
一种模具钢的真空热处理方法.pdf

雨巷****珺琦


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种模具钢的真空热处理方法.pdf
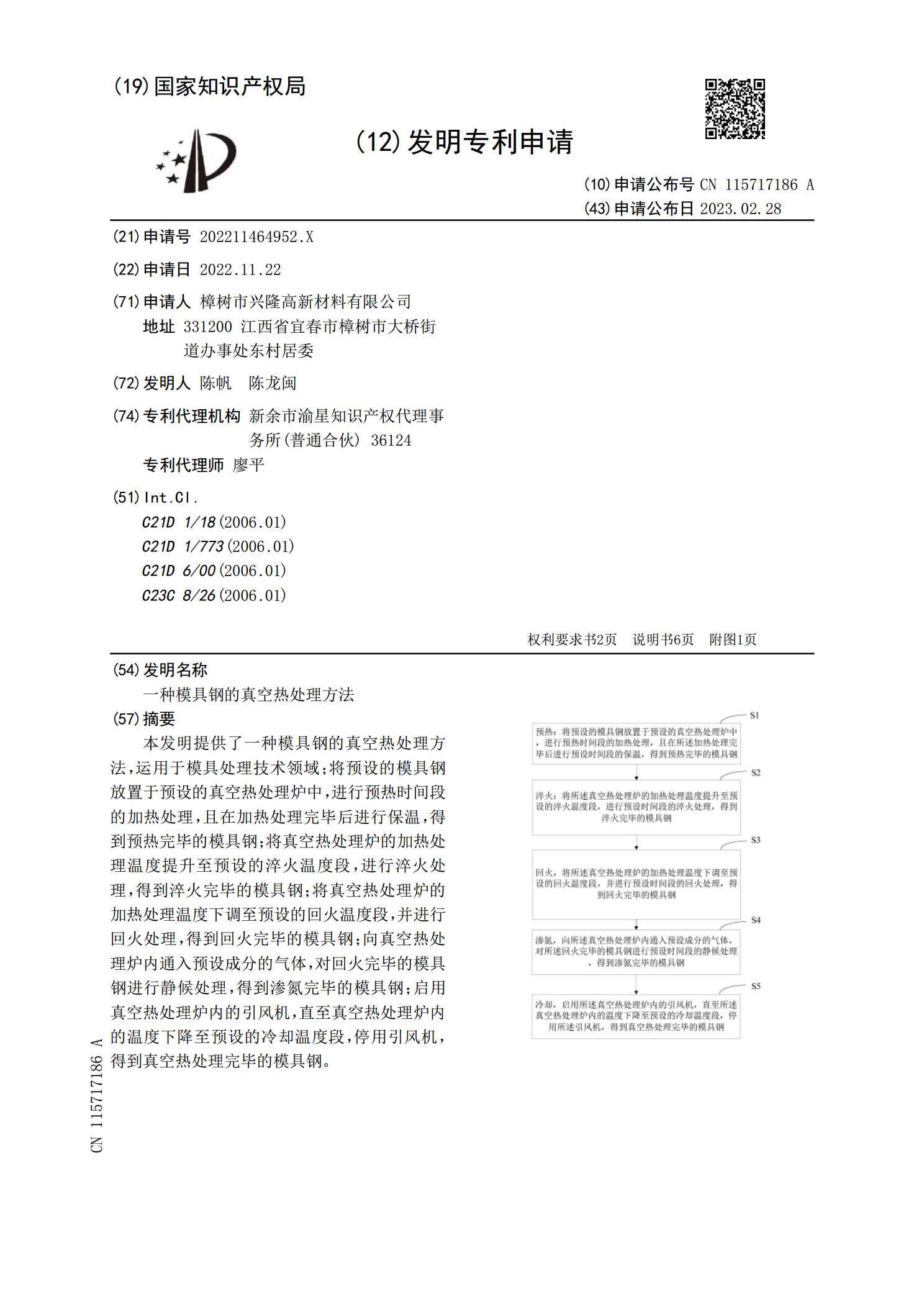
本发明提供了一种模具钢的真空热处理方法,运用于模具处理技术领域;将预设的模具钢放置于预设的真空热处理炉中,进行预热时间段的加热处理,且在加热处理完毕后进行保温,得到预热完毕的模具钢;将真空热处理炉的加热处理温度提升至预设的淬火温度段,进行淬火处理,得到淬火完毕的模具钢;将真空热处理炉的加热处理温度下调至预设的回火温度段,并进行回火处理,得到回火完毕的模具钢;向真空热处理炉内通入预设成分的气体,对回火完毕的模具钢进行静候处理,得到渗氮完毕的模具钢;启用真空热处理炉内的引风机,直至真空热处理炉内的温度下降至预
一种模具钢的真空热处理方法.pdf
本发明涉及一种模具钢的真空热处理方法,包括以下步骤:1、将模具放置真空热处理炉中进行预热处理并保温;2、在真空热处理炉中通入甲烷,并提升真空热处理炉的温度,对模具进行第一次渗碳处理;3、降低真空热处理炉的温度并保温;4、在真空热处理炉中通入甲烷,并提升真空热处理炉的温度,对模具进行第二次渗碳处理;5、降低真空炉内温度并在真空炉中通入氨气进行渗氮处理;6、将上述步骤中的模具进行淬火处理;7、将上述步骤中的模具进行回火处理。本发明使模具具有良好的耐磨性、硬度、抗拉强度和屈服强度。
一种CrWMn模具钢的真空热处理工艺.pdf
本发明涉及热处理工艺技术领域,特别涉及一种CrWMn模具钢的真空热处理工艺,在CrWMn钢现有热处理工艺即普通退火、淬火、低温回火的基础上,对预备退火热处理、淬火温度、淬火使用设备和冷却方式、回火工艺过程等进行改进,并增加了回火次数,使用真空气淬炉、氮气冷却处理,使经过本发明处理后,提高模具的尺寸稳定性,改善CrWMn钢的组织状态分布,提高其力学性能,硬度达到HRc61以上。特别是避免了热处理变形和后续加工过程中造成的开裂问题。同时,CrWMn钢模具的耐磨性和使用寿命、耐疲劳性得到大幅度提高,耐磨性可以提

模具钢真空热处理工艺的改进.docx
模具钢真空热处理工艺的改进模具钢真空热处理工艺的改进摘要:模具钢是广泛应用于金属塑性加工、压力铸造、塑料加工、粉末冶金以及其他工业领域的重要材料。真空热处理是一种常用的提高模具钢机械性能和延长使用寿命的方法。然而,现有的真空热处理工艺仍存在一些问题,如热处理变形、表面氧化、高成本等。因此,对模具钢真空热处理工艺进行改进具有重要意义。本文着重探讨了几种模具钢真空热处理工艺的改进方法,并对其优缺点进行了分析和比较。第一章:引言1.1研究背景1.2研究目的1.3研究意义第二章:模具钢真空热处理工艺的现状2.1模
一种高硬度模具钢的真空热处理工艺.pdf
本发明涉及一种高硬度模具钢的真空热处理工艺,具体步骤如下:模具钢在850‑900℃下保温,升温至1000‑1300℃并保温,对模具钢进行锻打30分钟;对模具钢进行水冷;将模具钢在真空,温度为700‑730℃下进行保温;将模具钢以40℃/小时降温至430‑450℃,向炉内通入氮气;将模具钢进行油淬,并进行回火处理;将模具钢在450‑510℃下进行保温;将模具钢在真空,温度为800‑810℃下进行保温;将模具钢加热至885‑890℃并保温,将模具钢放入至机油中冷却、清洗;将模具钢加热至180‑200℃保温;将