
一种镍基焊丝拉拔工艺.pdf

莉娜****ua


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基焊丝拉拔工艺.pdf
本发明涉及焊丝拉拔工艺技术领域,尤其涉及一种镍基焊丝拉拔工艺。传统的焊丝冷拉工艺需要多次重复热处理、酸洗、碱洗的过程,加工周期较长,加工损耗较大。基于上述问题,本发明提供一种镍基焊丝拉拔工艺,其整个过程不需要经过多次热处理、酸洗、碱洗,通过控制焊丝在整个拉拔过程中的起始温度和拉拔速度,使得焊丝从最后一个拉丝模具出来时的温度不低于50℃的情况下,所获焊丝的抗拉强度和延伸率不低于传统多道次冷拉拔工艺所达到的性能,有效缩短了加工周期较长,降低了加工损耗。
一种镍基焊丝生产装置.pdf
本发明属于焊丝生产技术领域,具体的说是一种镍基焊丝生产装置,包括壳体,所述壳体两侧均开设有通孔,所述壳体内部设置有镍焊丝,所述镍焊丝通过通孔自壳体的内部贯通,所述壳体内壁的顶面固定有支撑架,所述支撑架内部滑动连接有支撑杆,所述支撑杆远离支撑架的一端转动连接有检测轮,所述支撑杆远离检测轮的一端通过连杆固定有检测触点,所述连杆与支撑架之间固定有复位弹簧;通过在镍焊丝出现断裂的情况时,作用在支撑杆上的力消失,从而复位弹簧复位带动检测触点与电路触点分离,当检测触点与电路触点分离后外部的警报器便会收到信号,从而开始
一种镍基焊丝的制备方法及装置.pdf
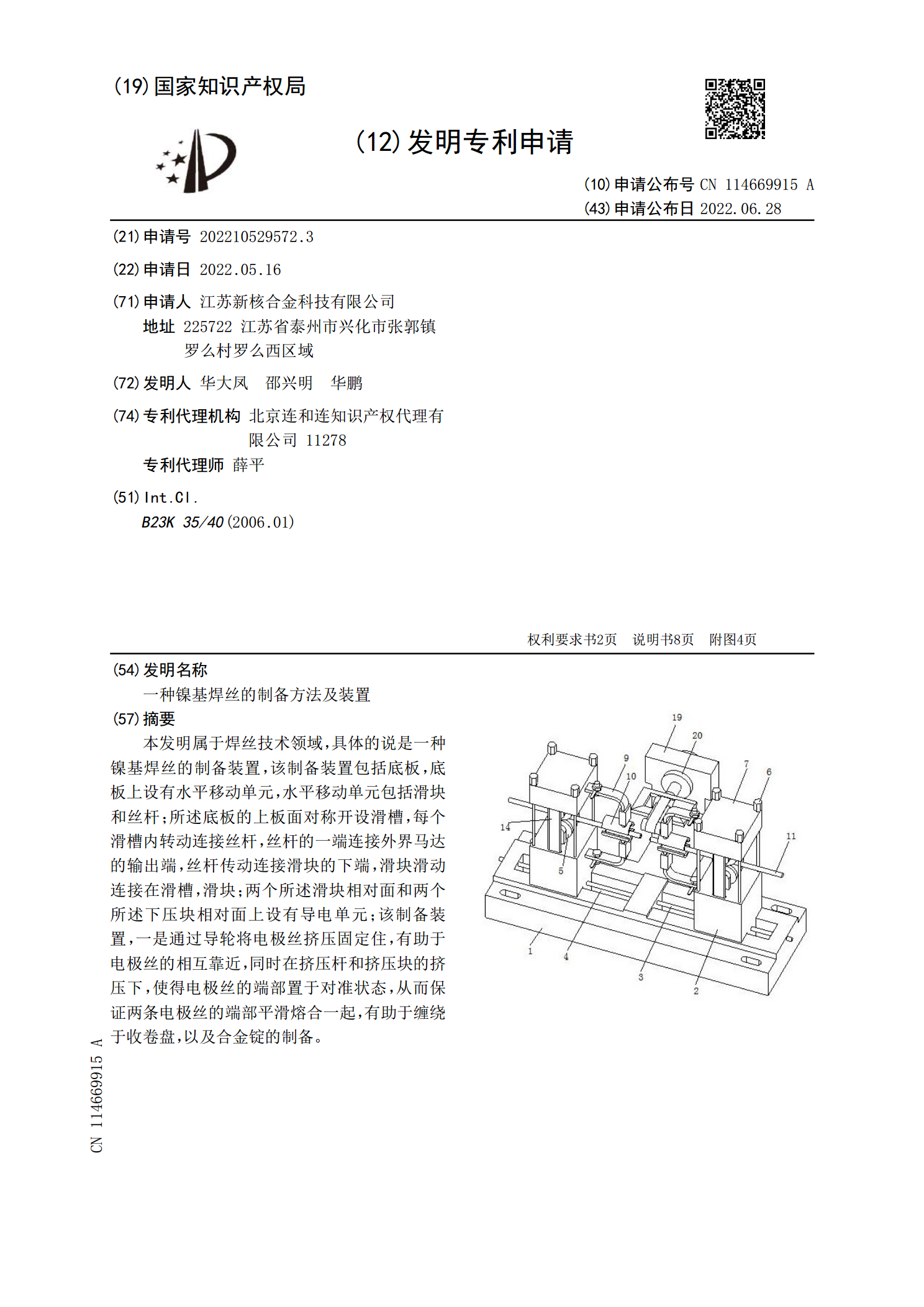
本发明属于焊丝技术领域,具体的说是一种镍基焊丝的制备装置,该制备装置包括底板,底板上设有水平移动单元,水平移动单元包括滑块和丝杆;所述底板的上板面对称开设滑槽,每个滑槽内转动连接丝杆,丝杆的一端连接外界马达的输出端,丝杆传动连接滑块的下端,滑块滑动连接在滑槽,滑块;两个所述滑块相对面和两个所述下压块相对面上设有导电单元;该制备装置,一是通过导轮将电极丝挤压固定住,有助于电极丝的相互靠近,同时在挤压杆和挤压块的挤压下,使得电极丝的端部置于对准状态,从而保证两条电极丝的端部平滑熔合一起,有助于缠绕于收卷盘,以
一种镍基合金焊丝的生产方法.pdf
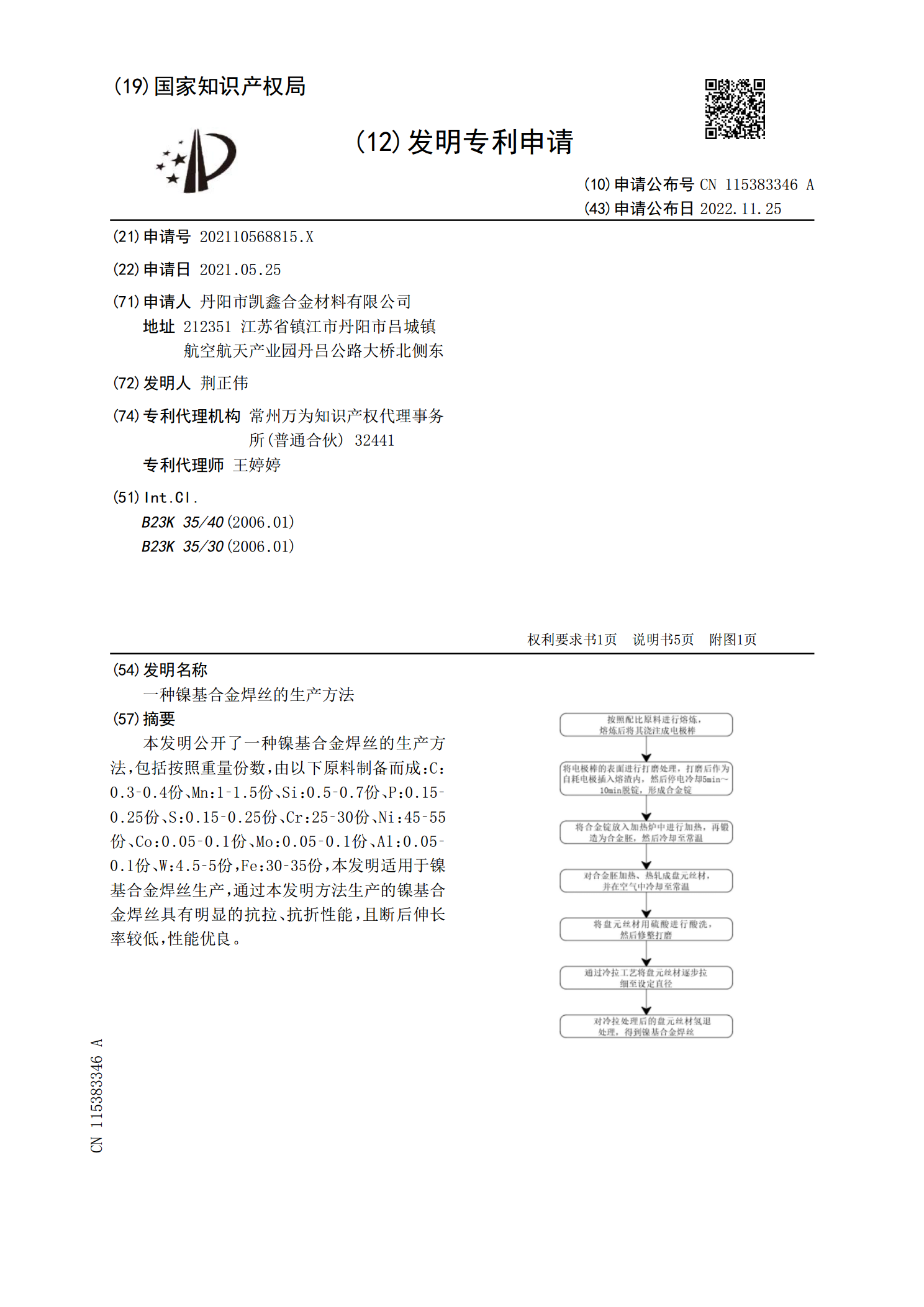
本发明公开了一种镍基合金焊丝的生产方法,包括按照重量份数,由以下原料制备而成:C:0.3?0.4份、Mn:1?1.5份、Si:0.5?0.7份、P:0.15?0.25份、S:0.15?0.25份、Cr:25?30份、Ni:45?55份、Co:0.05?0.1份、Mo:0.05?0.1份、Al:0.05?0.1份、W:4.5?5份,Fe:30?35份,本发明适用于镍基合金焊丝生产,通过本发明方法生产的镍基合金焊丝具有明显的抗拉、抗折性能,且断后伸长率较低,性能优良。
一种镍基合金焊丝的制备方法.pdf
本发明涉及一种镍基合金焊丝的制备方法,属于焊接材料制备技术领域,包括以下步骤:第一步、合金熔炼:合金的组分为:C、Si、Cr、Ti、Nb、W、Al、Fe、Mn、MO、余量为Ni;第二步、铸锭;第三步、热锻开坯:将合金锭放入加热炉内加热,锻造,得到合金坯;第四步、热轧退火:将合金坯热轧成盘圆丝材;第五步、酸洗、修磨、冷拉;第六步:去氢退火;第七步:涂覆助剂:使焊丝穿过盛有助剂的容器,在18‑30℃下干燥,得到镍基合金焊丝,本发明通过金属原料的选取,合金熔炼、铸锭、热锻开坯、热轧退火、酸洗、修磨、冷拉、去氢退