
一种燃烧室机匣的电子束焊方法.pdf

悠柔****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种燃烧室机匣的电子束焊方法.pdf
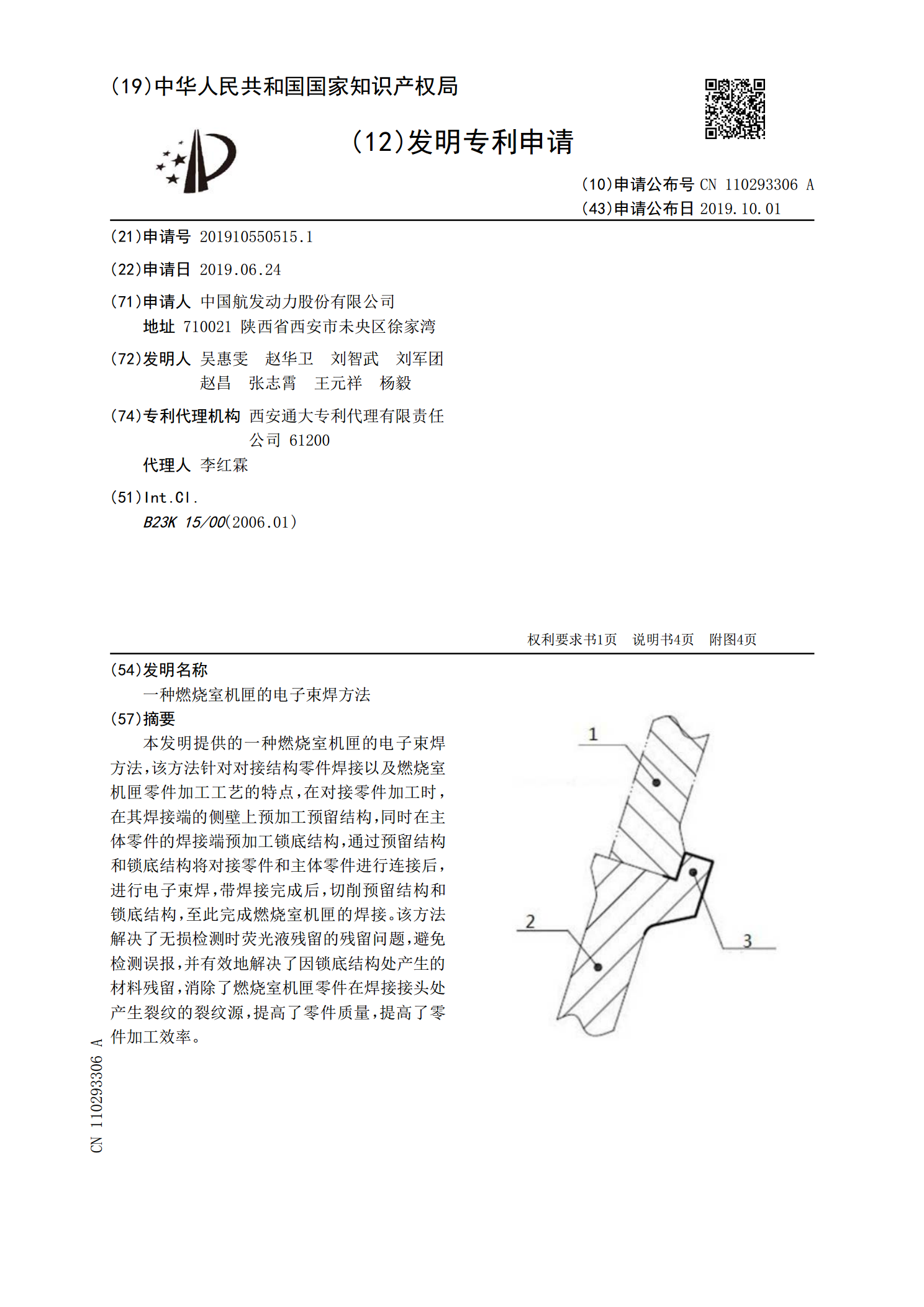
本发明提供的一种燃烧室机匣的电子束焊方法,该方法针对对接结构零件焊接以及燃烧室机匣零件加工工艺的特点,在对接零件加工时,在其焊接端的侧壁上预加工预留结构,同时在主体零件的焊接端预加工锁底结构,通过预留结构和锁底结构将对接零件和主体零件进行连接后,进行电子束焊,带焊接完成后,切削预留结构和锁底结构,至此完成燃烧室机匣的焊接。该方法解决了无损检测时荧光液残留的残留问题,避免检测误报,并有效地解决了因锁底结构处产生的材料残留,消除了燃烧室机匣零件在焊接接头处产生裂纹的裂纹源,提高了零件质量,提高了零件加工效率。
一种燃烧室机匣的加工方法.pdf
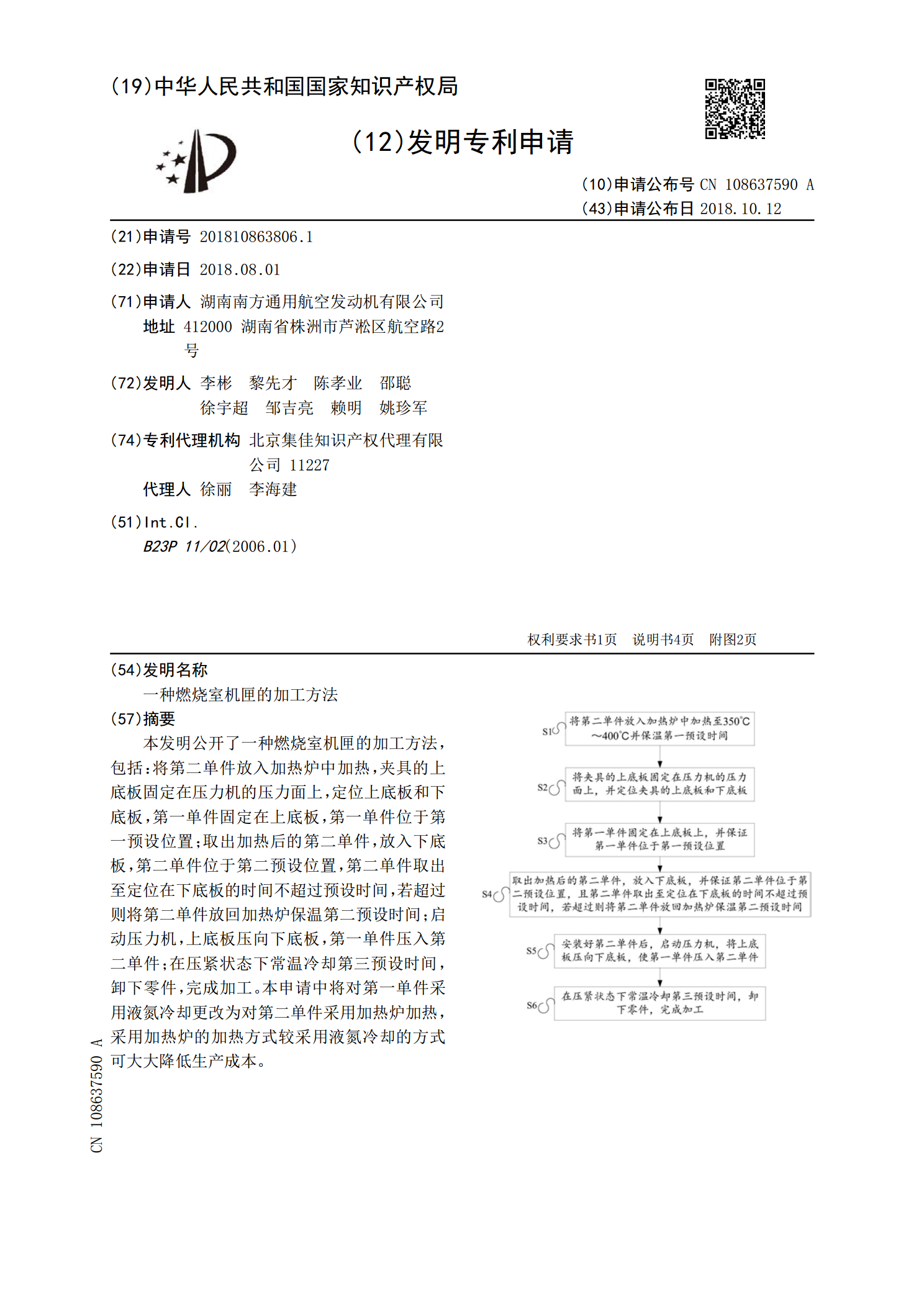
本发明公开了一种燃烧室机匣的加工方法,包括:将第二单件放入加热炉中加热,夹具的上底板固定在压力机的压力面上,定位上底板和下底板,第一单件固定在上底板,第一单件位于第一预设位置;取出加热后的第二单件,放入下底板,第二单件位于第二预设位置,第二单件取出至定位在下底板的时间不超过预设时间,若超过则将第二单件放回加热炉保温第二预设时间;启动压力机,上底板压向下底板,第一单件压入第二单件;在压紧状态下常温冷却第三预设时间,卸下零件,完成加工。本申请中将对第一单件采用液氮冷却更改为对第二单件采用加热炉加热,采用加热炉

基于电子束焊的航空发动机机匣补加工技术研究.docx
基于电子束焊的航空发动机机匣补加工技术研究基于电子束焊的航空发动机机匣补加工技术研究摘要:航空发动机的机匣是其重要组成部分,对其质量和性能要求极高。在发动机的使用过程中,由于各种因素,机匣可能会出现磨损、疲劳等问题,需要进行补加工。传统的机匣补加工技术存在一些缺点,如热影响区大、变形严重等。本文以电子束焊技术为基础,对航空发动机机匣的补加工技术进行了研究。通过实验和分析,验证了电子束焊技术在机匣补加工中的可行性和优势。结果表明,电子束焊技术补加工后的机匣具有较低的热影响区和较小的变形,能够满足航空发动机机

一种变截面结构燃汽轮机机匣的电子束焊接方法.pdf
一种变截面结构燃汽轮机机匣的电子束焊接方法,它涉及一种燃汽轮机机匣的焊接方法,以解决现有燃汽轮机机匣中筒体与等截面水平法兰焊接方法无法满足筒体与变截面水平法兰进行焊接的问题,该方法是:一、选择电子束焊机;二、清理;三、将清理的机匣和工装夹具置入焊机真空室内的工作台上,将机匣装配到工装上,将两个变截面水平法兰和筒体定位并点焊;四、电子束焊接。本发明将变截面不等厚度结构的水平法兰,采用多段焊接,通过对焊机电流和电压以及枪距等参数的调整和选择,实现了变截面结构机匣的不等厚度水平法兰的焊接;大大的提高了产品质量和

燃烧室前端机匣铣加工工艺研究.docx
燃烧室前端机匣铣加工工艺研究燃烧室前端机匣是燃气涡轮发动机中的一个重要部件,其主要功能是引导空气和燃料混合物进入燃烧室中进行燃烧,同时要承受高温高压下的冲击和振动。因此,对燃烧室前端机匣的加工工艺进行研究具有极其重要的意义,可以提高产品的质量和性能,同时提高生产效率,降低成本。一、燃烧室前端机匣的加工工艺1.加工设备的选择燃烧室前端机匣的加工难度较大,需要使用高精度的加工设备和工具,以保证加工精度和表面质量。常用的加工设备包括数控铣床、线切割机、数控磨床等。2.加工用料的选择燃烧室前端机匣主要使用高温合金