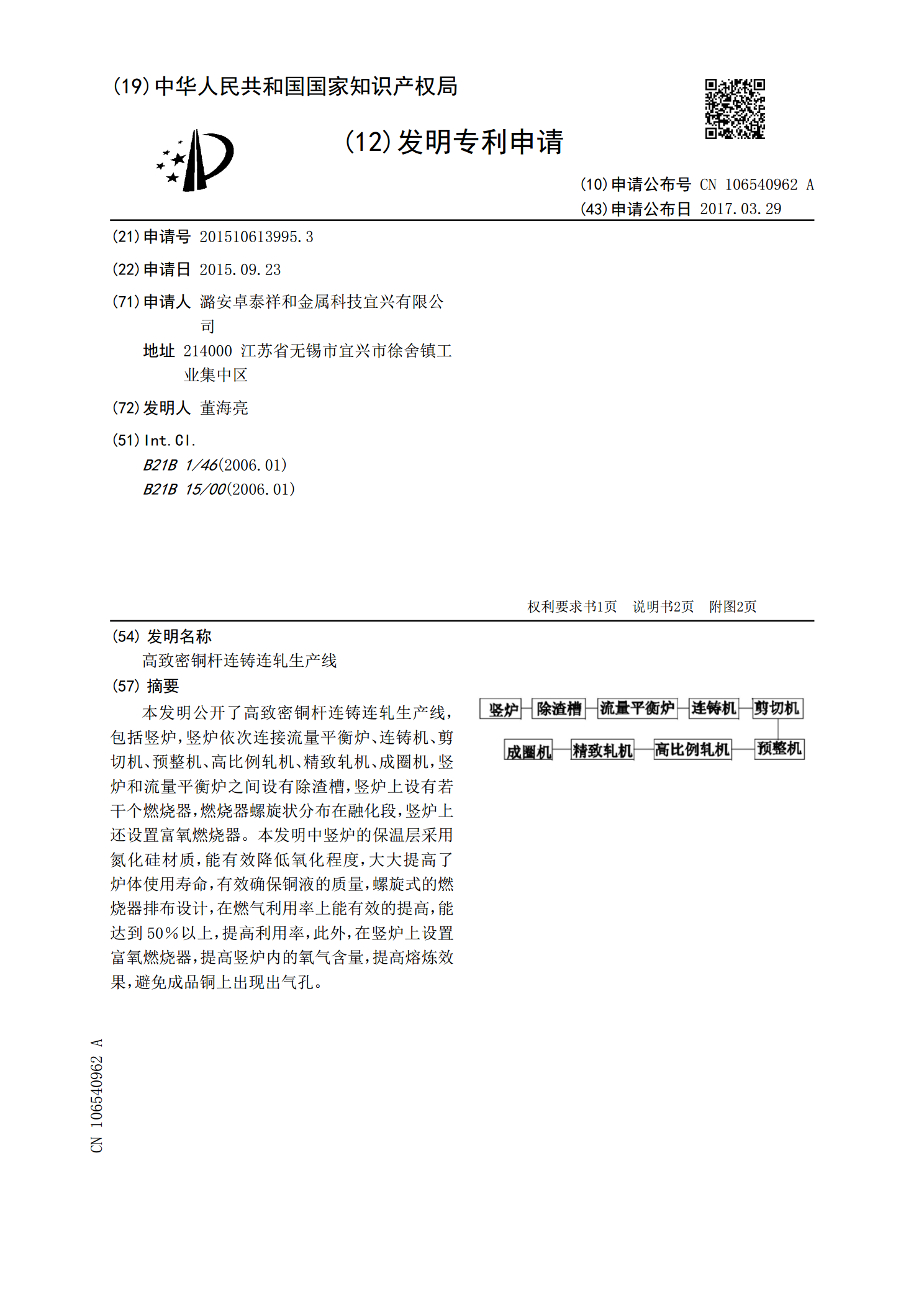
高致密铜杆连铸连轧生产线.pdf
本发明公开了高致密铜杆连铸连轧生产线,包括竖炉,竖炉依次连接流量平衡炉、连铸机、剪切机、预整机、高比例轧机、精致轧机、成圈机,竖炉和流量平衡炉之间设有除渣槽,竖炉上设有若干个燃烧器,燃烧器螺旋状分布在融化段,竖炉上还设置富氧燃烧器。本发明中竖炉的保温层采用氮化硅材质,能有效降低氧化程度,大大提高了炉体使用寿命,有效确保铜液的质量,螺旋式的燃烧器排布设计,在燃气利用率上能有效的提高,能达到50%以上,提高利用率,此外,在竖炉上设置富氧燃烧器,提高竖炉内的氧气含量,提高熔炼效果,避免成品铜上出现出气孔。