
一种镁合金焊丝的热挤压-拉拔连续生产工艺.pdf

子璇****君淑


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镁合金焊丝的热挤压-拉拔连续生产工艺.pdf
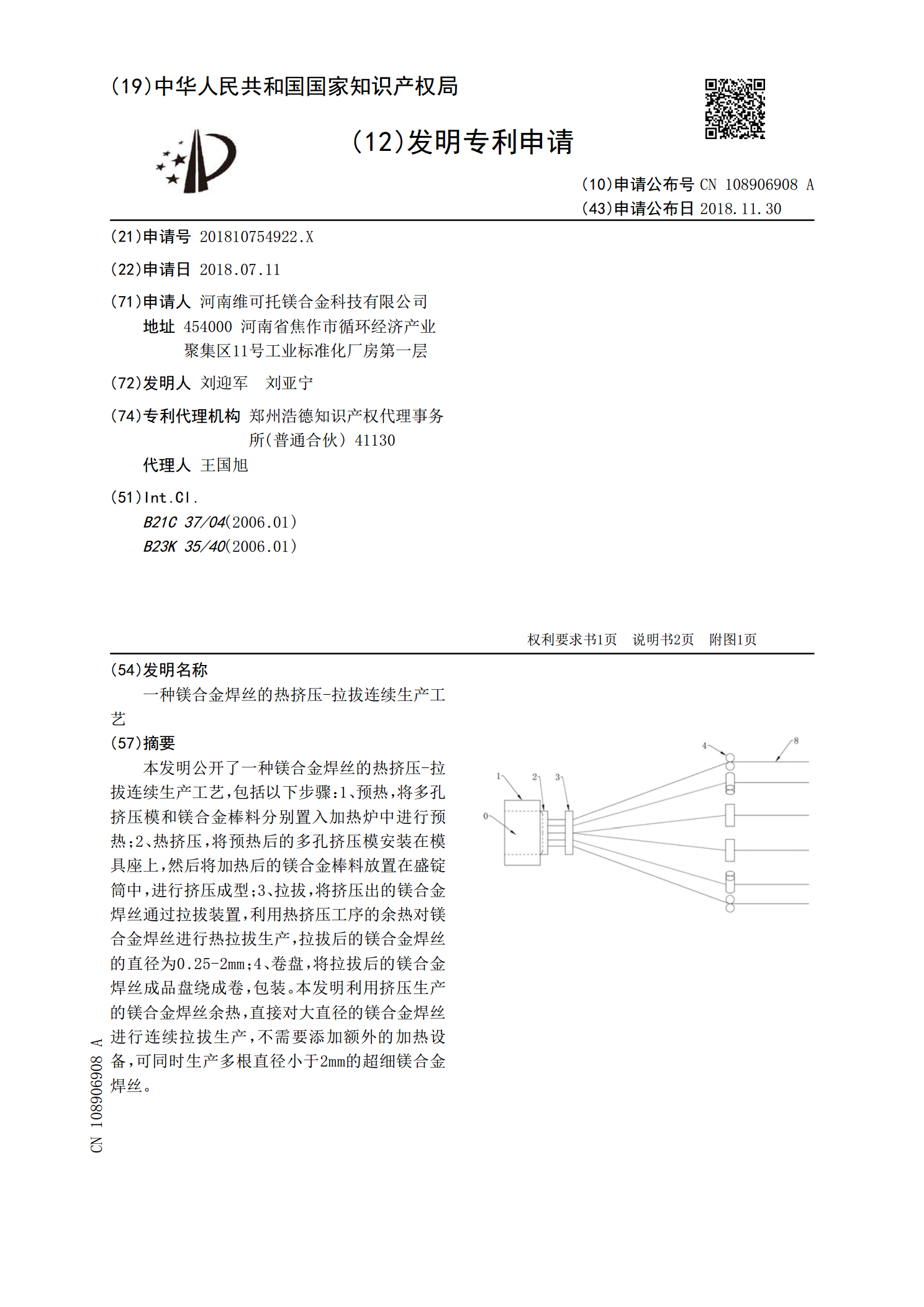
本发明公开了一种镁合金焊丝的热挤压‑拉拔连续生产工艺,包括以下步骤:1、预热,将多孔挤压模和镁合金棒料分别置入加热炉中进行预热;2、热挤压,将预热后的多孔挤压模安装在模具座上,然后将加热后的镁合金棒料放置在盛锭筒中,进行挤压成型;3、拉拔,将挤压出的镁合金焊丝通过拉拔装置,利用热挤压工序的余热对镁合金焊丝进行热拉拔生产,拉拔后的镁合金焊丝的直径为0.25‑2mm;4、卷盘,将拉拔后的镁合金焊丝成品盘绕成卷,包装。本发明利用挤压生产的镁合金焊丝余热,直接对大直径的镁合金焊丝进行连续拉拔生产,不需要添加额外的

一种镁合金挤压焊丝的生产工艺.pdf
本发明公开了一种镁合金挤压焊丝的生产工艺,先对镁合金铸锭进行高温均匀化处理;在铸锭完成均匀化退火之前1小时,将挤压模具和挤压垫放入均匀化处理加热炉中加热;铸锭均匀化处理后不出炉,直接调节加热炉温度至铸锭挤压温度,使铸锭、挤压模具和挤压垫在该温度下保温;最后再进行挤压操作,在挤压机出口处对刚出来的焊丝采用CO2气体保护,直到焊丝冷却到250℃以下时取消CO2气体保护,再对焊丝进行卷曲并用风机吹风冷却即得镁合金焊丝。本方法具有成本低,工艺简单易操作的优点,能够制备0.6~3mm不同直径的高品质AZ系列镁合金焊
一种镍基焊丝拉拔工艺.pdf
本发明涉及焊丝拉拔工艺技术领域,尤其涉及一种镍基焊丝拉拔工艺。传统的焊丝冷拉工艺需要多次重复热处理、酸洗、碱洗的过程,加工周期较长,加工损耗较大。基于上述问题,本发明提供一种镍基焊丝拉拔工艺,其整个过程不需要经过多次热处理、酸洗、碱洗,通过控制焊丝在整个拉拔过程中的起始温度和拉拔速度,使得焊丝从最后一个拉丝模具出来时的温度不低于50℃的情况下,所获焊丝的抗拉强度和延伸率不低于传统多道次冷拉拔工艺所达到的性能,有效缩短了加工周期较长,降低了加工损耗。

一种镁合金板材全连续轧制生产工艺.pdf
本发明公开了一种镁合金板材全连续轧制生产工艺,其包括下列步骤:S0:将镁合金挤压板卷作为来料;S1:对镁合金板卷进行开卷,调节开卷后的镁合金板带的转向,以使其进入水平轧制方向;所述镁合金板卷为步骤S0中的镁合金挤压板卷或步骤S3结束后的镁合金板卷;S2:采用搅拌摩擦焊连接相邻的镁合金板带的首尾;S3:镁合金板带进入逆向温轧机进行轧制,调节轧制后的镁合金板带的转向以使其能够进入卷取机进行卷取;再次转至步骤S1以重复上述步骤S1‑S3,直至目标厚度。采用本发明所述的镁合金板材全连续轧制生产工艺可以有效实现镁合

制备异构镁合金棒材的连续编扭拉拔装置及方法.pdf
本发明属于材料制备领域,具体涉及一种制备异构镁合金棒材的连续编扭拉拔装置及方法。包括编扭单元:包括两个夹持旋转轴,用于将多个平行设置的镁/镁合金棒材编扭铰结;拉拔单元:设置在编扭单元后侧,用于对编扭变形之后的棒材进行拉拔;热处理单元:对拉拔之后的棒材进行固溶时效处理,固溶使变形时析出的元素重新固溶到基体中,时效获得具有不同析出相密度的异构镁合金材料。本发明通过编扭和拉拔相结合的变形方式,并通过后续的固溶时效热处理,利用多种镁合金在相同时效处理下产生不同的析出行为的特点,对其微观结构进行调控,令镁合金材料中